Das könnte Ihnen auch gefallen
- Modeling of Transient Cuttings TransportDokument11 SeitenModeling of Transient Cuttings Transportmohamadi42Noch keine Bewertungen
- A New Comprehensive, MechanisticDokument10 SeitenA New Comprehensive, Mechanisticmohamadi42Noch keine Bewertungen
- A New Wellbore Position Calculation Method: C.R. Chia, SPE, W.J. Phillips, SPE, and D.L. Aklestad, SPE, SchlumbergerDokument5 SeitenA New Wellbore Position Calculation Method: C.R. Chia, SPE, W.J. Phillips, SPE, and D.L. Aklestad, SPE, Schlumbergermohamadi42Noch keine Bewertungen
- Propagation of Chromium (III) AcetateDokument7 SeitenPropagation of Chromium (III) Acetatemohamadi42Noch keine Bewertungen
- The Slug Suppression System in OperationDokument5 SeitenThe Slug Suppression System in Operationmohamadi42Noch keine Bewertungen
- Predicting Permeability From Well Logs inDokument11 SeitenPredicting Permeability From Well Logs inmohamadi42Noch keine Bewertungen
- Lateral Buckling of Pipe With ConnectorsDokument14 SeitenLateral Buckling of Pipe With Connectorsmohamadi42Noch keine Bewertungen
- Asphaltene Precipitation and AlterationDokument6 SeitenAsphaltene Precipitation and Alterationmohamadi42Noch keine Bewertungen
- IMPES Stability Selection ofDokument7 SeitenIMPES Stability Selection ofmohamadi42Noch keine Bewertungen
- Maximizing Yibal's Remaining ValueDokument9 SeitenMaximizing Yibal's Remaining Valuemohamadi42Noch keine Bewertungen
- Benchmarking The Formation Damage of Drilling FluidsDokument11 SeitenBenchmarking The Formation Damage of Drilling Fluidsmohamadi42Noch keine Bewertungen
- Waterflooding in Low NG Fluvial Environment - Thai Shell ExperienceDokument7 SeitenWaterflooding in Low NG Fluvial Environment - Thai Shell Experiencemohamadi42Noch keine Bewertungen
- A Geomechanical Modeling Approach in Deep Horizontal Well Development Designs PDFDokument11 SeitenA Geomechanical Modeling Approach in Deep Horizontal Well Development Designs PDFmohamadi42Noch keine Bewertungen
- Propellant Perforation Breakdown Technique Eastern Venezuela Field ApplicationsDokument15 SeitenPropellant Perforation Breakdown Technique Eastern Venezuela Field Applicationsmohamadi42Noch keine Bewertungen
- Massive Hydraulic Fracturing - A Case History in Western Siberia, RussiaDokument12 SeitenMassive Hydraulic Fracturing - A Case History in Western Siberia, Russiamohamadi42Noch keine Bewertungen
- Gas-Lift Instability Resulted Production Loss and Its Remedy by Feedback ControlDokument9 SeitenGas-Lift Instability Resulted Production Loss and Its Remedy by Feedback Controlmohamadi42Noch keine Bewertungen
- Pore Scale Network Modeling of Relative Permeability in Chemical FloodingDokument6 SeitenPore Scale Network Modeling of Relative Permeability in Chemical Floodingmohamadi42Noch keine Bewertungen
- SPE 84842 Comparing Fracture Simulation Design To Radioactive Tracer Field Results: A Case HistoryDokument9 SeitenSPE 84842 Comparing Fracture Simulation Design To Radioactive Tracer Field Results: A Case Historymohamadi42Noch keine Bewertungen
- A Geomechanical Modeling Approach in Deep Horizontal Well Development Designs PDFDokument11 SeitenA Geomechanical Modeling Approach in Deep Horizontal Well Development Designs PDFmohamadi42Noch keine Bewertungen
- Application of A New Class of Surfactants in Stimulation TreatmentsDokument10 SeitenApplication of A New Class of Surfactants in Stimulation Treatmentsmohamadi42Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 5 6075614737821859916Dokument10 Seiten5 6075614737821859916Siston MakafuNoch keine Bewertungen
- Experimental Study of Estimating The Subgrade Reaction ModulusDokument6 SeitenExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralNoch keine Bewertungen
- Identification - of - Vulkan Vulastik-L CouplingsDokument2 SeitenIdentification - of - Vulkan Vulastik-L CouplingsBill NevisNoch keine Bewertungen
- Oxe Um ALE SoftPhone 8AL90653ENAA 1 enDokument36 SeitenOxe Um ALE SoftPhone 8AL90653ENAA 1 enlocuras34Noch keine Bewertungen
- Firetroll User Interface Manual Ns550f-01-Instruction-manualDokument16 SeitenFiretroll User Interface Manual Ns550f-01-Instruction-manualMike CerreroNoch keine Bewertungen
- Princom The Fundamentals of Electronics Module 2Dokument9 SeitenPrincom The Fundamentals of Electronics Module 2melwin victoriaNoch keine Bewertungen
- Shape and Volume: A Presentation On AcousticsDokument35 SeitenShape and Volume: A Presentation On AcousticsSiddharth BhandariNoch keine Bewertungen
- Proview TutorialDokument12 SeitenProview TutorialManoel NascimentoNoch keine Bewertungen
- 3D-ICONS Guidelines PDFDokument53 Seiten3D-ICONS Guidelines PDFAna Paula Ribeiro de AraujoNoch keine Bewertungen
- PDPP - Presentation.3.Concurrent. Engineering - January.2021Dokument17 SeitenPDPP - Presentation.3.Concurrent. Engineering - January.2021Ashish KumarNoch keine Bewertungen
- Automotive Solutions: Setting The Pace For InnovationDokument36 SeitenAutomotive Solutions: Setting The Pace For InnovationAda TopanNoch keine Bewertungen
- Name: Class Number: - Date: - Section: - ScheduleDokument11 SeitenName: Class Number: - Date: - Section: - ScheduleErica AguirreNoch keine Bewertungen
- Esam AliDokument23 SeitenEsam AliYoussef AliNoch keine Bewertungen
- Service Manual: LC-32SV1EA/RUA LC-32SA1EA/RUADokument48 SeitenService Manual: LC-32SV1EA/RUA LC-32SA1EA/RUATri YuliantoNoch keine Bewertungen
- 10 - Chapter 4 PDFDokument143 Seiten10 - Chapter 4 PDFKalyan ChakravarthyNoch keine Bewertungen
- RS 385SHDokument3 SeitenRS 385SHshahpinkalNoch keine Bewertungen
- Model 793.00 System SoftwareDokument750 SeitenModel 793.00 System SoftwareMichel Zarzosa RojasNoch keine Bewertungen
- Subjects Revised Curriculum BS ELECTRICAL ENGINEERINGDokument18 SeitenSubjects Revised Curriculum BS ELECTRICAL ENGINEERINGData StatsNoch keine Bewertungen
- Money ComponentsDokument10 SeitenMoney ComponentsArifa AkterNoch keine Bewertungen
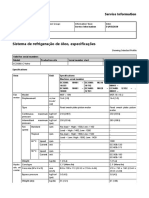
- Sistema de Refrigeração de Óleo, EspecificaçõesDokument2 SeitenSistema de Refrigeração de Óleo, EspecificaçõesAlexandreNoch keine Bewertungen
- Nadella Cam Follower PF810EDokument22 SeitenNadella Cam Follower PF810EAldair MezaNoch keine Bewertungen
- Market Manipulation Rules and IPO Underpricing: Huu - Duong@monash - EduDokument54 SeitenMarket Manipulation Rules and IPO Underpricing: Huu - Duong@monash - EduTI Logic ?? sobayedNoch keine Bewertungen
- SRU Presentation For NewDokument47 SeitenSRU Presentation For Newviettanct100% (3)
- Virtual Memory & Demand PagingDokument22 SeitenVirtual Memory & Demand PagingAli AhmadNoch keine Bewertungen
- Intro To PVTDokument19 SeitenIntro To PVTFernando OlaveoNoch keine Bewertungen
- 2210 w18 Ms 12Dokument12 Seiten2210 w18 Ms 12Fiyazul HaqueNoch keine Bewertungen
- I PartsDokument18 SeitenI PartsAnilkumar KrNoch keine Bewertungen
- Applications of Linear Algebra in Computer ScienceDokument8 SeitenApplications of Linear Algebra in Computer ScienceSameed Ahmed Rafi100% (2)
- Koine GreekDokument226 SeitenKoine GreekΜάριος Αθανασίου100% (6)
- Concept Note For The Conversion of 75 TPHDokument2 SeitenConcept Note For The Conversion of 75 TPHMeera MishraNoch keine Bewertungen