Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- COSTING of CASTINGDokument34 SeitenCOSTING of CASTINGSiddharth Gupta100% (1)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Astm D2000-12Dokument53 SeitenAstm D2000-12LISONoch keine Bewertungen
- Catalogo MFP MorrisDokument451 SeitenCatalogo MFP Morriswilmarin55100% (2)
- Very Good Explanation of Parameters That Affect Solification of A CastingDokument9 SeitenVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNoch keine Bewertungen
- Technical Paper On MG Recovery & Slag Control.Dokument8 SeitenTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNoch keine Bewertungen
- Masterclass - Pouring System Part 2Dokument13 SeitenMasterclass - Pouring System Part 2Siddharth GuptaNoch keine Bewertungen
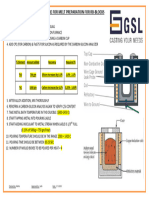
- Standard Operating Procedure For Melt Preparation For RBDokument1 SeiteStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNoch keine Bewertungen
- Sulphur 2Dokument8 SeitenSulphur 2Siddharth GuptaNoch keine Bewertungen
- GIMPEX Brochures-RenewDokument21 SeitenGIMPEX Brochures-RenewSiddharth GuptaNoch keine Bewertungen
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDokument10 SeitenHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaNoch keine Bewertungen
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDokument8 SeitenPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNoch keine Bewertungen
- BK 782Dokument1 SeiteBK 782Siddharth GuptaNoch keine Bewertungen
- Air Supply Systemof CupolaDokument26 SeitenAir Supply Systemof CupolaSiddharth GuptaNoch keine Bewertungen
- Bentonite For FoundriesDokument4 SeitenBentonite For FoundriesSiddharth GuptaNoch keine Bewertungen
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDokument3 SeitenInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNoch keine Bewertungen
- India Foundry Best Practice GuideDokument325 SeitenIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Pneumatic Fittings Push in FittingsDokument7 SeitenPneumatic Fittings Push in FittingsSiddharth GuptaNoch keine Bewertungen
- Steel Casting MetallurgyDokument258 SeitenSteel Casting MetallurgySiddharth Gupta86% (7)
- Micro Cavities PDFDokument4 SeitenMicro Cavities PDFSiddharth GuptaNoch keine Bewertungen
- Grey Cast IronDokument97 SeitenGrey Cast IronSiddharth GuptaNoch keine Bewertungen
- Practical Aspects of A Divided Blast CupolaDokument3 SeitenPractical Aspects of A Divided Blast CupolaSiddharth GuptaNoch keine Bewertungen
- Test Procedure - Green Sand SystemDokument3 SeitenTest Procedure - Green Sand SystemSiddharth Gupta100% (1)
- Dental Casting Procedures: Snegha S 2Nd Yr BdsDokument32 SeitenDental Casting Procedures: Snegha S 2Nd Yr BdsKeerthikaNoch keine Bewertungen
- Manufacturing Trends of 2020Dokument124 SeitenManufacturing Trends of 2020Mr.N.S. NateshNoch keine Bewertungen
- Structure & ArchitectureDokument6 SeitenStructure & ArchitectureyohapriyavenkatesanNoch keine Bewertungen
- Griesser Doku Produktgruppe Terassendaecher enDokument12 SeitenGriesser Doku Produktgruppe Terassendaecher enaidinNoch keine Bewertungen
- ASCOMETAL Steel Grades ENDokument8 SeitenASCOMETAL Steel Grades ENasad144Noch keine Bewertungen
- Products Range.Dokument20 SeitenProducts Range.sandraatef71Noch keine Bewertungen
- 136SERIES DRF: Easy Connection To Check The Pressure of The Hydraulic Systems in Different Parts of The CircuitDokument5 Seiten136SERIES DRF: Easy Connection To Check The Pressure of The Hydraulic Systems in Different Parts of The CircuitGILMAR NIETONoch keine Bewertungen
- Cement and Steel Rates For The Month of September 2012Dokument1 SeiteCement and Steel Rates For The Month of September 2012Guru PrasadNoch keine Bewertungen
- Robor Pipe SystemsDokument153 SeitenRobor Pipe SystemsPieter van der WaltNoch keine Bewertungen
- Office Cost Study PDFDokument16 SeitenOffice Cost Study PDFandyoch86Noch keine Bewertungen
- SD.20 Structural Concrete Standards Anchor Bolt DetailsDokument1 SeiteSD.20 Structural Concrete Standards Anchor Bolt DetailsajmainNoch keine Bewertungen
- Construction of 150 Bedded Hospital-TechnicalSpecs PDFDokument439 SeitenConstruction of 150 Bedded Hospital-TechnicalSpecs PDFElvis GrayNoch keine Bewertungen
- Ripple BookletDokument45 SeitenRipple BookletJonasDispersynNoch keine Bewertungen
- ASTM D6049 03 - Standard Test Method For Rubber Property - Measurement of The Viscous and Elastic Behavior of Unvulcanized Raw Rubbers and Rubber Compounds by Compression Between Parallel Plates PDFDokument9 SeitenASTM D6049 03 - Standard Test Method For Rubber Property - Measurement of The Viscous and Elastic Behavior of Unvulcanized Raw Rubbers and Rubber Compounds by Compression Between Parallel Plates PDFAndre Rodriguez SpirimNoch keine Bewertungen
- Bearing N PDFDokument160 SeitenBearing N PDFAnonymous hxQ7PNOQNoch keine Bewertungen
- Parameters Affecting The Performance of A Plate Heat Exchanger Using The CFDDokument10 SeitenParameters Affecting The Performance of A Plate Heat Exchanger Using The CFDZaw Htet WinNoch keine Bewertungen
- Epoxy HR: Technical Data SheetDokument5 SeitenEpoxy HR: Technical Data SheetOrgünOzarNoch keine Bewertungen
- Vernaular Architecture AssamDokument44 SeitenVernaular Architecture AssamdidarulNoch keine Bewertungen
- Reinforced Concrete Sections Under Moment and Axial LoadDokument5 SeitenReinforced Concrete Sections Under Moment and Axial LoadAlberto CaínNoch keine Bewertungen
- Vocational Training ReportDokument56 SeitenVocational Training ReportSaksham jainNoch keine Bewertungen
- Materials For Hip Prostheses: A Review of Wear and Loading ConsiderationsDokument26 SeitenMaterials For Hip Prostheses: A Review of Wear and Loading ConsiderationsEka NatsvlishviliNoch keine Bewertungen
- Strengthening of Concrete Beams by External Strengthening of Concrete Beams by External PrestressingDokument2 SeitenStrengthening of Concrete Beams by External Strengthening of Concrete Beams by External Prestressingchristi SNoch keine Bewertungen
- Kaisai Service Manual PDFDokument215 SeitenKaisai Service Manual PDFTom WtomNoch keine Bewertungen
- Water Storage Tank Design DescriptionDokument5 SeitenWater Storage Tank Design Descriptiondanena88Noch keine Bewertungen
- Class 1 - Pavement Materials and ConstructionDokument32 SeitenClass 1 - Pavement Materials and Constructionlohit12Noch keine Bewertungen
- TR001 Control Cable CFA901-Continuity TestDokument4 SeitenTR001 Control Cable CFA901-Continuity TestCharlie MendozaNoch keine Bewertungen
- Construction and Building Materials: O. Mahmoodi, H. Siad, M. Lachemi, S. Dadsetan, M. SahmaranDokument16 SeitenConstruction and Building Materials: O. Mahmoodi, H. Siad, M. Lachemi, S. Dadsetan, M. SahmaranApoorva AgarwalNoch keine Bewertungen
- 15B Plumbing Systems 9Dokument1 Seite15B Plumbing Systems 9Алексей СавченкоNoch keine Bewertungen