Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Costing of Steelwork From Feasibility Through To Completion 1996 - Australian Institute of Steel ConstructionDokument53 SeitenCosting of Steelwork From Feasibility Through To Completion 1996 - Australian Institute of Steel ConstructionKakoDa100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- AutoCAD System VariablesDokument11 SeitenAutoCAD System VariablesAllan David100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Simplified Hydroponics for Leafy GreensDokument14 SeitenSimplified Hydroponics for Leafy Greenscarlos-tulali-1309Noch keine Bewertungen
- Woodward, Jon - Off The Grid Hydroponics - No Power Needed (2013) PDFDokument22 SeitenWoodward, Jon - Off The Grid Hydroponics - No Power Needed (2013) PDFTrixie BellNoch keine Bewertungen
- PostProcessor Reference Help enDokument270 SeitenPostProcessor Reference Help enHisham Hanafy100% (2)
- 2530 Switch PresentationDokument33 Seiten2530 Switch PresentationNgoc The NguyenNoch keine Bewertungen
- 02 Hobas Jacking PipesDokument20 Seiten02 Hobas Jacking Pipesdliu88100% (1)
- Ansi B16-104Dokument1 SeiteAnsi B16-104Monica Suarez100% (1)
- Review On Development of Polypropylene Manufacturing ProcessDokument11 SeitenReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- Proper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreDokument9 SeitenProper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreVinh Do ThanhNoch keine Bewertungen
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDokument12 SeitenAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNoch keine Bewertungen
- The Heart of Operations - World Cement - 02-2015Dokument4 SeitenThe Heart of Operations - World Cement - 02-2015fetniNoch keine Bewertungen
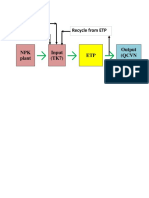
- Recycle From ETP Make Up H2O DAP, UreaDokument1 SeiteRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNoch keine Bewertungen
- Modelling and Simulation of A Direct Contact Rotary DryerDokument16 SeitenModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNoch keine Bewertungen
- Multi-Use Chair DesignDokument7 SeitenMulti-Use Chair DesignVinh Do ThanhNoch keine Bewertungen
- Effects of Drying Parameters On Heat Transfer During DryingDokument13 SeitenEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhNoch keine Bewertungen
- Studies On Drying Kinetics of Solids in A Rotary DryerDokument6 SeitenStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNoch keine Bewertungen
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDokument8 SeitenModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNoch keine Bewertungen
- Dryer CalculationsDokument4 SeitenDryer CalculationsVinh Do Thanh0% (1)
- NPK-15 8 15Dokument5 SeitenNPK-15 8 15Vinh Do ThanhNoch keine Bewertungen
- PEP Report 267A: Ihs ChemicalDokument8 SeitenPEP Report 267A: Ihs ChemicalVinh Do ThanhNoch keine Bewertungen
- Aoac - Methods.1.1990. MoistureDokument2 SeitenAoac - Methods.1.1990. MoistureVinh Do ThanhNoch keine Bewertungen
- Tinh Luong Nuoc Bay HoiDokument22 SeitenTinh Luong Nuoc Bay HoiVinh Do ThanhNoch keine Bewertungen
- 4244 12672 1 PB PDFDokument15 Seiten4244 12672 1 PB PDFVinh Do ThanhNoch keine Bewertungen
- Natural Evaporation RateDokument16 SeitenNatural Evaporation RateVinh Do ThanhNoch keine Bewertungen
- 4244 12672 1 PB PDFDokument15 Seiten4244 12672 1 PB PDFVinh Do ThanhNoch keine Bewertungen
- Equivalent Grades of Cast IronsDokument2 SeitenEquivalent Grades of Cast IronsVinh Do ThanhNoch keine Bewertungen
- Metal Price IndexDokument1 SeiteMetal Price IndexVinh Do ThanhNoch keine Bewertungen
- Mau Giay Uy Quyen Bang Tieng AnhDokument3 SeitenMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhNoch keine Bewertungen
- How To Calculate Heat Load - 5 StepsDokument1 SeiteHow To Calculate Heat Load - 5 StepsVinh Do ThanhNoch keine Bewertungen
- CRACKER A PC Based Simulator For Industr PDFDokument6 SeitenCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNoch keine Bewertungen
- Estimating Evaporation From Water SurfacesDokument27 SeitenEstimating Evaporation From Water SurfacesVinh Do ThanhNoch keine Bewertungen
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDokument5 SeitenInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaNoch keine Bewertungen
- 1 0ProjectManagementProceduresDokument8 Seiten1 0ProjectManagementProceduresRamiesRahmanNoch keine Bewertungen
- DRS 279-2015 Organic Fertilizer - SpecificationDokument17 SeitenDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNoch keine Bewertungen
- How To Calculate Heat Load - 5 StepsDokument1 SeiteHow To Calculate Heat Load - 5 StepsVinh Do ThanhNoch keine Bewertungen
- Optimization of Wall Thickness For Minimum Heat LossesDokument9 SeitenOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhNoch keine Bewertungen
- 2005 ARTAS External Interface Requirements Sepecification EIRS PDFDokument264 Seiten2005 ARTAS External Interface Requirements Sepecification EIRS PDFhisitepuNoch keine Bewertungen
- RSA EnVision 3.5.x Getting Started Guide 60 SeriesDokument106 SeitenRSA EnVision 3.5.x Getting Started Guide 60 SeriesJoão AlmeidasilvNoch keine Bewertungen
- CDNLive2012 - A Comprehensive Approach To Scalable Framework For Both Vertical and Horizontal Reuse in UVM Verification - AMDDokument10 SeitenCDNLive2012 - A Comprehensive Approach To Scalable Framework For Both Vertical and Horizontal Reuse in UVM Verification - AMDSamNoch keine Bewertungen
- Tldhighlights2013 2014Dokument8 SeitenTldhighlights2013 2014sharma5544Noch keine Bewertungen
- Sunlite GigeDokument2 SeitenSunlite GigeJhon SendokNoch keine Bewertungen
- Puda PDFDokument12 SeitenPuda PDFruksarNoch keine Bewertungen
- ProposalDokument3 SeitenProposalparveen_512272971Noch keine Bewertungen
- RBD-17 09 2020Dokument137 SeitenRBD-17 09 2020hishamndtNoch keine Bewertungen
- Building Works PDFDokument359 SeitenBuilding Works PDFManish Kumar YadavNoch keine Bewertungen
- FDT Form PDFDokument1 SeiteFDT Form PDFGenevieve GayosoNoch keine Bewertungen
- Dmr-hs2 d6087 Firmware GuideDokument7 SeitenDmr-hs2 d6087 Firmware GuideMircea FrantNoch keine Bewertungen
- Progress Valuation Work Order: Construction Manager Commercial Manager Deputy Project ManagerrDokument1 SeiteProgress Valuation Work Order: Construction Manager Commercial Manager Deputy Project ManagerrIkhsan BakhrullohNoch keine Bewertungen
- EmpanelHospList HelpFAQDokument13 SeitenEmpanelHospList HelpFAQaditi001Noch keine Bewertungen
- How To Configure NetBackup For Granular Restore Technology (GRT) Backups of Exchange Server 2010 On Windows 2008 and Windows 2008 R2Dokument2 SeitenHow To Configure NetBackup For Granular Restore Technology (GRT) Backups of Exchange Server 2010 On Windows 2008 and Windows 2008 R2William RojasNoch keine Bewertungen
- Win Shuttle Transaction Required SAP AuthorizationsDokument2 SeitenWin Shuttle Transaction Required SAP Authorizationsb092840Noch keine Bewertungen
- 10a B C Year End DescriptionDokument5 Seiten10a B C Year End DescriptionMegaEyedBitsNoch keine Bewertungen
- American Style ISVS 2022Dokument22 SeitenAmerican Style ISVS 2022Nishan WijetungeNoch keine Bewertungen
- Frankenstein: Penguin Readers FactsheetsDokument4 SeitenFrankenstein: Penguin Readers FactsheetsPatrícia MartinsNoch keine Bewertungen
- Enter 400 Bad Request Nginx/1.2.9Dokument9 SeitenEnter 400 Bad Request Nginx/1.2.9Hadi BarakNoch keine Bewertungen
- Whirlpool KAR-16 French Door Bottom Mount Refrigerator Service ManualDokument68 SeitenWhirlpool KAR-16 French Door Bottom Mount Refrigerator Service ManualKeith Drake67% (3)
- CSA Exam NotesDokument2 SeitenCSA Exam Notessagardeshmukh4Noch keine Bewertungen
- Operation Manual: Smart-UPS On-Line SRTDokument36 SeitenOperation Manual: Smart-UPS On-Line SRTHarry RincónNoch keine Bewertungen
- Information SheetDokument4 SeitenInformation SheetHarold AguinaldoNoch keine Bewertungen