Das könnte Ihnen auch gefallen
- 6L45 6L90 Zip in PDFDokument12 Seiten6L45 6L90 Zip in PDFAnonymous WzR5h9g8V100% (3)
- 307Dokument140 Seiten307Mihail Barna100% (3)
- Shop Drawing: Contractor Supplier Manufacturer Subcontractor Fabricator Prefabricated Millwork MEP Architects EngineersDokument4 SeitenShop Drawing: Contractor Supplier Manufacturer Subcontractor Fabricator Prefabricated Millwork MEP Architects EngineersKien NguyenNoch keine Bewertungen
- Paints & CoatsDokument29 SeitenPaints & CoatsMaitreyi YellapragadaNoch keine Bewertungen
- Paint components and classificationDokument26 SeitenPaint components and classificationM Busairi MusimNoch keine Bewertungen
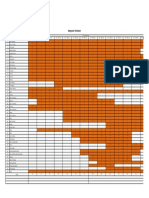
- Manpower Schedule ProjectDokument1 SeiteManpower Schedule ProjectColitz D. KhenNoch keine Bewertungen
- Paint Constituents and Basic TechnologyDokument6 SeitenPaint Constituents and Basic TechnologyBalakumarNoch keine Bewertungen
- PolymersDokument44 SeitenPolymersjuhi bhure100% (1)
- Building Material - PaintDokument19 SeitenBuilding Material - PaintDedikas Jinghao100% (1)
- 6110-6910 SerieDokument1 Seite6110-6910 Serieinfo7879Noch keine Bewertungen
- Paints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetDokument45 SeitenPaints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetAbbas AliNoch keine Bewertungen
- Lacquer Work - A Practical Exposition of the Art of Lacquering Together with Valuable Notes for the CollectorVon EverandLacquer Work - A Practical Exposition of the Art of Lacquering Together with Valuable Notes for the CollectorBewertung: 5 von 5 Sternen5/5 (1)
- Resins For Surface Coatings Vol 2Dokument161 SeitenResins For Surface Coatings Vol 2Lelecos100% (9)
- Zaranda Mongoose ProDokument73 SeitenZaranda Mongoose Projorge50% (2)
- Paints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetDokument45 SeitenPaints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetUsama Osman100% (5)
- Types of PaintsDokument22 SeitenTypes of Paintsssm_majeed82% (11)
- Keeway Focus /matrix Service ManualDokument115 SeitenKeeway Focus /matrix Service ManualJB Nitales100% (2)
- Exam Paper On Design of Machine ToolsDokument8 SeitenExam Paper On Design of Machine ToolsCharles Ondieki100% (1)
- Chapter One: 1.1 BackgroundDokument56 SeitenChapter One: 1.1 BackgroundGalata BaneNoch keine Bewertungen
- Iveco Magirus DLK 55 CsDokument6 SeitenIveco Magirus DLK 55 CsRicardo SilvaNoch keine Bewertungen
- The Carpenters, Joiners, Cabinet Makers and Gilders' Companion: Containing Rules and Instructions in the Art of Carpentry, Joinery, Cabinet Making, and Gilding - Veneering, Inlaying, Varnishing and Polishing, Dying and Staining Wood, & IvoryVon EverandThe Carpenters, Joiners, Cabinet Makers and Gilders' Companion: Containing Rules and Instructions in the Art of Carpentry, Joinery, Cabinet Making, and Gilding - Veneering, Inlaying, Varnishing and Polishing, Dying and Staining Wood, & IvoryBewertung: 5 von 5 Sternen5/5 (1)
- French Polishing and Wood Surface Finishing for Amateurs - The Do It Yourself SeriesVon EverandFrench Polishing and Wood Surface Finishing for Amateurs - The Do It Yourself SeriesNoch keine Bewertungen
- Vehicles and BindersDokument7 SeitenVehicles and Bindersberchard100% (1)
- PaintsDokument40 SeitenPaintsPrincess BenitezNoch keine Bewertungen
- Purchasing and Materials Management PDFDokument210 SeitenPurchasing and Materials Management PDFShueab Mujawar100% (1)
- Alkyd Paint and Paint DriersDokument31 SeitenAlkyd Paint and Paint Driersssm_majeed100% (1)
- Smart BoomDokument10 SeitenSmart BoomKevine Khaled100% (1)
- Osd35 0136 067Dokument208 SeitenOsd35 0136 067Samir Mervyn Razvi100% (6)
- Art Deco in Mumbai: (Theaters)Dokument9 SeitenArt Deco in Mumbai: (Theaters)abhishekNoch keine Bewertungen
- ClarkDietrich ClipExpress 1087881Dokument108 SeitenClarkDietrich ClipExpress 1087881swoinkerNoch keine Bewertungen
- Fresco Painting - Modern Methods and Techniques for Painting in Fresco and SeccoVon EverandFresco Painting - Modern Methods and Techniques for Painting in Fresco and SeccoNoch keine Bewertungen
- Triple Effect Evaporator Heat and Surface Area CalculationDokument8 SeitenTriple Effect Evaporator Heat and Surface Area CalculationRicardo VelozNoch keine Bewertungen
- Triple Effect Evaporator Heat and Surface Area CalculationDokument8 SeitenTriple Effect Evaporator Heat and Surface Area CalculationRicardo VelozNoch keine Bewertungen
- Acrylic and Acrylic/styrene Copolymer DispersionsDokument3 SeitenAcrylic and Acrylic/styrene Copolymer DispersionsHiba NaserNoch keine Bewertungen
- A Guide to Finishing Furniture - Including Chapters on, Spraying, Opaque and Transparent FinishesVon EverandA Guide to Finishing Furniture - Including Chapters on, Spraying, Opaque and Transparent FinishesNoch keine Bewertungen
- PaintDokument11 SeitenPaintMyo Win TheinNoch keine Bewertungen
- Linseed Paint and Oil: A Practical Guide to Traditional Production and ApplicationVon EverandLinseed Paint and Oil: A Practical Guide to Traditional Production and ApplicationNoch keine Bewertungen
- Black MagicDokument32 SeitenBlack MagicjananeyNoch keine Bewertungen
- Dendera EgyptDokument13 SeitenDendera EgyptManoj PradhanNoch keine Bewertungen
- History: Paint Is Any PigmentedDokument10 SeitenHistory: Paint Is Any PigmentedGaurav KumarNoch keine Bewertungen
- Paint - Wikipedia, The Free EncyclopediaDokument5 SeitenPaint - Wikipedia, The Free Encyclopediadidodido_67Noch keine Bewertungen
- Paint - WikipediaDokument15 SeitenPaint - Wikipediadeafrh4Noch keine Bewertungen
- Paint in The Name ofDokument18 SeitenPaint in The Name ofRiad JoelleNoch keine Bewertungen
- Paint: Jump To Navigation Jump To SearchDokument18 SeitenPaint: Jump To Navigation Jump To Searchkinley dorjeeNoch keine Bewertungen
- Paint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which AfterDokument8 SeitenPaint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which Aftersanthoshmarch9920Noch keine Bewertungen
- Homo Sapiens: Paint Is AnyDokument12 SeitenHomo Sapiens: Paint Is AnyArmel Vic Baguinaon CuradaNoch keine Bewertungen
- Paint - WikipediaDokument17 SeitenPaint - Wikipedianek irovNoch keine Bewertungen
- PaintDokument10 SeitenPaintTú NgọcNoch keine Bewertungen
- Manufacturing_of_Cow_Dung_PaintDokument6 SeitenManufacturing_of_Cow_Dung_Paintshivamkumrawat904Noch keine Bewertungen
- Manufacturing of Cow Dung PaintDokument6 SeitenManufacturing of Cow Dung Paintvenkata surendra100% (1)
- Paints and CoatingsDokument29 SeitenPaints and CoatingsRai JeanNoch keine Bewertungen
- Reviews 4 03 3 12Dokument19 SeitenReviews 4 03 3 12Manuel BochacaNoch keine Bewertungen
- Paints and PigmentsDokument19 SeitenPaints and PigmentsbaanaadiNoch keine Bewertungen
- RSDTGFHGJHKJLDokument18 SeitenRSDTGFHGJHKJLManuel BochacaNoch keine Bewertungen
- Paint: Paint Is Any Pigmented Liquid, Liquefiable, or SolidDokument7 SeitenPaint: Paint Is Any Pigmented Liquid, Liquefiable, or SolidRamakrishna BalajiNoch keine Bewertungen
- 8135-10226-1-PB Effect of GypsumDokument9 Seiten8135-10226-1-PB Effect of GypsumkiddprofessorNoch keine Bewertungen
- Paints and CoatingsDokument2 SeitenPaints and CoatingsMartin Lizarbe WilliamsNoch keine Bewertungen
- Ashish PaintsDokument40 SeitenAshish PaintsAshish CoolNoch keine Bewertungen
- History: Manganese Oxide Blombos OchreDokument7 SeitenHistory: Manganese Oxide Blombos OchreRamakrishna BalajiNoch keine Bewertungen
- Paint For DownloadDokument7 SeitenPaint For DownloadRamakrishna BalajiNoch keine Bewertungen
- UNIT IVDokument31 SeitenUNIT IVDhilsanth SLNoch keine Bewertungen
- Auto-Oxidative Corsslinked ResinsDokument5 SeitenAuto-Oxidative Corsslinked ResinswahNoch keine Bewertungen
- Acrylic PaintDokument5 SeitenAcrylic PaintRandy AbellarNoch keine Bewertungen
- Alkyd Resin Modification Literature ReviewDokument24 SeitenAlkyd Resin Modification Literature ReviewManoj Lalita GoswamiNoch keine Bewertungen
- PaintsDokument9 SeitenPaintsSoma BavariaNoch keine Bewertungen
- CHE882 Unit 2Dokument47 SeitenCHE882 Unit 2Kumar GouravNoch keine Bewertungen
- Polyurethane dispersion coatingDokument42 SeitenPolyurethane dispersion coatingjoeNoch keine Bewertungen
- Flores Jelaika Final Term PaperDokument3 SeitenFlores Jelaika Final Term PaperKristyneNoch keine Bewertungen
- (Deligny P., Tuck N.) Resins For Surface Coatings. PDFDokument161 Seiten(Deligny P., Tuck N.) Resins For Surface Coatings. PDFAlfonso Dominguez GonzalezNoch keine Bewertungen
- 011 - Special ConsiderationsDokument2 Seiten011 - Special Considerationswm9auwk3upNoch keine Bewertungen
- Paints and VarnishesDokument24 SeitenPaints and VarnishesEmina HuseinovicNoch keine Bewertungen
- Introduction To Generic Coating TypesDokument8 SeitenIntroduction To Generic Coating TypesChimuelin100% (1)
- Introduction of PaintDokument43 SeitenIntroduction of PaintCheng Soon FattNoch keine Bewertungen
- Is Brittany Spears The New Lizo or Just Another Class Clown? #FreeBrittneyDokument2 SeitenIs Brittany Spears The New Lizo or Just Another Class Clown? #FreeBrittneyLian PerryNoch keine Bewertungen
- Water-based Acrylic Dispersions: Applications in Architectural CoatingsVon EverandWater-based Acrylic Dispersions: Applications in Architectural CoatingsNoch keine Bewertungen
- 26 2083 01 Pulp Manufacturing Solutions BrochureDokument8 Seiten26 2083 01 Pulp Manufacturing Solutions Brochuresaurabh maneNoch keine Bewertungen
- Pait Info American SoceityDokument1 SeitePait Info American Soceitysaurabh maneNoch keine Bewertungen
- ThnlsDokument1 SeiteThnlssaurabh maneNoch keine Bewertungen
- (Badshah) : (Isiki Isiki Vaani)Dokument2 Seiten(Badshah) : (Isiki Isiki Vaani)saurabh maneNoch keine Bewertungen
- Heat Pipe OrignalDokument10 SeitenHeat Pipe Orignalsaurabh maneNoch keine Bewertungen
- Heat PipeDokument27 SeitenHeat Pipesaurabh maneNoch keine Bewertungen
- TestDokument1 SeiteTestkingNoch keine Bewertungen
- DIY Scissor Lift 1Dokument6 SeitenDIY Scissor Lift 1daniel deeeNoch keine Bewertungen
- Karnataka Building Bye-Laws 2017Dokument143 SeitenKarnataka Building Bye-Laws 2017Ravi JainNoch keine Bewertungen
- DHC Fusion A Fixed Height ENGDokument2 SeitenDHC Fusion A Fixed Height ENGSwingster SatNoch keine Bewertungen
- Pressure Vessel InspectionsDokument17 SeitenPressure Vessel InspectionsLipika GayenNoch keine Bewertungen
- Cable Laying ProductsDokument36 SeitenCable Laying ProductsSoul BladeNoch keine Bewertungen
- Training ReportDokument52 SeitenTraining ReportBalachandran AjanthanNoch keine Bewertungen
- SCM610 - Delivery Processing in SAP ERP - SAP TrainingDokument7 SeitenSCM610 - Delivery Processing in SAP ERP - SAP TrainingfiestamixNoch keine Bewertungen
- Quickly Overcome Obstacles: LukasDokument2 SeitenQuickly Overcome Obstacles: LukasArrum FirdaNoch keine Bewertungen
- H7080B Duct Sensor Specs & InstallationDokument4 SeitenH7080B Duct Sensor Specs & InstallationAmit KumarNoch keine Bewertungen
- Emcore en 150 1 3 5 ImuDokument2 SeitenEmcore en 150 1 3 5 Imuachmad fitrio spnNoch keine Bewertungen
- SysML Analysis of Service Robot SoftwareDokument4 SeitenSysML Analysis of Service Robot SoftwareAzizi AbdulrahmanNoch keine Bewertungen
- Preliminary Pin-out for 12 Cylinder Engine Control UnitDokument6 SeitenPreliminary Pin-out for 12 Cylinder Engine Control UnitSUELENNoch keine Bewertungen
- K to 12 TLE Horticulture Course Teaches Farming SkillsDokument5 SeitenK to 12 TLE Horticulture Course Teaches Farming SkillsRonel Suan100% (1)
- MLK Bikeway Striping Plan, W Grand To 40th, OaklandDokument6 SeitenMLK Bikeway Striping Plan, W Grand To 40th, OaklandRobertPrinzNoch keine Bewertungen
- Powerful Solutions for All Your Advertising NeedsDokument5 SeitenPowerful Solutions for All Your Advertising NeedsAnonymous kLK2YpITNoch keine Bewertungen
- HAZOP Study Part IIDokument18 SeitenHAZOP Study Part IIBoy farhanNoch keine Bewertungen