Das könnte Ihnen auch gefallen
- RegistroPQRGMAWDokument3 SeitenRegistroPQRGMAWKevin MuglizaNoch keine Bewertungen
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Dokument3 SeitenCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISNoch keine Bewertungen
- PO-MC-013 Ejecucion de Hot-TapDokument9 SeitenPO-MC-013 Ejecucion de Hot-TapmekanicobucaroNoch keine Bewertungen
- Evaluación Asme b31 - 4Dokument5 SeitenEvaluación Asme b31 - 4RONALTUTILLONoch keine Bewertungen
- ED(EP)-B-05.06 Soldaduras en ductos API 5L X60Dokument20 SeitenED(EP)-B-05.06 Soldaduras en ductos API 5L X60LeonardoNoch keine Bewertungen
- Welding Map Tanque 180Dokument1 SeiteWelding Map Tanque 180jimper26Noch keine Bewertungen
- 3063-RT-CÑ-02-0 Protocolo Pruebas HidrostáticasDokument1 Seite3063-RT-CÑ-02-0 Protocolo Pruebas HidrostáticasCristian Cornejo CatalánNoch keine Bewertungen
- Ing Are Piq HD Rot 0Dokument5 SeitenIng Are Piq HD Rot 0Fer RuanoNoch keine Bewertungen
- Manómetros planta amoniaco y ureaDokument2 SeitenManómetros planta amoniaco y ureaCast Ed IvNoch keine Bewertungen
- NTP 111.010 - Sistema de Tuberías para Instalaciones Internas IndustrialesDokument44 SeitenNTP 111.010 - Sistema de Tuberías para Instalaciones Internas IndustrialesFernando Y CárdenasNoch keine Bewertungen
- Inspección de torque de suspensión neumáticaDokument1 SeiteInspección de torque de suspensión neumáticaBrian Escuel Rengifo100% (1)
- PQR UnimetDokument7 SeitenPQR UnimetCarlos Lluen AquinoNoch keine Bewertungen
- Ot 3972 Trampas de Envío y Recibo Rev.08Dokument6 SeitenOt 3972 Trampas de Envío y Recibo Rev.08eskra garzonNoch keine Bewertungen
- Fuel OilDokument6 SeitenFuel OilpedroNoch keine Bewertungen
- Et Ina Ing 003 Rev 15Dokument27 SeitenEt Ina Ing 003 Rev 15Rod Diaz100% (1)
- Diseño y Disposición Sistema de AnodosDokument17 SeitenDiseño y Disposición Sistema de AnodosAngel Mauricio Garcia CastanedaNoch keine Bewertungen
- Welding BookDokument2 SeitenWelding BookEmmanuel Loayza100% (1)
- Procedimiento para Sand Blast y Aplicación de Poliuretano Altos Sólidos (Aplicación Manual)Dokument13 SeitenProcedimiento para Sand Blast y Aplicación de Poliuretano Altos Sólidos (Aplicación Manual)GRUPO CONSTRUCTOR CADVERNoch keine Bewertungen
- WPS-GMAW-TUBERIA-SEMIAUTOMATICODokument3 SeitenWPS-GMAW-TUBERIA-SEMIAUTOMATICOerboalNoch keine Bewertungen
- 317FNDokument2 Seiten317FNFrancisco BujandaNoch keine Bewertungen
- PROTOCOLO LPE071-IISS-03 Prueba Hidrostática REV1Dokument1 SeitePROTOCOLO LPE071-IISS-03 Prueba Hidrostática REV1Emerson Lian Rios100% (1)
- PO - MEC.HB-003 Instalación de Tubería RoscadaDokument7 SeitenPO - MEC.HB-003 Instalación de Tubería Roscadasaul cruz quispeNoch keine Bewertungen
- Informe Proteccion Catodica CRDokument23 SeitenInforme Proteccion Catodica CRSergio RiveraNoch keine Bewertungen
- PLAN DE CALIDAD Cañerias Nch303Dokument10 SeitenPLAN DE CALIDAD Cañerias Nch303Cornejo ShelNoch keine Bewertungen
- Certificado Calibración Sp-ms-23Dokument1 SeiteCertificado Calibración Sp-ms-23Miguel HermosaNoch keine Bewertungen
- Mx036-Pl-0806-Gs-001 - 3 - Afc Procedimiento de Soldadura de Linea y EmpalmesDokument34 SeitenMx036-Pl-0806-Gs-001 - 3 - Afc Procedimiento de Soldadura de Linea y EmpalmesJorge Isaac Lara RamosNoch keine Bewertungen
- 2018 MC RAMFILL Op Ficha Técnica A y BDokument2 Seiten2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- Planilla Identificacion de Valvulas PSV - 57481Dokument1 SeitePlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataNoch keine Bewertungen
- Bombas DosificadorasDokument22 SeitenBombas DosificadorasPROYECTOMSNoch keine Bewertungen
- NQN-CH-E03-GEN-021 Prueba Hidráulica de PipingDokument7 SeitenNQN-CH-E03-GEN-021 Prueba Hidráulica de PipingLuis SantillanNoch keine Bewertungen
- Informe General de SoldaduraDokument49 SeitenInforme General de Soldadurajaime hernando lopez buitragoNoch keine Bewertungen
- Plan Calificaciòn de Soldadura y Soldadores BORADokument12 SeitenPlan Calificaciòn de Soldadura y Soldadores BORALuis Fernando Concha FigueroaNoch keine Bewertungen
- Informe de Ensayo #79.219 - A: FECHA DE EMISIÓN: 22 - 08 - 2017 Correspondiente Al Área PLASTICOSDokument2 SeitenInforme de Ensayo #79.219 - A: FECHA DE EMISIÓN: 22 - 08 - 2017 Correspondiente Al Área PLASTICOSJavier VilloutaNoch keine Bewertungen
- Manual de Intsrucciones de ObturadoresDokument18 SeitenManual de Intsrucciones de ObturadoresunwedeporaiNoch keine Bewertungen
- PQR Procedimiento de Soldadura FILETES (1) 2Dokument4 SeitenPQR Procedimiento de Soldadura FILETES (1) 2ANDRES SARASTI100% (1)
- Pozo Octil 2 BajanteDokument1 SeitePozo Octil 2 Bajanteerick riveraNoch keine Bewertungen
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Dokument7 Seiten04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- WpsDokument2 SeitenWpsdieligoNoch keine Bewertungen
- LOOPS - Lazos de ExpansiónDokument2 SeitenLOOPS - Lazos de Expansiónidiazg100% (1)
- CO-P-9 PRUEBA DE HERMETICIDAD EN TUBERIAS DE PE v6Dokument8 SeitenCO-P-9 PRUEBA DE HERMETICIDAD EN TUBERIAS DE PE v6B. Misael Huaman ZamoraNoch keine Bewertungen
- Po-Csms-Hb-079 Cinta PDokument7 SeitenPo-Csms-Hb-079 Cinta PHarold TalledoNoch keine Bewertungen
- Nte - Inen 2316.2008Dokument29 SeitenNte - Inen 2316.2008David Villamarin100% (1)
- Norma ES-24, Pipe Bending TolerancesDokument11 SeitenNorma ES-24, Pipe Bending TolerancesJairo Arroyo100% (1)
- Estampas AsmeDokument17 SeitenEstampas AsmeEduardo MendozaNoch keine Bewertungen
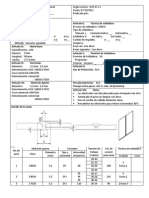
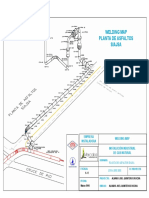
- Mapa de soldadura de la planta de asfaltos SIAJSADokument1 SeiteMapa de soldadura de la planta de asfaltos SIAJSAAlvaro Jhoel Quinteros RNoch keine Bewertungen
- Brochure Gerance Sac..Dokument6 SeitenBrochure Gerance Sac..Angel CuyaNoch keine Bewertungen
- Dimensiones de BridasDokument4 SeitenDimensiones de BridasJulio Deyvis Ayala Gutierrez100% (1)
- Procedimiento de Instalación de QuemadorDokument15 SeitenProcedimiento de Instalación de QuemadorUlysses JimenezNoch keine Bewertungen
- Procedimiento de trazabilidad de soldaduras y cañeríasDokument6 SeitenProcedimiento de trazabilidad de soldaduras y cañeríasarturo avilaNoch keine Bewertungen
- Procedimiento de Torque en Conexiones Bridadas de Materiales CPVCDokument2 SeitenProcedimiento de Torque en Conexiones Bridadas de Materiales CPVCJorge PiedraNoch keine Bewertungen
- Procedimiento Aplicación de Soldadura GMAW PeruDokument4 SeitenProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraNoch keine Bewertungen
- Procedimiento Corrida de Polypig en Línea de 12 TERPEL JMCDokument6 SeitenProcedimiento Corrida de Polypig en Línea de 12 TERPEL JMCangelmao8090100% (2)
- ITC-M16 (Pearson Test) Rev1Dokument4 SeitenITC-M16 (Pearson Test) Rev1Kendy YaltaNoch keine Bewertungen
- 003wps - Estaciones Completo Ultima VersionDokument10 Seiten003wps - Estaciones Completo Ultima VersionANDREA DUEASNoch keine Bewertungen
- Ficha Tecnica de Envolvente Metalico Elemento 1151Dokument1 SeiteFicha Tecnica de Envolvente Metalico Elemento 1151Jhoni Manuel Rosado CuellarNoch keine Bewertungen
- Icq-Man-P-168 Rev 0 Proc Rep. Mec. Camisa Tipo B k9+313 50+534 Gua-Vil.Dokument34 SeitenIcq-Man-P-168 Rev 0 Proc Rep. Mec. Camisa Tipo B k9+313 50+534 Gua-Vil.dayro ramosNoch keine Bewertungen
- PTS Termofusión PP750 Spanish 9-2008Dokument32 SeitenPTS Termofusión PP750 Spanish 9-2008torresdeepNoch keine Bewertungen
- PTE Tendido de Tuberías SCIDokument18 SeitenPTE Tendido de Tuberías SCIJAMS mamaniNoch keine Bewertungen
- API Spec-2C 7th EditionDokument11 SeitenAPI Spec-2C 7th EditionRicardo ReyesNoch keine Bewertungen
- WPQ-592-23 W C.DDokument2 SeitenWPQ-592-23 W C.Ddavid montillaNoch keine Bewertungen
- Calculos de Tuberia en Planta Quimica PDFDokument131 SeitenCalculos de Tuberia en Planta Quimica PDFlarry yime100% (2)
- Formato de Inspección Visual-346+280Dokument4 SeitenFormato de Inspección Visual-346+280Adrian OmañaNoch keine Bewertungen
- 1Dokument1 Seite1Adrian OmañaNoch keine Bewertungen
- BitacoraDokument5 SeitenBitacoraAdrian OmañaNoch keine Bewertungen
- Certificado Afiliacion Tipo 2 1535047715880 PDFDokument2 SeitenCertificado Afiliacion Tipo 2 1535047715880 PDFAdrian OmañaNoch keine Bewertungen
- MapasDokument5 SeitenMapasAdrian OmañaNoch keine Bewertungen
- TC - PT - Oripaya - 12Dokument4 SeitenTC - PT - Oripaya - 12Adrian OmañaNoch keine Bewertungen
- 75.-Carta #75-2019 CPVI (RptaacartaN° 026-20169 Limpiezaypintura) )Dokument10 Seiten75.-Carta #75-2019 CPVI (RptaacartaN° 026-20169 Limpiezaypintura) )Adrian OmañaNoch keine Bewertungen
- CesarDokument1 SeiteCesarAdrian OmañaNoch keine Bewertungen
- Formato HVDokument2 SeitenFormato HVAdrian OmañaNoch keine Bewertungen
- Entre VistaDokument1 SeiteEntre VistaAdrian OmañaNoch keine Bewertungen
- Plan de AccionDokument2 SeitenPlan de Accionadelavega3007Noch keine Bewertungen
- Asme Secion V Articulo 6 Liquidos Penetrantes en EspañolDokument11 SeitenAsme Secion V Articulo 6 Liquidos Penetrantes en EspañolAdrian OmañaNoch keine Bewertungen
- Asme Viii d1 Ma Appendix 6Dokument1 SeiteAsme Viii d1 Ma Appendix 6Adrian OmañaNoch keine Bewertungen
- Asme Secion V Articulo 6 Liquidos Penetrantes en EspañolDokument11 SeitenAsme Secion V Articulo 6 Liquidos Penetrantes en EspañolAdrian OmañaNoch keine Bewertungen
- Cap 8 BLM ImprimibleDokument9 SeitenCap 8 BLM ImprimibleAdrian OmañaNoch keine Bewertungen
- Inventario de Areas Rectificadora Ve-AlDokument2 SeitenInventario de Areas Rectificadora Ve-AlAdrian OmañaNoch keine Bewertungen
- DOBLADORADokument2 SeitenDOBLADORAAdrian OmañaNoch keine Bewertungen
- Cap 8 BLM ImprimibleDokument10 SeitenCap 8 BLM ImprimibleJohana GalloNoch keine Bewertungen
- InstruccionesDokument4 SeitenInstruccionesAdrian OmañaNoch keine Bewertungen
- Inventario de Equipos Rectificadora Ve-AlDokument16 SeitenInventario de Equipos Rectificadora Ve-AlAdrian OmañaNoch keine Bewertungen
- Inventario de Areas Rectificadora Ve-AlDokument4 SeitenInventario de Areas Rectificadora Ve-AlAdrian OmañaNoch keine Bewertungen
- Proced I Mien ToDokument18 SeitenProced I Mien ToAdrian OmañaNoch keine Bewertungen
- A2.4. CodificaciónDokument10 SeitenA2.4. CodificaciónAdrian OmañaNoch keine Bewertungen
- EpistemologiaDokument360 SeitenEpistemologiaAdrian OmañaNoch keine Bewertungen
- Codificacion SubsistemasDokument2 SeitenCodificacion SubsistemasAdrian OmañaNoch keine Bewertungen
- Epistemología, Didáctica de La Matemática y Practicas de La Enseñanza PDFDokument20 SeitenEpistemología, Didáctica de La Matemática y Practicas de La Enseñanza PDFHarold GonzalezNoch keine Bewertungen
- Matematica y FilosofiaDokument177 SeitenMatematica y FilosofiaAlejandro Ramírez100% (5)
- Inventario de Areas Rectificadora Ve-AlDokument4 SeitenInventario de Areas Rectificadora Ve-AlAdrian OmañaNoch keine Bewertungen
- Desarrollo Curricular Supervision de SoldaduraDokument3 SeitenDesarrollo Curricular Supervision de Soldadurawilfredo Peña huaytaNoch keine Bewertungen
- Cálculos para Bloques de Hormigón (CORREGIDO)Dokument3 SeitenCálculos para Bloques de Hormigón (CORREGIDO)Yesenia MirandaNoch keine Bewertungen
- NTP 334.090Dokument3 SeitenNTP 334.090Eddy HuarachaNoch keine Bewertungen
- 5.2 A.P.U. ArquitecturaDokument18 Seiten5.2 A.P.U. ArquitecturaNerioNoch keine Bewertungen
- Productos para La ConstrucciónDokument3 SeitenProductos para La ConstrucciónJuan J. CarrilloNoch keine Bewertungen
- Redica - Tabla de Torques - RedicaDokument8 SeitenRedica - Tabla de Torques - Redicazona.walter21Noch keine Bewertungen
- Actividad Semana 3Dokument6 SeitenActividad Semana 3jhonNoch keine Bewertungen
- WPS Sis 001 18Dokument3 SeitenWPS Sis 001 18Jacob VillamilNoch keine Bewertungen
- Cronograma de Adquisicion de MaterialesDokument2 SeitenCronograma de Adquisicion de MaterialesKeyrym DANoch keine Bewertungen
- Consideraciones Acerca de Los Morteros.Dokument13 SeitenConsideraciones Acerca de Los Morteros.Ernesto MojicaNoch keine Bewertungen
- 07 Identificación Roscas Estandarizadas Aplicados A Los Pernos y A Las TuercasDokument2 Seiten07 Identificación Roscas Estandarizadas Aplicados A Los Pernos y A Las TuercasFabrizzio LoaNoch keine Bewertungen
- Analisis de Costos UnitariosDokument19 SeitenAnalisis de Costos UnitariosMiguel RLNoch keine Bewertungen
- Soldadura Blanda y FuerteDokument4 SeitenSoldadura Blanda y FuerteDavidNoch keine Bewertungen
- 8 MastilDokument49 Seiten8 MastilFelipe MoralesNoch keine Bewertungen
- Análisis de Precios Unitarios: PáginaDokument6 SeitenAnálisis de Precios Unitarios: PáginaMAYRA JIMENEZ JUAREZNoch keine Bewertungen
- Carta de Ventajas de Uso de Cemento Portland Tipo HSDokument6 SeitenCarta de Ventajas de Uso de Cemento Portland Tipo HSMeliton Elias Avila LlacuaNoch keine Bewertungen
- Presupuesto de Barda PerimetralDokument31 SeitenPresupuesto de Barda PerimetralAlexMoralesNoch keine Bewertungen
- IRAM normas hormigón agregadosDokument2 SeitenIRAM normas hormigón agregadosdanieltorresargNoch keine Bewertungen
- Estudio de Mamposteria Cenapred PDFDokument69 SeitenEstudio de Mamposteria Cenapred PDFJose Francisco Villarreal CanalesNoch keine Bewertungen
- Norma INEN 0 151 - 2010Dokument9 SeitenNorma INEN 0 151 - 2010sisapakari100% (2)
- Mat-C.20.004-1212-Qpr-7507-0 Inspeccion Visual Segun Aws D1.1Dokument8 SeitenMat-C.20.004-1212-Qpr-7507-0 Inspeccion Visual Segun Aws D1.1Kevin GonzalesNoch keine Bewertungen
- Bison 2018 Es PT 3Dokument42 SeitenBison 2018 Es PT 3rafaelNoch keine Bewertungen
- Upo PDFDokument3 SeitenUpo PDFMeyer MilerNoch keine Bewertungen
- Norma Daniele 2.8.006 para Proceso de Soldadura enDokument11 SeitenNorma Daniele 2.8.006 para Proceso de Soldadura enedixon garciaNoch keine Bewertungen
- 2 ArquitecturaDokument15 Seiten2 ArquitecturaEstradaEstradaAlbertoNoch keine Bewertungen
- Memoria de Calculo de Materiales de Cimentacion de PilotesDokument7 SeitenMemoria de Calculo de Materiales de Cimentacion de PilotesleninNoch keine Bewertungen
- Montemayor Tito Jhonatan Joel - Trabajo 4 ModuloDokument36 SeitenMontemayor Tito Jhonatan Joel - Trabajo 4 ModuloLuis Angel Jimenez AyoraNoch keine Bewertungen
- Accesorios MIP para RCDokument7 SeitenAccesorios MIP para RCJose ManuelNoch keine Bewertungen
- Plan de Soldadura PDFDokument2 SeitenPlan de Soldadura PDFManuel CarreñoNoch keine Bewertungen
- Aspectos básicos de la SoldaduraDokument26 SeitenAspectos básicos de la SoldaduraAndres SoriaNoch keine Bewertungen