Das könnte Ihnen auch gefallen
- Preguntas AsmeDokument8 SeitenPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- Doblado de Tubería Según ASME B31.4Dokument2 SeitenDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Mx036-Pl-5502-Gs-026 - 9 - Afc Procedimiento de Reparacion Revestimiento Fbe Tubos 42Dokument31 SeitenMx036-Pl-5502-Gs-026 - 9 - Afc Procedimiento de Reparacion Revestimiento Fbe Tubos 42Jorge Isaac Lara RamosNoch keine Bewertungen
- Curso ASME B31 y B31 4 PDFDokument19 SeitenCurso ASME B31 y B31 4 PDFAli SucreNoch keine Bewertungen
- PROC. Beno Heat BandDokument9 SeitenPROC. Beno Heat BandErick OlavarriaNoch keine Bewertungen
- Filtro Aire CartuchosDokument2 SeitenFiltro Aire CartuchosAnonymous wKvJXBJ2iNoch keine Bewertungen
- ASME VIII Parte 5 Rev. 1 (Modo de Compatibilidad)Dokument80 SeitenASME VIII Parte 5 Rev. 1 (Modo de Compatibilidad)LO DE LA Tata AnticuarioNoch keine Bewertungen
- Eficiencia de Juntas (Uw-12) U000 PDFDokument20 SeitenEficiencia de Juntas (Uw-12) U000 PDFYeldoReyesCórdovaNoch keine Bewertungen
- Preguntas ASMEDokument6 SeitenPreguntas ASMEwili_ab8040Noch keine Bewertungen
- Fabricacion de Tuberias en TallerDokument15 SeitenFabricacion de Tuberias en TallerMayumi Lopez RojasNoch keine Bewertungen
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Dokument7 Seiten04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- Asme Ix Ruben 10 PDFDokument179 SeitenAsme Ix Ruben 10 PDFDiego E. Quispe GarciaNoch keine Bewertungen
- MC-Calculo de RefuerzoDokument13 SeitenMC-Calculo de RefuerzocecilNoch keine Bewertungen
- PDFDokument1.177 SeitenPDFJR RZNoch keine Bewertungen
- MECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3Dokument94 SeitenMECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3MisANoch keine Bewertungen
- 2 ASME VIII Soldadura Trat Ter Impacto Fabr APDokument109 Seiten2 ASME VIII Soldadura Trat Ter Impacto Fabr APmariano masneriNoch keine Bewertungen
- Propuesta Tuberia Enterrada - PDVSA SANTOMEDokument3 SeitenPropuesta Tuberia Enterrada - PDVSA SANTOMEENNYMRNoch keine Bewertungen
- Tabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 2004 Reglas para La Contruccion de Recipientes A PresionDokument8 SeitenTabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 2004 Reglas para La Contruccion de Recipientes A PresionJose Manuel GaliciaNoch keine Bewertungen
- Presión ExternaDokument3 SeitenPresión ExternaJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Apéndice Api 570 D. Ejemplos de Reparaciones.Dokument2 SeitenApéndice Api 570 D. Ejemplos de Reparaciones.rrorroilnovoNoch keine Bewertungen
- B31.3 AsmeDokument218 SeitenB31.3 AsmeSergio GajardoNoch keine Bewertungen
- Procedim Iento Instalacion de Camisas Tipo B OsoDokument13 SeitenProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroNoch keine Bewertungen
- Mx036-Pl-5502-Gs-029 - 3 - Afc Procedimiento de Aplicacion Tipo AroDokument33 SeitenMx036-Pl-5502-Gs-029 - 3 - Afc Procedimiento de Aplicacion Tipo AroJorge Isaac Lara RamosNoch keine Bewertungen
- Asme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Dokument2 SeitenAsme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Haug S.A.100% (1)
- Contenido Del Código ASME y de La Normas Del TEMADokument2 SeitenContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioNoch keine Bewertungen
- Calculo Nitrogeno para Leak Test 1Dokument26 SeitenCalculo Nitrogeno para Leak Test 1uriel quinteroNoch keine Bewertungen
- Calculo de DiametrosDokument8 SeitenCalculo de DiametrosEdwin Gutierrez LunaNoch keine Bewertungen
- Sustento de Tubería Con Especificación PSL 1Dokument12 SeitenSustento de Tubería Con Especificación PSL 1Falcon JoeNoch keine Bewertungen
- 2018 MC RAMFILL Op Ficha Técnica A y BDokument2 Seiten2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- OverlayDokument7 SeitenOverlayMarco TorresNoch keine Bewertungen
- Pruebas Hidráulicas para TanquesDokument8 SeitenPruebas Hidráulicas para TanquesG100% (1)
- B31.3 Ejercicios Sin SOLDokument11 SeitenB31.3 Ejercicios Sin SOLCristobal Sanchez JimenezNoch keine Bewertungen
- ISO 24817 Español PDFDokument61 SeitenISO 24817 Español PDFJonathan Javier Benavides MendozaNoch keine Bewertungen
- APÉNDICE C - Inspeccion Fuera de ServicioDokument9 SeitenAPÉNDICE C - Inspeccion Fuera de ServicioamevaluacionesNoch keine Bewertungen
- Modulo 5 API 1104 Anexo BDokument33 SeitenModulo 5 API 1104 Anexo BjeliachNoch keine Bewertungen
- PVEliteDokument10 SeitenPVEliteGaston Correa100% (1)
- Calificación de Soldadores Según Norma ASME Sección IXDokument6 SeitenCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNoch keine Bewertungen
- Gestion de Integridad Rollino PCC2 Present R1 Unlocked PDFDokument204 SeitenGestion de Integridad Rollino PCC2 Present R1 Unlocked PDFHebertNoch keine Bewertungen
- Sagga A36 A612Dokument7 SeitenSagga A36 A612SAGGA Projects & Engineering100% (1)
- Hot TappingDokument8 SeitenHot Tappingorqh007Noch keine Bewertungen
- Astm A514 GR BDokument6 SeitenAstm A514 GR BelweldNoch keine Bewertungen
- P869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Dokument7 SeitenP869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Oskar Giancarlo Sifuentes Eche100% (2)
- Memoria de Cálculo Del Sistema de Seguridad y AlivioDokument4 SeitenMemoria de Cálculo Del Sistema de Seguridad y AlivioFlor GiovagnoliNoch keine Bewertungen
- Pec-Pr-5-0-1 (Curvado de Tuberia)Dokument4 SeitenPec-Pr-5-0-1 (Curvado de Tuberia)Carlin BabuchasNoch keine Bewertungen
- Procedimiento Hot Tap PS MDokument11 SeitenProcedimiento Hot Tap PS MED SA CANoch keine Bewertungen
- Api 650Dokument3 SeitenApi 650ferrer0000100% (2)
- Calculos Asme b16.5Dokument22 SeitenCalculos Asme b16.5Joce LuisNoch keine Bewertungen
- Procedimiento Desfile y Doblado de TuberiaDokument13 SeitenProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraNoch keine Bewertungen
- Calificación de WPS y Calificación de Soldadores ASME Sec IXDokument40 SeitenCalificación de WPS y Calificación de Soldadores ASME Sec IXruddy100% (1)
- API 1104 Complementario 5Dokument10 SeitenAPI 1104 Complementario 5petreNoch keine Bewertungen
- Cuestionario de EstudioDokument7 SeitenCuestionario de Estudiomarhoy9Noch keine Bewertungen
- Trampa de Chanchos para OleoductoDokument12 SeitenTrampa de Chanchos para Oleoductoliliana100% (1)
- Procedimiento Hot Tapping 1971Dokument7 SeitenProcedimiento Hot Tapping 1971tomy2003100% (1)
- Nte - Inen 2316.2008Dokument29 SeitenNte - Inen 2316.2008David Villamarin100% (1)
- PREGUNTAS API en Blanco (Ok)Dokument9 SeitenPREGUNTAS API en Blanco (Ok)MarceloToccoNoch keine Bewertungen
- 2013 ASME para Calderas y Recipientes A PresiónDokument17 Seiten2013 ASME para Calderas y Recipientes A PresiónLau MarcNoch keine Bewertungen
- Estructura General Asme PDFDokument6 SeitenEstructura General Asme PDFAdrian Matias UrresNoch keine Bewertungen
- Asme Sección VIII NotasDokument10 SeitenAsme Sección VIII NotasEduardo Jose Tello del pino100% (1)
- PRESENTACION Calculos RSP Según ASMEDokument26 SeitenPRESENTACION Calculos RSP Según ASMEIvan ReesNoch keine Bewertungen
- Cap-16 RECIPIENTES Parte-1Dokument41 SeitenCap-16 RECIPIENTES Parte-1MJNoch keine Bewertungen
- EDYCE - Procedimiento Cálculo ConexionesDokument159 SeitenEDYCE - Procedimiento Cálculo ConexionesAnonymous JcgSiw2jMbNoch keine Bewertungen
- Aplicaciones Que Ayudan A No Ser Tan Adicto Al SmartphoneDokument2 SeitenAplicaciones Que Ayudan A No Ser Tan Adicto Al SmartphoneAnonymous wKvJXBJ2iNoch keine Bewertungen
- 2.1.análisis de Precios UnitariosDokument16 Seiten2.1.análisis de Precios UnitariosAnonymous wKvJXBJ2iNoch keine Bewertungen
- Estructura Acero Carbono-Pintado C5MDokument1 SeiteEstructura Acero Carbono-Pintado C5MAnonymous wKvJXBJ2iNoch keine Bewertungen
- 10 Hábitos Inteligentes Que Te Harán Más Carismático PDFDokument27 Seiten10 Hábitos Inteligentes Que Te Harán Más Carismático PDFEugenio Cabrera BuenoNoch keine Bewertungen
- Metrado Backus 2018 2 PDFDokument1 SeiteMetrado Backus 2018 2 PDFAnonymous wKvJXBJ2iNoch keine Bewertungen
- Base Iii Conv 20181018 190434 997 PDFDokument58 SeitenBase Iii Conv 20181018 190434 997 PDFAnonymous wKvJXBJ2iNoch keine Bewertungen
- 16.09.27 Inplicancias Tributarias Contratos Asociativos Consorcio Asociacion ParticipacionDokument55 Seiten16.09.27 Inplicancias Tributarias Contratos Asociativos Consorcio Asociacion ParticipacionDaniel AranaNoch keine Bewertungen
- Joint de Demontaje Type JPDokument8 SeitenJoint de Demontaje Type JPAnonymous wKvJXBJ2i100% (1)
- Plano de Fabricación - RecipienteDokument1 SeitePlano de Fabricación - RecipienteAnonymous wKvJXBJ2iNoch keine Bewertungen
- Trazado de Plantilla para TubosDokument112 SeitenTrazado de Plantilla para TubosFernando Francisco96% (49)
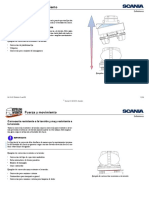
- 1 BWM 0000454 03 (Fuerza y Movimiento)Dokument10 Seiten1 BWM 0000454 03 (Fuerza y Movimiento)Denys MoralesNoch keine Bewertungen
- Abogado Laboralista - Luis Huerto - Modelo Demanda Nulidad Despido e Indemnizacion Por DespidoDokument22 SeitenAbogado Laboralista - Luis Huerto - Modelo Demanda Nulidad Despido e Indemnizacion Por DespidoAnonymous wKvJXBJ2iNoch keine Bewertungen
- Bases As 222017 Alquiles Local Almacen Puentes Modulares 3 20171219 205946 292Dokument56 SeitenBases As 222017 Alquiles Local Almacen Puentes Modulares 3 20171219 205946 292Anonymous wKvJXBJ2iNoch keine Bewertungen
- Manual Bomba de Pruebas Hidrostaticas EP-50 EspanolDokument5 SeitenManual Bomba de Pruebas Hidrostaticas EP-50 EspanolLORDMACLEOD15Noch keine Bewertungen
- Msds 214 Coreshield 11 Ed 06Dokument7 SeitenMsds 214 Coreshield 11 Ed 06Anonymous wKvJXBJ2iNoch keine Bewertungen
- Filtro Duplex PDFDokument20 SeitenFiltro Duplex PDFAnonymous wKvJXBJ2i100% (1)
- 3.bases Estandar LP 182017 PUENTES PEATONALES 20171129 174733 736Dokument71 Seiten3.bases Estandar LP 182017 PUENTES PEATONALES 20171129 174733 736Anonymous wKvJXBJ2iNoch keine Bewertungen
- ¿Cuál Es La Presión de Trabajo Máxima PermitidaDokument5 Seiten¿Cuál Es La Presión de Trabajo Máxima PermitidaAnonymous wKvJXBJ2iNoch keine Bewertungen
- Ups KT00288Dokument166 SeitenUps KT00288Anonymous wKvJXBJ2iNoch keine Bewertungen
- En - 729 PorqueDokument4 SeitenEn - 729 PorqueAnonymous wKvJXBJ2iNoch keine Bewertungen
- Empalme Mecanico PDFDokument20 SeitenEmpalme Mecanico PDFLi LianNoch keine Bewertungen
- El AtortoladoDokument4 SeitenEl AtortoladomeyinNoch keine Bewertungen
- Plano 2B Layout1 A HUGODokument1 SeitePlano 2B Layout1 A HUGOAnonymous wKvJXBJ2iNoch keine Bewertungen
- Plano 2A - 1 HUGODokument1 SeitePlano 2A - 1 HUGOAnonymous wKvJXBJ2iNoch keine Bewertungen
- Excavaciones Pipe JackingDokument133 SeitenExcavaciones Pipe JackingAnonymous wKvJXBJ2iNoch keine Bewertungen
- Plano 2A - 2 HUGODokument1 SeitePlano 2A - 2 HUGOAnonymous wKvJXBJ2iNoch keine Bewertungen
- ASTM A6 Tolerencias PLDokument1 SeiteASTM A6 Tolerencias PLAnonymous wKvJXBJ2iNoch keine Bewertungen
- 5 14487 64716 PDFDokument2 Seiten5 14487 64716 PDFPablo Gutierrez FalconNoch keine Bewertungen
- Estudios de Autopsia Psicologica, Una RevisionDokument8 SeitenEstudios de Autopsia Psicologica, Una RevisionMaría Alejandra PérezNoch keine Bewertungen
- Ejemplo de Ensayo AcadémicoDokument4 SeitenEjemplo de Ensayo AcadémicoJose Alberto Garcia QuijijeNoch keine Bewertungen
- Modelo de Plan de Operacion y Mantenimiento en Las JASSDokument6 SeitenModelo de Plan de Operacion y Mantenimiento en Las JASSIzan A. Lainer100% (1)
- Tarea 6 de LiderazgoDokument6 SeitenTarea 6 de LiderazgoFloryNoch keine Bewertungen
- Manejo Agronómico Del Cacao (Theobroma Cacao)Dokument19 SeitenManejo Agronómico Del Cacao (Theobroma Cacao)Mabel Yohana Palacios MartinezNoch keine Bewertungen
- Brazing Reference Spanish 2 1Dokument24 SeitenBrazing Reference Spanish 2 1Raron1Noch keine Bewertungen
- Manual de TrelloDokument15 SeitenManual de TrelloAlejandro Higareda Ramírez0% (1)
- CAÑONEODokument43 SeitenCAÑONEORemibel Borjas100% (1)
- Tipos de PLCDokument5 SeitenTipos de PLCHenry David LoachamínNoch keine Bewertungen
- Investigacion Cualitativa Del Mercado22Dokument14 SeitenInvestigacion Cualitativa Del Mercado22Jose Antonio Hernandez FloresNoch keine Bewertungen
- 1 - Le - 2º - 2020 (T3)Dokument38 Seiten1 - Le - 2º - 2020 (T3)Dieter Huaman ToscanoNoch keine Bewertungen
- Tasa de Cambio Del Costo MarginalDokument4 SeitenTasa de Cambio Del Costo MarginalMaría José Solares MirandaNoch keine Bewertungen
- TesisDokument13 SeitenTesisGenaro Elmer Sifuentes DamiánNoch keine Bewertungen
- Mision Vision y Valores de Las Empresas Gecelca y Avila S.A.SDokument6 SeitenMision Vision y Valores de Las Empresas Gecelca y Avila S.A.SDiana MuñozNoch keine Bewertungen
- Conocimiento Científico Vs Conocimiento Empírico.Dokument4 SeitenConocimiento Científico Vs Conocimiento Empírico.Maria Fernanda Romero QuintanaNoch keine Bewertungen
- La Secta de La Tierra Plana - Óscar Alarcia MenaDokument182 SeitenLa Secta de La Tierra Plana - Óscar Alarcia Menadubu80% (5)
- Cedulas de Evaluación Docente Supervisor AlumnoDokument4 SeitenCedulas de Evaluación Docente Supervisor AlumnoGregoria Barrios CastellanosNoch keine Bewertungen
- Oa 4 Oa 5 Oa 25Dokument6 SeitenOa 4 Oa 5 Oa 25karolinevilNoch keine Bewertungen
- Comunicación No Verbal.Dokument3 SeitenComunicación No Verbal.Monserrat LunaNoch keine Bewertungen
- Practica de PLCDokument6 SeitenPractica de PLCMariano Zuñiga San RomanNoch keine Bewertungen
- "Urbanizacion Difusa, Fragmentada y Especulativa Versus Ciudad-Región Metropolitana, Policéntrica y Democrática" Por Jordi BorjaDokument77 Seiten"Urbanizacion Difusa, Fragmentada y Especulativa Versus Ciudad-Región Metropolitana, Policéntrica y Democrática" Por Jordi BorjaEuskal HiriaNoch keine Bewertungen
- Pa3 - Derecho Penal Parte GeneralDokument2 SeitenPa3 - Derecho Penal Parte GeneralLUGGY SMIHT SALAZAR VILLEGASNoch keine Bewertungen
- Sentido Del Gusto 8bDokument37 SeitenSentido Del Gusto 8bOmar Carvajal ChavezNoch keine Bewertungen
- RBD6027 DIA LECTURA II A (HC-310) Resultados Asignatura Diagnostico 2022Dokument14 SeitenRBD6027 DIA LECTURA II A (HC-310) Resultados Asignatura Diagnostico 2022Eduardo MoraNoch keine Bewertungen
- AlimentosDokument11 SeitenAlimentosIVAN ALEXANDER ORTIZ CABRERANoch keine Bewertungen
- Expresiones RegularesDokument3 SeitenExpresiones RegularesPpRapsta HghkNoch keine Bewertungen
- Tesis Mercado MuniicpalDokument191 SeitenTesis Mercado MuniicpalPatricia Rodriguez LudeñaNoch keine Bewertungen
- Curriculum Vitae Actualizado 2018-2Dokument4 SeitenCurriculum Vitae Actualizado 2018-2edward_lozNoch keine Bewertungen
- Contrastacion de Hipotesis Con ExcelDokument36 SeitenContrastacion de Hipotesis Con ExcelJackfull Delao DiazNoch keine Bewertungen
- El Kaizen Es Un Sistema de Mejora Continua e Integral Que Comprende Todos Los ElementosDokument3 SeitenEl Kaizen Es Un Sistema de Mejora Continua e Integral Que Comprende Todos Los Elementospaulqnk_20Noch keine Bewertungen