Das könnte Ihnen auch gefallen
- Ltromat: Operation Manual For The DRC 200 - SystemDokument74 SeitenLtromat: Operation Manual For The DRC 200 - Systemsergiyt2100% (1)
- Issue #9 Printing and Graphics Science Group NewsletterVon EverandIssue #9 Printing and Graphics Science Group NewsletterNoch keine Bewertungen
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentVon EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNoch keine Bewertungen
- The Ink Room of TomorrowDokument4 SeitenThe Ink Room of TomorrowQuý Đình Mai MaiNoch keine Bewertungen
- Packaging Gravure Troubleshooting GuideDokument24 SeitenPackaging Gravure Troubleshooting GuideAnan Kempanichkul100% (1)
- Doctorblademetering 140522064831 Phpapp02Dokument48 SeitenDoctorblademetering 140522064831 Phpapp02rafael_faria_4Noch keine Bewertungen
- Mimaki JV3-160 SP PDFDokument136 SeitenMimaki JV3-160 SP PDFAlisson BrighentiNoch keine Bewertungen
- Flexo Print MistakesDokument9 SeitenFlexo Print MistakesGenalyn LeonardoNoch keine Bewertungen
- Flexo Vs OffsetDokument18 SeitenFlexo Vs OffsetJavier Martinez CañalNoch keine Bewertungen
- Request For Daily Care JV5Dokument8 SeitenRequest For Daily Care JV5Lalo GutierrezNoch keine Bewertungen
- Relationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperDokument11 SeitenRelationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperQuý Đình Mai MaiNoch keine Bewertungen
- MSDS Uv 2Dokument14 SeitenMSDS Uv 2DewiNoch keine Bewertungen
- Printing TechnologyDokument40 SeitenPrinting TechnologyQuý Đình Mai MaiNoch keine Bewertungen
- Product Catalogue: Anilox CleaningDokument10 SeitenProduct Catalogue: Anilox CleaningQuý Đình Mai Mai100% (1)
- Laminating Troubleshooting FinalDokument25 SeitenLaminating Troubleshooting FinalHabteyes AbateNoch keine Bewertungen
- Problem Cases in The PressroomDokument45 SeitenProblem Cases in The PressroomHeidelberg IndiaNoch keine Bewertungen
- 7 9layerblownfilmlinesDokument6 Seiten7 9layerblownfilmlinesductoan32Noch keine Bewertungen
- Optimize Web Offset Printing with TQC360 Quality Control SolutionsDokument20 SeitenOptimize Web Offset Printing with TQC360 Quality Control Solutionsaiureala2Noch keine Bewertungen
- Offset TrialDokument64 SeitenOffset TrialOgi Permana PutraNoch keine Bewertungen
- Flexo Printing Machinery Catalog English UpdatedDokument8 SeitenFlexo Printing Machinery Catalog English UpdatedOMAR JOSE LEALNoch keine Bewertungen
- Press: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesDokument4 SeitenPress: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesmigueldemacrolabNoch keine Bewertungen
- Traction Die Cutting BG 07Dokument41 SeitenTraction Die Cutting BG 07DeniMestiWidiantoNoch keine Bewertungen
- Roll To Roll UV Embossing TechnologyDokument3 SeitenRoll To Roll UV Embossing TechnologyCHANDER SHEKHAR JEENANoch keine Bewertungen
- Fabric Handbook March 2009 V 2Dokument80 SeitenFabric Handbook March 2009 V 2chiqui79100% (1)
- Uncoated Paper Surface For Coldset Web OffsetDokument175 SeitenUncoated Paper Surface For Coldset Web OffsetHuy Nguyen100% (1)
- Flint InksDokument24 SeitenFlint InksshoanashokNoch keine Bewertungen
- Lombardi Company PresentationDokument35 SeitenLombardi Company PresentationPam Landi0% (1)
- Troubleshooting Guide: GravureDokument20 SeitenTroubleshooting Guide: Gravureक्षितिजNoch keine Bewertungen
- Pouch Case StudyDokument4 SeitenPouch Case StudyHamid HamidNoch keine Bewertungen
- UV Inks: Will They Work for EveryoneDokument4 SeitenUV Inks: Will They Work for EveryoneMark LesterNoch keine Bewertungen
- EagleRIP User GuideDokument181 SeitenEagleRIP User GuideJavier Martinez CañalNoch keine Bewertungen
- Proven UV Offset Printing Technology For High Quality LabelsDokument13 SeitenProven UV Offset Printing Technology For High Quality LabelsJavier Martinez CañalNoch keine Bewertungen
- Gravure Printing Cylinder ConstructionDokument70 SeitenGravure Printing Cylinder ConstructionKristianto Mathers IIINoch keine Bewertungen
- IPP Training ReportDokument53 SeitenIPP Training Reportcoolpawan10Noch keine Bewertungen
- Inkformation 4 en 02Dokument28 SeitenInkformation 4 en 02MohammadAlAmeenNoch keine Bewertungen
- Doctor in PrintingDokument57 SeitenDoctor in PrintingKeerthanaNoch keine Bewertungen
- Materi PrintingDokument16 SeitenMateri PrintingnuryadyNoch keine Bewertungen
- Flexography: The Process of Printing on Raised SurfacesDokument34 SeitenFlexography: The Process of Printing on Raised Surfacesfajar ramadhanNoch keine Bewertungen
- 2015 BASF Flexible-Packaging-Inks Landscape ELDokument12 Seiten2015 BASF Flexible-Packaging-Inks Landscape ELPongthip PesachpinankulNoch keine Bewertungen
- BESTColor Manual EN4-1Dokument110 SeitenBESTColor Manual EN4-1vitprint22Noch keine Bewertungen
- Drip Off CoatingsDokument8 SeitenDrip Off CoatingsShailesh Jadhav100% (1)
- Prinect StandardizationDokument36 SeitenPrinect StandardizationVesna DjurovicNoch keine Bewertungen
- CMYK GUIDE - Metamerism PDFDokument6 SeitenCMYK GUIDE - Metamerism PDFMario Daniel ConejoNoch keine Bewertungen
- Identification and Control of Sheet and Film Processes (2000, Springer-Verlag London) PDFDokument176 SeitenIdentification and Control of Sheet and Film Processes (2000, Springer-Verlag London) PDFIssam BalaNoch keine Bewertungen
- Https Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsDokument6 SeitenHttps Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsmehoNoch keine Bewertungen
- KNOWLEDGE SHARING - Offset Printing TechnologyDokument11 SeitenKNOWLEDGE SHARING - Offset Printing TechnologySachin KothariNoch keine Bewertungen
- Water-Based Trouble Shooting GuideDokument32 SeitenWater-Based Trouble Shooting Guidejayw04wrxNoch keine Bewertungen
- Iso News 23e PDFDokument5 SeitenIso News 23e PDFThảo PhạmNoch keine Bewertungen
- 30 77 High Speed Gravure ProoferDokument2 Seiten30 77 High Speed Gravure ProoferCode 9Noch keine Bewertungen
- Thermoforming Guideline PERLALUX TSU 120 180Dokument3 SeitenThermoforming Guideline PERLALUX TSU 120 180Ali AliNoch keine Bewertungen
- DeviceLink Profiles Fundamentals and ApplicationsDokument38 SeitenDeviceLink Profiles Fundamentals and Applicationsomar tlebNoch keine Bewertungen
- Harper Anilox RollDokument88 SeitenHarper Anilox Rollsuracheted0% (1)
- Epson Manual Installation GuideDokument68 SeitenEpson Manual Installation GuideLuis RangelNoch keine Bewertungen
- Printing On Clear Plastic PDFDokument4 SeitenPrinting On Clear Plastic PDFMohd ShafizadzharNoch keine Bewertungen
- AuraJet Series II UserManualDokument48 SeitenAuraJet Series II UserManualdarkenelNoch keine Bewertungen
- Color EditorDokument70 SeitenColor EditorP LNoch keine Bewertungen
- Flexo Uv Ink TroubleshootingDokument22 SeitenFlexo Uv Ink TroubleshootingHiba Naser100% (1)
- Witcobond W 234Dokument1 SeiteWitcobond W 234NashNoch keine Bewertungen
- Leading Heat Transfer Oil Data SheetDokument3 SeitenLeading Heat Transfer Oil Data SheetHamid KharazmiNoch keine Bewertungen
- Instruction of TDL Transverse Flow Zipper Machine Control SystemDokument29 SeitenInstruction of TDL Transverse Flow Zipper Machine Control SystemHamid KharazmiNoch keine Bewertungen
- User's Manual: FP7 CPU UnitDokument156 SeitenUser's Manual: FP7 CPU UnitHamid KharazmiNoch keine Bewertungen
- JCTV 3242Dokument20 SeitenJCTV 3242Hamid KharazmiNoch keine Bewertungen
- Installation, Use and Maintenance GuideDokument31 SeitenInstallation, Use and Maintenance GuideHamid KharazmiNoch keine Bewertungen
- Panasonic Plasma TH-50PZ77U - GP10DHU Chassis PDFDokument167 SeitenPanasonic Plasma TH-50PZ77U - GP10DHU Chassis PDFHamid KharazmiNoch keine Bewertungen
- EOS Operations ManualDokument32 SeitenEOS Operations ManualHamid KharazmiNoch keine Bewertungen
- Schneider Altivar ATV12 ManualDokument133 SeitenSchneider Altivar ATV12 ManualE Pineda Yury100% (1)
- MRJ 4 W 2Dokument542 SeitenMRJ 4 W 2Hamid KharazmiNoch keine Bewertungen
- MELSERVO-J4 Series With Built-In Positioning Function: Servo Amplifiers & MotorsDokument16 SeitenMELSERVO-J4 Series With Built-In Positioning Function: Servo Amplifiers & MotorsHamid KharazmiNoch keine Bewertungen
- Kuman K1Arduino KIT TutorialsDokument140 SeitenKuman K1Arduino KIT TutorialsMister123456100% (1)
- Panasonic Th-58pz700u CH Gp10dhu PDFDokument176 SeitenPanasonic Th-58pz700u CH Gp10dhu PDFHamid KharazmiNoch keine Bewertungen
- hlr4667w PDFDokument145 Seitenhlr4667w PDFHamid KharazmiNoch keine Bewertungen
- Lc46d92u PDFDokument234 SeitenLc46d92u PDFHamid KharazmiNoch keine Bewertungen
- Basic Setup Instruction DefectTracking - V184Dokument23 SeitenBasic Setup Instruction DefectTracking - V184Hamid KharazmiNoch keine Bewertungen
- 2016 - 08 - 29-IPQ - Center - Cheat Sheet - ICMDokument5 Seiten2016 - 08 - 29-IPQ - Center - Cheat Sheet - ICMHamid KharazmiNoch keine Bewertungen
- Samsung+HPR4272XXAC++D71A (N HD POD HDMI) Schubert PDFDokument128 SeitenSamsung+HPR4272XXAC++D71A (N HD POD HDMI) Schubert PDFHamid KharazmiNoch keine Bewertungen
- Panasonic nn-s754 784 t704 794 t774 s784 (ET)Dokument25 SeitenPanasonic nn-s754 784 t704 794 t774 s784 (ET)Hamid KharazmiNoch keine Bewertungen
- Training Miraflex AM EQ.59468 OPusDokument572 SeitenTraining Miraflex AM EQ.59468 OPusHamid Kharazmi93% (15)
- SP-210 (DSP210PEF0) 4242 Service ManualDokument61 SeitenSP-210 (DSP210PEF0) 4242 Service ManualHamid KharazmiNoch keine Bewertungen
- MITSUBISHI QJ71 Driver For Q00/Q01 CPU Port: HMI SettingDokument3 SeitenMITSUBISHI QJ71 Driver For Q00/Q01 CPU Port: HMI SettingHamid KharazmiNoch keine Bewertungen
- Plasma Daewoo DPP 4272 DP 4220 DT 4280 Sp-200Dokument61 SeitenPlasma Daewoo DPP 4272 DP 4220 DT 4280 Sp-200Neon100% (1)
- Company Standing Order Engine RoomDokument4 SeitenCompany Standing Order Engine Roomreka Shipping0% (1)
- Chapter 4 Energy ConversionDokument3 SeitenChapter 4 Energy ConversionLuelsonCordovaDeclaradorNoch keine Bewertungen
- CMMP AS M3 HW - 2012 03 - 760322g1 PDFDokument112 SeitenCMMP AS M3 HW - 2012 03 - 760322g1 PDFViick MartinezNoch keine Bewertungen
- AsdwDokument56 SeitenAsdwsorcNoch keine Bewertungen
- Inspeksi KendaraanDokument1 SeiteInspeksi Kendaraanbima prayudiNoch keine Bewertungen
- KD 65 X 8000 CDokument98 SeitenKD 65 X 8000 CkalleNoch keine Bewertungen
- The Axial Flow Valve: Class 300/600Dokument12 SeitenThe Axial Flow Valve: Class 300/600julio cesar ramirez gonzalezNoch keine Bewertungen
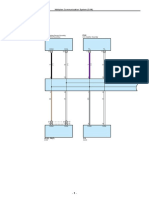
- Multiplex Communication System (CAN) Connector DiagramDokument4 SeitenMultiplex Communication System (CAN) Connector DiagramHenryHutabaratNoch keine Bewertungen
- TG Probe Info PDFDokument4 SeitenTG Probe Info PDFLuciano RezendeNoch keine Bewertungen
- Service Manual: TAC-42CF TAC-42CHFDokument17 SeitenService Manual: TAC-42CF TAC-42CHFMuhammad FirdausNoch keine Bewertungen
- Quatek Co.,Ltd-On Load Tap Changer Dynamic Resistance MeasurementDokument8 SeitenQuatek Co.,Ltd-On Load Tap Changer Dynamic Resistance Measurementvjvijay88Noch keine Bewertungen
- Diodes Inc - Library - Components - List PDFDokument5 SeitenDiodes Inc - Library - Components - List PDFLuciaNoch keine Bewertungen
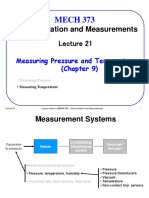
- L21 TemperatureDokument17 SeitenL21 Temperaturebaraniinst6875Noch keine Bewertungen
- Field ManualDokument22 SeitenField ManualDamienNoch keine Bewertungen
- Land Rover Factory D3 Air Suspension DescriptionDokument22 SeitenLand Rover Factory D3 Air Suspension Descriptionhelen100% (1)
- Udall SystemDokument6 SeitenUdall SystemPaulo BurceNoch keine Bewertungen
- MRL Installation Manual AdditionalDokument17 SeitenMRL Installation Manual AdditionalJean Luis SaviñónNoch keine Bewertungen
- Lathe Default MMDokument5 SeitenLathe Default MMMaqsood WarNoch keine Bewertungen
- 9 Power TrainDokument146 Seiten9 Power TraineduamaNoch keine Bewertungen
- Aluminum IP65 Single Point Load CellDokument3 SeitenAluminum IP65 Single Point Load CellNarciso LopesNoch keine Bewertungen
- GROUP 11 EPPR VALVE (Up To #0284)Dokument4 SeitenGROUP 11 EPPR VALVE (Up To #0284)levinton jose tobias genesNoch keine Bewertungen
- 600/1000V, PVC Insulated Cables According To IEC 60502-1: Kitty@caledonian-Cables - Co.ukDokument11 Seiten600/1000V, PVC Insulated Cables According To IEC 60502-1: Kitty@caledonian-Cables - Co.ukS.M.Touhidur RahmanNoch keine Bewertungen
- Grove Manlift Amz66 Parts PDFDokument294 SeitenGrove Manlift Amz66 Parts PDFvankarp75% (12)
- NetSure™ - 48V DC Power System (Revision H)Dokument46 SeitenNetSure™ - 48V DC Power System (Revision H)smnguyenNoch keine Bewertungen
- Laundry Business Expense EstimateDokument1 SeiteLaundry Business Expense EstimateTommy Wilmark TampubolonNoch keine Bewertungen
- Festo ValveDokument165 SeitenFesto ValveBagus Pujo Prasasti AdjieNoch keine Bewertungen
- 04 Cuculic Celic PrencDokument8 Seiten04 Cuculic Celic PrencStanislava RokvicNoch keine Bewertungen
- Technical Data Sheet Opus A6 Standard Full: Wachendorff Elektronik GMBH & Co. KGDokument7 SeitenTechnical Data Sheet Opus A6 Standard Full: Wachendorff Elektronik GMBH & Co. KGLe Viet ThanhNoch keine Bewertungen
- Tech QuizDokument3 SeitenTech QuizMmohamed SuhailNoch keine Bewertungen
- Operator Protective Guards level 2Dokument7 SeitenOperator Protective Guards level 2Irfan SaeedNoch keine Bewertungen