Das könnte Ihnen auch gefallen
- Ultrasonic Exam Steel PlatesDokument2 SeitenUltrasonic Exam Steel PlatesMuhammadShabbirNoch keine Bewertungen
- Flange Surface Inspection CriteriaDokument1 SeiteFlange Surface Inspection CriteriaOscarNoch keine Bewertungen
- ASME B31.3 Acceptance Criteria - Tab 341.3.2ADokument2 SeitenASME B31.3 Acceptance Criteria - Tab 341.3.2Avsnaiduqc90% (21)
- Asme Viii d1 Ma Appendix 4Dokument8 SeitenAsme Viii d1 Ma Appendix 4Chihiya Fitria Nurhayati100% (1)
- TOFD Technique for Weld InspectionDokument31 SeitenTOFD Technique for Weld Inspectionvenkat100% (1)
- CapacitorsDokument25 SeitenCapacitorsAlbert Rosete0% (1)
- Detecting Harmful Phases in Duplex SteelDokument9 SeitenDetecting Harmful Phases in Duplex SteelutreshwarmiskinNoch keine Bewertungen
- Permissible Flange Face ImperfectionsDokument3 SeitenPermissible Flange Face ImperfectionsMohd SyafiqNoch keine Bewertungen
- NDT ACC. CriteriaDokument6 SeitenNDT ACC. CriteriaBalakumar100% (5)
- ASME B31 3 Acceptance Criteria Tab 341-3-2ADokument2 SeitenASME B31 3 Acceptance Criteria Tab 341-3-2Aadel100% (1)
- WPS & PQRDokument84 SeitenWPS & PQRjoseph.maquez24100% (4)
- ASME B31.3 2014 NDT AcceptanceDokument9 SeitenASME B31.3 2014 NDT AcceptanceWalter Trajada83% (6)
- RT Acceptance Para. 9.4Dokument4 SeitenRT Acceptance Para. 9.4Yan Ferizal100% (1)
- Asme Sec V - NDT GuidelinesDokument1 SeiteAsme Sec V - NDT GuidelinesAbdullah Ansari100% (1)
- The High-Latitudude IonospehereDokument639 SeitenThe High-Latitudude IonospehereSainath Bharadwaj100% (2)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDokument2 SeitenElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- AWS D1.1 Acceptance StandardsDokument2 SeitenAWS D1.1 Acceptance StandardsAlper Çakıroğlu92% (12)
- Acceptance CriteriaDokument11 SeitenAcceptance Criteriarajali798890% (10)
- 1 Paut ReportDokument1 Seite1 Paut ReportAhmedNoch keine Bewertungen
- Visual Examination Requirements and TechniquesDokument3 SeitenVisual Examination Requirements and TechniquesfelipefistNoch keine Bewertungen
- 2013 12 Handbok Fittings ENG WebDokument72 Seiten2013 12 Handbok Fittings ENG WebVictor BiacoloNoch keine Bewertungen
- ACI 207.1R-05 Guide To Mass ConcreteDokument31 SeitenACI 207.1R-05 Guide To Mass ConcreteLukusa Badimuena100% (3)
- API 1104 Defects Acceptance Criteria FinalDokument4 SeitenAPI 1104 Defects Acceptance Criteria FinalHendry AriosNoch keine Bewertungen
- Dowtherm Vent CondenserDokument1 SeiteDowtherm Vent Condensersushant_jhawerNoch keine Bewertungen
- Asme Acc Criteria MT PTDokument3 SeitenAsme Acc Criteria MT PTGowrisanthosh Palika100% (1)
- Rti Brochure Process Manual - Na - en PDFDokument189 SeitenRti Brochure Process Manual - Na - en PDFHAKANNoch keine Bewertungen
- Approximate RT Calculation For API 650 TankDokument2 SeitenApproximate RT Calculation For API 650 Tankjayaarnav100% (6)
- VT Specific Level-II Question Paper AWS D1.1Dokument44 SeitenVT Specific Level-II Question Paper AWS D1.1CheeragNoch keine Bewertungen
- Asme b31.3 Acceptance RT TabulatedDokument86 SeitenAsme b31.3 Acceptance RT TabulatedWalter Trajada100% (2)
- Acceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1Dokument7 SeitenAcceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1MJ Magdy100% (1)
- NDT ACC CriteriaDokument6 SeitenNDT ACC Criteriavsnaiduqc100% (1)
- Acceptable Criteria API RP 2X Level C Individual ReflectorDokument1 SeiteAcceptable Criteria API RP 2X Level C Individual ReflectorRamakrishnan AmbiSubbiah100% (5)
- FM-23-85 60mm Mortar M19 1967Dokument174 SeitenFM-23-85 60mm Mortar M19 1967rigal849Noch keine Bewertungen
- Acceptance Criteria For NDT (UT, RT, DPT, Visual, MPT)Dokument5 SeitenAcceptance Criteria For NDT (UT, RT, DPT, Visual, MPT)Naveen Kumar75% (4)
- Calibration Block SpecificationsDokument2 SeitenCalibration Block SpecificationsChandrashekhar Thiramdasu100% (1)
- ASME B 31.1 Acceptance Criteria PDFDokument13 SeitenASME B 31.1 Acceptance Criteria PDFasim alok swain100% (3)
- Compilation Part 2 (11-19)Dokument100 SeitenCompilation Part 2 (11-19)Joshua Zuniga50% (2)
- Automated Ultrasonic Report Sample PHASE ARRAYDokument2 SeitenAutomated Ultrasonic Report Sample PHASE ARRAYAzrul Hanif100% (2)
- Acceptance Criteria Asme B31 3Dokument1 SeiteAcceptance Criteria Asme B31 3Hadi Allouche100% (9)
- 16.11.2021 - Method Statement - Road WorksDokument17 Seiten16.11.2021 - Method Statement - Road WorksHAKANNoch keine Bewertungen
- Radiograph acceptance criteria chart for pipelinesDokument1 SeiteRadiograph acceptance criteria chart for pipelinesagus sukmanaNoch keine Bewertungen
- ASME Code Case PautDokument10 SeitenASME Code Case PautAnonymous kIrNuhNoch keine Bewertungen
- Road Works - ChecklistDokument3 SeitenRoad Works - ChecklistHAKAN100% (1)
- API 1104 - UT Acceptance StandardsDokument5 SeitenAPI 1104 - UT Acceptance StandardsABDIELNoch keine Bewertungen
- Api RP 2x-Acceptance CriteriaDokument6 SeitenApi RP 2x-Acceptance CriteriaAllwynNoch keine Bewertungen
- ASME B31 3 Code Case 181Dokument8 SeitenASME B31 3 Code Case 181AkbarNoch keine Bewertungen
- Shading PrinciplesDokument5 SeitenShading PrinciplesNisa Ann100% (1)
- Paut Mock-Up Test ProcedureDokument4 SeitenPaut Mock-Up Test ProcedureTrung Tinh Ho100% (1)
- P Peaking BandingDokument4 SeitenP Peaking BandingSUBHOMOYNoch keine Bewertungen
- Valves and Fittings QuestionsDokument9 SeitenValves and Fittings Questionsshoaib2scribedNoch keine Bewertungen
- IRIS Inspection Accurately Measures Tube Wall Thickness (39Dokument3 SeitenIRIS Inspection Accurately Measures Tube Wall Thickness (39Jacques SauNoch keine Bewertungen
- ASME B31 3 2014 NDT Acceptance PDFDokument9 SeitenASME B31 3 2014 NDT Acceptance PDFWisüttisäk Peäröön100% (1)
- ASME Sec V - 2019 - Article 5Dokument9 SeitenASME Sec V - 2019 - Article 5Mohsin IamNoch keine Bewertungen
- Effect of Temperature and pH on Salivary Amylase ActivityDokument11 SeitenEffect of Temperature and pH on Salivary Amylase ActivityAmberValentineNoch keine Bewertungen
- CHAPTER 6 (Bubble Leak Testing)Dokument9 SeitenCHAPTER 6 (Bubble Leak Testing)Samia IbrahimNoch keine Bewertungen
- Acceptance Criteria Radiography Test 2018 PDFDokument7 SeitenAcceptance Criteria Radiography Test 2018 PDFSigit Pratikno100% (1)
- Asme V Article 4Dokument91 SeitenAsme V Article 4Cherise D Curtis100% (4)
- API 1104 Defects Acceptance Criteria FinalDokument9 SeitenAPI 1104 Defects Acceptance Criteria Finalazizieh5701Noch keine Bewertungen
- ASME V Article 7 Magnetic Particle ExaminationDokument1 SeiteASME V Article 7 Magnetic Particle ExaminationAmanda Ariesta Aprilia100% (4)
- PWHT Requirement As Per API-650Dokument1 SeitePWHT Requirement As Per API-650hgagselim2012Noch keine Bewertungen
- ASME Sec VIII Div 1 Ed 2010 471 PDFDokument9 SeitenASME Sec VIII Div 1 Ed 2010 471 PDFStephen Maloba100% (1)
- Uw-51 RT Acceptance CriteriaDokument12 SeitenUw-51 RT Acceptance CriteriaSameer RajuNoch keine Bewertungen
- API 1104 RT Visual Inspection CriteriaDokument1 SeiteAPI 1104 RT Visual Inspection CriteriaMekhman100% (1)
- Art 23 AsmeDokument10 SeitenArt 23 AsmeKirvi16Noch keine Bewertungen
- Flans ASME B16.5 PDFDokument47 SeitenFlans ASME B16.5 PDFMircea Dan StanciuNoch keine Bewertungen
- 01-M115 Iss 2 (BS en 1290 - Electromagnet, (Fluorescent) )Dokument3 Seiten01-M115 Iss 2 (BS en 1290 - Electromagnet, (Fluorescent) )DeepakNoch keine Bewertungen
- Astm e 1158Dokument5 SeitenAstm e 1158KEN KNoch keine Bewertungen
- EQT ChecklistDokument5 SeitenEQT Checklistvijayachidu100% (1)
- Ultrasonic Exam RequirementsDokument2 SeitenUltrasonic Exam RequirementsAngelTinocoNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- 7.5.5.2asme Sec Viii Div 2 2017Dokument3 Seiten7.5.5.2asme Sec Viii Div 2 2017James100% (2)
- PT Liquid Penetrant Exam GuideDokument2 SeitenPT Liquid Penetrant Exam GuideArun Shishodia100% (1)
- CASES OF ASME BOILER AND PRESSURE VESSEL CODEDokument10 SeitenCASES OF ASME BOILER AND PRESSURE VESSEL CODENilesh Pathare0% (1)
- Rounded Indication ChartDokument8 SeitenRounded Indication ChartAneesh JoseNoch keine Bewertungen
- ASME 2011a SECTION VIII - DIVISION 1 Welding Imperfection Charts and StandardsDokument10 SeitenASME 2011a SECTION VIII - DIVISION 1 Welding Imperfection Charts and Standardsmahmoud_allam3Noch keine Bewertungen
- Pde-Cvc-0970-Ec-00001 - 000 - 00 - Tehnical Descriprion - Road DesignDokument19 SeitenPde-Cvc-0970-Ec-00001 - 000 - 00 - Tehnical Descriprion - Road DesignHAKANNoch keine Bewertungen
- CV Template-01Dokument4 SeitenCV Template-01HAKANNoch keine Bewertungen
- MoM TemplateDokument2 SeitenMoM TemplateHAKANNoch keine Bewertungen
- CV TemplateDokument4 SeitenCV TemplateHAKANNoch keine Bewertungen
- rs0021 RMX OradeaDokument3 Seitenrs0021 RMX OradeaHAKANNoch keine Bewertungen
- Map of Roads 5-7Dokument1 SeiteMap of Roads 5-7HAKANNoch keine Bewertungen
- 49 Dop Doroport TB 25 Ae v3 Feb 21 En-RevDokument1 Seite49 Dop Doroport TB 25 Ae v3 Feb 21 En-RevHAKANNoch keine Bewertungen
- Road Construction-DME - QC - CIVIL - RMA - 0001 - Approved AC2Dokument30 SeitenRoad Construction-DME - QC - CIVIL - RMA - 0001 - Approved AC2HAKANNoch keine Bewertungen
- CPR 520 Doroport Alesd Rev 2020 En-RevDokument1 SeiteCPR 520 Doroport Alesd Rev 2020 En-RevHAKANNoch keine Bewertungen
- CU-0845 - Survey of Platforms LevelDokument4 SeitenCU-0845 - Survey of Platforms LevelHAKANNoch keine Bewertungen
- Road Schedule Concept.v2Dokument1 SeiteRoad Schedule Concept.v2HAKANNoch keine Bewertungen
- HIL0480 (EFOR) - Mesh Sertifikası PDFDokument2 SeitenHIL0480 (EFOR) - Mesh Sertifikası PDFHAKANNoch keine Bewertungen
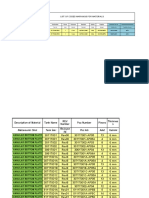
- List of Coded Markings For Materials (Eksik sertifikaANNULAR-BOTTOM-RING) - 8.09.2020Dokument17 SeitenList of Coded Markings For Materials (Eksik sertifikaANNULAR-BOTTOM-RING) - 8.09.2020HAKANNoch keine Bewertungen
- EF-2019-012-5671D005-000 Rev06 - As-Built PDFDokument1 SeiteEF-2019-012-5671D005-000 Rev06 - As-Built PDFHAKANNoch keine Bewertungen
- NO Welder Id Welder Name: Team LeaderDokument1 SeiteNO Welder Id Welder Name: Team LeaderHAKANNoch keine Bewertungen
- İş Programı Montaj Planlaması-Rev01Dokument1 Seiteİş Programı Montaj Planlaması-Rev01HAKANNoch keine Bewertungen
- Polyol ProjectDokument1 SeitePolyol ProjectHAKANNoch keine Bewertungen
- Insulation (ROOF) Insulation (SHELL) : R L) D H)Dokument6 SeitenInsulation (ROOF) Insulation (SHELL) : R L) D H)HAKANNoch keine Bewertungen
- RFIDokument1 SeiteRFIHAKANNoch keine Bewertungen
- Api Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeDokument14 SeitenApi Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeHAKANNoch keine Bewertungen
- RFIDokument1 SeiteRFIHAKANNoch keine Bewertungen
- POLYOLWELDGAS 01rev 02Dokument1 SeitePOLYOLWELDGAS 01rev 02HAKANNoch keine Bewertungen
- 8 WeldingofduplexstainlesssteelsDokument39 Seiten8 WeldingofduplexstainlesssteelsHAKANNoch keine Bewertungen
- Pre Int Sample Unit PDFDokument12 SeitenPre Int Sample Unit PDFHAKANNoch keine Bewertungen
- Performance Task 2 Melting and Boiling PointsDokument1 SeitePerformance Task 2 Melting and Boiling PointsVannie MonderoNoch keine Bewertungen
- Deep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFDokument4 SeitenDeep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFBinh Thanh LeNoch keine Bewertungen
- Drying Technology: An International JournalDokument53 SeitenDrying Technology: An International JournalNishant Kumar GuptaNoch keine Bewertungen
- Erma First Ballast Water Treatment System PDFDokument5 SeitenErma First Ballast Water Treatment System PDFAL-Mawali87Noch keine Bewertungen
- Test II. Multiple Choice. Encircle The Letter of The Correct AnswerDokument1 SeiteTest II. Multiple Choice. Encircle The Letter of The Correct AnswerjoylynNoch keine Bewertungen
- XH3-HE User'S Manual: Self-Contained, Single Pump Wellhead Control Panel For Harsh EnvironmentsDokument9 SeitenXH3-HE User'S Manual: Self-Contained, Single Pump Wellhead Control Panel For Harsh EnvironmentsprabuNoch keine Bewertungen
- RS 205 vacuum filler series for medium productionsDokument8 SeitenRS 205 vacuum filler series for medium productionsSebastian RaduNoch keine Bewertungen
- Reservoir Characterization and Performance Prediction in Waterflooded Reservoir Using Capacitance-Resistance ModelDokument20 SeitenReservoir Characterization and Performance Prediction in Waterflooded Reservoir Using Capacitance-Resistance ModelRay YudaNoch keine Bewertungen
- Lab Rules Q and ADokument18 SeitenLab Rules Q and Ana-chanNoch keine Bewertungen
- High Carbon Wire RodDokument9 SeitenHigh Carbon Wire Rodninganray6316100% (1)
- Monsal Enzymic Hydrolysis New Developments and Lessons LearntDokument23 SeitenMonsal Enzymic Hydrolysis New Developments and Lessons LearntAnonymous MVHQ97KEoPNoch keine Bewertungen
- Noller, Et Al (2000) Introduction To Quaternary GeochronologyDokument11 SeitenNoller, Et Al (2000) Introduction To Quaternary GeochronologyAbellNoch keine Bewertungen
- Ethanol Production by Fermentation and DistillationDokument3 SeitenEthanol Production by Fermentation and DistillationChris WarnerNoch keine Bewertungen
- Phase Inversion of W/O Emulsions by Adding Hydrophilic Surfactant - A Technique For Making Cosmetics ProductsDokument8 SeitenPhase Inversion of W/O Emulsions by Adding Hydrophilic Surfactant - A Technique For Making Cosmetics ProductsAsshole FuckerNoch keine Bewertungen
- QSonic Brochure 209Dokument12 SeitenQSonic Brochure 209Anish DonaldNoch keine Bewertungen
- Introduction To Chemical Reactor Engineering - Problems PDFDokument75 SeitenIntroduction To Chemical Reactor Engineering - Problems PDFJojie-Ann Alabarca100% (1)
- A-3 LM Sol (Pulley)Dokument28 SeitenA-3 LM Sol (Pulley)rockingjoeNoch keine Bewertungen
- Brochure Butler Cote 500Dokument2 SeitenBrochure Butler Cote 500vacostelesNoch keine Bewertungen
- Redox 2Dokument366 SeitenRedox 2Ana Emily Prentiss100% (1)
- Motor Oil ENGDokument64 SeitenMotor Oil ENGNicolai BelocosovNoch keine Bewertungen