Das könnte Ihnen auch gefallen
- Thermal BowingDokument8 SeitenThermal BowingA. VenugopalNoch keine Bewertungen
- Tema2007 140806051822 Phpapp02 PDFDokument298 SeitenTema2007 140806051822 Phpapp02 PDFAjit PatilNoch keine Bewertungen
- Lonergan Part NumberingDokument1 SeiteLonergan Part NumberingRamiro OfratzerNoch keine Bewertungen
- Hysys Liquid PumpingDokument8 SeitenHysys Liquid PumpingEkundayo JohnNoch keine Bewertungen
- Flare BloDokument14 SeitenFlare BloKalyana AyyaswamyNoch keine Bewertungen
- FE-2000 Understanding Fan CurvesDokument4 SeitenFE-2000 Understanding Fan CurvesAntonio LebrunNoch keine Bewertungen
- Chemsep Tutorial: Distillation With Hypothetical ComponentsDokument25 SeitenChemsep Tutorial: Distillation With Hypothetical ComponentsErving MJNoch keine Bewertungen
- Wall metal temperature during emergency depressurizationDokument7 SeitenWall metal temperature during emergency depressurizationmihaileditoiu2010Noch keine Bewertungen
- Thermal expansion pressure calculationDokument9 SeitenThermal expansion pressure calculationGary JonesNoch keine Bewertungen
- Korf BrochureDokument1 SeiteKorf Brochurelhphong021191Noch keine Bewertungen
- P & I Design LTD: Emergency Relief System (Ers) Sizing Software Methods & PracticeDokument29 SeitenP & I Design LTD: Emergency Relief System (Ers) Sizing Software Methods & PracticeATUL SONAWANENoch keine Bewertungen
- Design and Calculation of The Pressure Relief Valves and Rupture Disks SystemDokument54 SeitenDesign and Calculation of The Pressure Relief Valves and Rupture Disks Systemghada gattouchNoch keine Bewertungen
- Protect Plants from Overpressure RiskDokument8 SeitenProtect Plants from Overpressure RiskMEGAN ASBROCKNoch keine Bewertungen
- Heat Tracing Basics - SLIDES-HRM-300410Dokument31 SeitenHeat Tracing Basics - SLIDES-HRM-300410Chirag ShahNoch keine Bewertungen
- Restrictive OrificeDokument11 SeitenRestrictive Orificeligia hancu100% (1)
- Air Cooler Design and Principle EIEPD 1696073698Dokument58 SeitenAir Cooler Design and Principle EIEPD 1696073698Evandro Silva100% (1)
- 11-4567 JS Activation Tifs RefreshDokument14 Seiten11-4567 JS Activation Tifs Refreshedgardiaz5519Noch keine Bewertungen
- Process Safety Check List 2Dokument2 SeitenProcess Safety Check List 2renjithv_4Noch keine Bewertungen
- FLARENET Getting Started GuideDokument60 SeitenFLARENET Getting Started Guidealastairwong90Noch keine Bewertungen
- Assay BachaqueroDokument12 SeitenAssay BachaqueroGinis MrcNoch keine Bewertungen
- Mayekawa DOC.2011-200 R5 PDFDokument28 SeitenMayekawa DOC.2011-200 R5 PDFadNoch keine Bewertungen
- Dynamic DepressuringDokument16 SeitenDynamic DepressuringSyedAliAsimRizvi100% (1)
- DAM DesuperheaterDokument4 SeitenDAM DesuperheaterangeloNoch keine Bewertungen
- Evaluate Pressure Relief System Forces in Existing InstallationsDokument6 SeitenEvaluate Pressure Relief System Forces in Existing InstallationsNag RajNoch keine Bewertungen
- 5-Thermodynamics For CryogenicsDokument52 Seiten5-Thermodynamics For CryogenicsBhuvanaNoch keine Bewertungen
- Compressor FormulaDokument1 SeiteCompressor FormulaMangal SinghNoch keine Bewertungen
- Analyzing Sustained Pipe Stress with COADE's Hot Sustained SolutionDokument6 SeitenAnalyzing Sustained Pipe Stress with COADE's Hot Sustained SolutionshaffetiNoch keine Bewertungen
- Introduction To Pressure Surge in Liquid SystemsDokument46 SeitenIntroduction To Pressure Surge in Liquid SystemspranjpatilNoch keine Bewertungen
- Vent Sizing Applications For Reactive SystemsDokument10 SeitenVent Sizing Applications For Reactive SystemsAritraDalalNoch keine Bewertungen
- Process Heat Transfer Hof MasterDokument327 SeitenProcess Heat Transfer Hof MastersdrtfgNoch keine Bewertungen
- Pressure Relief System Reaction Forces - The Importance of Evaluating Existing InstallationsDokument1 SeitePressure Relief System Reaction Forces - The Importance of Evaluating Existing InstallationsDarwin CornejoNoch keine Bewertungen
- Heat exchanger tube rupture case study: Addressing metal embrittlement risksDokument6 SeitenHeat exchanger tube rupture case study: Addressing metal embrittlement risksaegean227100% (1)
- E PR 460Dokument37 SeitenE PR 460khorzooNoch keine Bewertungen
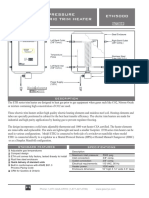
- Trim Heater PDFDokument2 SeitenTrim Heater PDFsaadashfaq100% (1)
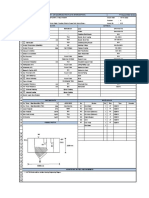
- CPI DATA SHEETDokument1 SeiteCPI DATA SHEETwahyu hidayatNoch keine Bewertungen
- Calculation of Relief Load On ColumnDokument5 SeitenCalculation of Relief Load On Columnnghiemta18Noch keine Bewertungen
- PSVDokument13 SeitenPSVUMESH GORE100% (1)
- Aspen Fired Heater Models Embedded in HYSYSDokument11 SeitenAspen Fired Heater Models Embedded in HYSYSВалентин СелищевNoch keine Bewertungen
- Aspen Simulation Workbook Webinar FAQDokument3 SeitenAspen Simulation Workbook Webinar FAQluaweb123Noch keine Bewertungen
- Flow Through Packed BedDokument7 SeitenFlow Through Packed BedHomo SapienNoch keine Bewertungen
- Equipment Selection & Plant LayoutDokument11 SeitenEquipment Selection & Plant LayoutFebio DalantaNoch keine Bewertungen
- Solving Liquid Hammer Problems Using Pipenet Vision and Caesar IIDokument6 SeitenSolving Liquid Hammer Problems Using Pipenet Vision and Caesar IIDino Dino100% (1)
- PSV Closed System ForceDokument6 SeitenPSV Closed System ForceSharun SureshNoch keine Bewertungen
- Orifice Plate Showing VenaDokument6 SeitenOrifice Plate Showing VenahugepotatoNoch keine Bewertungen
- Load Case Explanation in PV EliteDokument2 SeitenLoad Case Explanation in PV ElitekuselanmlNoch keine Bewertungen
- TUTORIAL DE COMPRESI Ôn - HYSYS PDFDokument18 SeitenTUTORIAL DE COMPRESI Ôn - HYSYS PDFShirley Hernandez JimenezNoch keine Bewertungen
- Orbit Article Molecular Sieve Dehydration Switching ValvesDokument12 SeitenOrbit Article Molecular Sieve Dehydration Switching ValvesPasquale Sessa0% (1)
- Scandpower Fire Guidelines Version 2 PDFDokument81 SeitenScandpower Fire Guidelines Version 2 PDFliNoch keine Bewertungen
- Aspen FLARENET Getting Started PDFDokument62 SeitenAspen FLARENET Getting Started PDFPankaj AdhikariNoch keine Bewertungen
- Optimize Thermal and Mechanical Design WebinarDokument19 SeitenOptimize Thermal and Mechanical Design WebinarWahaj Shafi100% (1)
- Flare Pilot System SafetyDokument5 SeitenFlare Pilot System SafetyBehnam HosseinzadehNoch keine Bewertungen
- API 521 SummaryDokument4 SeitenAPI 521 Summaryswathi100% (1)
- PSV Calculation and PhilosophyDokument33 SeitenPSV Calculation and PhilosophysbmmlaNoch keine Bewertungen
- 11 - Safety in Equipment Design - Part2Dokument41 Seiten11 - Safety in Equipment Design - Part2Daniele Joseph HizonNoch keine Bewertungen
- Pressure VesselsDokument19 SeitenPressure Vesselseng20072007Noch keine Bewertungen
- Flare SystemDokument60 SeitenFlare Systemmmairaja100% (1)
- PRV Sizing For Exchanger Tube RuptureDokument5 SeitenPRV Sizing For Exchanger Tube RuptureNavid Sajedi80% (5)
- 771, 772, 773 Series ServovalvesDokument8 Seiten771, 772, 773 Series Servovalvesrafik1995Noch keine Bewertungen
- Terminology: Understanding What The Customer Wants Making It Happen!Dokument22 SeitenTerminology: Understanding What The Customer Wants Making It Happen!Marcelo Kleber FelisbertoNoch keine Bewertungen
- Guidelines For Plantation in The Industrial Parks of TelanganaDokument23 SeitenGuidelines For Plantation in The Industrial Parks of TelanganaswathiNoch keine Bewertungen
- Temperature Mapping StudyDokument3 SeitenTemperature Mapping StudyswathiNoch keine Bewertungen
- OutputDokument1 SeiteOutputswathiNoch keine Bewertungen
- Mains Expected Q - TopicsDokument181 SeitenMains Expected Q - TopicsswathiNoch keine Bewertungen
- O PHA - Process Hazard AnalysisDokument3 SeitenO PHA - Process Hazard AnalysisswathiNoch keine Bewertungen
- API 521 SummaryDokument4 SeitenAPI 521 Summaryswathi100% (1)
- Essay Structure and Recent QuestionsDokument17 SeitenEssay Structure and Recent QuestionsswathiNoch keine Bewertungen
- 52955515Dokument133 Seiten52955515mohamedNoch keine Bewertungen
- TrainDokument2 SeitenTrainswathiNoch keine Bewertungen
- Vision: WWW - Visionias.inDokument15 SeitenVision: WWW - Visionias.inswathiNoch keine Bewertungen
- PRV Cheat SheetDokument2 SeitenPRV Cheat SheetswathiNoch keine Bewertungen
- Social Darwinism: Social Darwinism, Term Coined in The Late 19th Century To DescribeDokument5 SeitenSocial Darwinism: Social Darwinism, Term Coined in The Late 19th Century To Describeswathi100% (1)
- PFDs Cheat SheetDokument8 SeitenPFDs Cheat SheetswathiNoch keine Bewertungen
- PRV Cheat SheetDokument2 SeitenPRV Cheat SheetswathiNoch keine Bewertungen
- PFDs Cheat SheetDokument8 SeitenPFDs Cheat SheetswathiNoch keine Bewertungen
- PFDs Cheat SheetDokument8 SeitenPFDs Cheat SheetswathiNoch keine Bewertungen
- UPSC SyllabusDokument4 SeitenUPSC SyllabusswathiNoch keine Bewertungen
- PFDs Cheat SheetDokument8 SeitenPFDs Cheat SheetswathiNoch keine Bewertungen
- Social Darwinism: Social Darwinism, Term Coined in The Late 19th Century To DescribeDokument5 SeitenSocial Darwinism: Social Darwinism, Term Coined in The Late 19th Century To Describeswathi100% (1)
- GovernorDokument4 SeitenGovernorswathiNoch keine Bewertungen
- April CurrentDokument15 SeitenApril CurrentswathiNoch keine Bewertungen
- GovernorDokument4 SeitenGovernorswathiNoch keine Bewertungen
- Phillips Curve Gives The Trade-Off Between Employment and Price StabilityDokument1 SeitePhillips Curve Gives The Trade-Off Between Employment and Price StabilityswathiNoch keine Bewertungen
- Jan 19-27 NewsDokument28 SeitenJan 19-27 NewsswathiNoch keine Bewertungen
- Geography & EcologyDokument1 SeiteGeography & EcologyswathiNoch keine Bewertungen
- Igneous PetrologyDokument37 SeitenIgneous PetrologyRoxy MansNoch keine Bewertungen
- Maxillofacial Prosthesis materials comparisonDokument52 SeitenMaxillofacial Prosthesis materials comparisonShipra SinghNoch keine Bewertungen
- Kf-647 Totsucat Material Safety Data Sheet: 2. Hazards IdentificationDokument6 SeitenKf-647 Totsucat Material Safety Data Sheet: 2. Hazards IdentificationEdgar Hector GarciaNoch keine Bewertungen
- Botany MCQ Practice TestDokument4 SeitenBotany MCQ Practice TestHitesh SangwanNoch keine Bewertungen
- Reactions, Rearrangements and Reagents (PDFDrive)Dokument276 SeitenReactions, Rearrangements and Reagents (PDFDrive)Simone Singh100% (1)
- Catalysis Today: Jangam Ashok, Subhasis Pati, Plaifa Hongmanorom, Zhang Tianxi, Chen Junmei, Sibudjing Kawi TDokument19 SeitenCatalysis Today: Jangam Ashok, Subhasis Pati, Plaifa Hongmanorom, Zhang Tianxi, Chen Junmei, Sibudjing Kawi Tfarah al-sudaniNoch keine Bewertungen
- BioPolymer Based Packaging BookDokument489 SeitenBioPolymer Based Packaging BookPrabhuPalanichamy100% (1)
- Concrete Aggregates: Standard Specification ForDokument11 SeitenConcrete Aggregates: Standard Specification ForEligio Antonio CerdaNoch keine Bewertungen
- Protecto SilDokument141 SeitenProtecto SilDavid UribeNoch keine Bewertungen
- 13th - Edition-Chapter - 5 Infection Control Principles and PracticesDokument44 Seiten13th - Edition-Chapter - 5 Infection Control Principles and Practicesashik ThomasNoch keine Bewertungen
- Changes in MaterialsDokument7 SeitenChanges in MaterialsMyat Myat OoNoch keine Bewertungen
- Material Safety Data Sheet Ecol LubeDokument4 SeitenMaterial Safety Data Sheet Ecol Lubefs1640Noch keine Bewertungen
- GE Absolute Za Filter PerformanceDokument3 SeitenGE Absolute Za Filter PerformancePablo De ArribaNoch keine Bewertungen
- Basic Environmental Engineering (Che4103) : Lecture - 4Dokument50 SeitenBasic Environmental Engineering (Che4103) : Lecture - 4Nasir Ahmed YusufNoch keine Bewertungen
- Jurnal-Influence of The Drying Methods On Color, Vitamin C, Anthocyanin, PhenolicDokument11 SeitenJurnal-Influence of The Drying Methods On Color, Vitamin C, Anthocyanin, PhenolicI'm batmanNoch keine Bewertungen
- Order Manual Analysis Alcoholic Beverages 20 07 2021Dokument131 SeitenOrder Manual Analysis Alcoholic Beverages 20 07 2021lox agencyNoch keine Bewertungen
- Limiting and Excess Reactants - Fractional Conversion - and - Extend - of - Reaction PDFDokument9 SeitenLimiting and Excess Reactants - Fractional Conversion - and - Extend - of - Reaction PDFSara HernandezNoch keine Bewertungen
- Flavors and Off-Flavors in Dairy Foods: R Marsili, Rockford College, Rockford, IL, USADokument19 SeitenFlavors and Off-Flavors in Dairy Foods: R Marsili, Rockford College, Rockford, IL, USAIntanNoch keine Bewertungen
- JEE Main Classification of Elements and Periodicity in Properties Important QuestionsDokument9 SeitenJEE Main Classification of Elements and Periodicity in Properties Important QuestionsVysakh PvNoch keine Bewertungen
- Chapter 9 Assertion-Reason QuestionsDokument5 SeitenChapter 9 Assertion-Reason Questionsteresa tsoiNoch keine Bewertungen
- KSP4 SeriesDokument3 SeitenKSP4 Seriesgetfarhan786Noch keine Bewertungen
- Determination of Cations and Anions in Unknown SaltDokument8 SeitenDetermination of Cations and Anions in Unknown SaltHER OICNoch keine Bewertungen
- Synthesis, Characterization & Antibacterial Studies of Some Schiff Bases Synthesized by An Ecoefficient MethodDokument5 SeitenSynthesis, Characterization & Antibacterial Studies of Some Schiff Bases Synthesized by An Ecoefficient MethodHicham MadaniNoch keine Bewertungen
- carbon fuels part 1Dokument11 Seitencarbon fuels part 1lubaajamesNoch keine Bewertungen
- Psma411-Prelim ReviewerDokument82 SeitenPsma411-Prelim ReviewerRebekah EquizNoch keine Bewertungen
- Class Xi Chemistry Ut I 2019 20 1Dokument6 SeitenClass Xi Chemistry Ut I 2019 20 1GaneshNoch keine Bewertungen
- CHEM 4 NotesDokument334 SeitenCHEM 4 NotesMokayaNoch keine Bewertungen
- Plastic Bottle MachineDokument11 SeitenPlastic Bottle MachineMelaku AssefaNoch keine Bewertungen
- Epoxy Technology SR-68Dokument31 SeitenEpoxy Technology SR-68DR.Szirmay Rókus Phd.Noch keine Bewertungen
- Hagerman, 2002Dokument116 SeitenHagerman, 2002Dini Iga PutriNoch keine Bewertungen