Das könnte Ihnen auch gefallen
- Ref ModulesDokument148 SeitenRef ModuleshoneyNoch keine Bewertungen
- Nomenclature:: SymbolsDokument24 SeitenNomenclature:: Symbolsjess calderonNoch keine Bewertungen
- RefrigerationDokument52 SeitenRefrigerationSreejith VaneryNoch keine Bewertungen
- Absorption RefrigeratorDokument5 SeitenAbsorption RefrigeratorThanveer Ahmed SNoch keine Bewertungen
- Absorption Refrigerator - WikipediaDokument5 SeitenAbsorption Refrigerator - Wikipediaaravind grandhiNoch keine Bewertungen
- The Performance of A Vapour Compression Refrigeration SystemDokument6 SeitenThe Performance of A Vapour Compression Refrigeration SystemWaseeNoch keine Bewertungen
- Project On LPG Refrigerator Mechanical ProjectDokument53 SeitenProject On LPG Refrigerator Mechanical Projectpatel ketan86% (69)
- Absorption Chiller Rev3 (MSB) 20-9Dokument96 SeitenAbsorption Chiller Rev3 (MSB) 20-9norshakeela100% (3)
- RefrigerationDokument21 SeitenRefrigerationAdeel iqbalNoch keine Bewertungen
- Deaerator - WikipediaDokument8 SeitenDeaerator - Wikipediaameen alhakimiNoch keine Bewertungen
- 1.3.2. Vapour Absorption Refrigeration SystemsDokument5 Seiten1.3.2. Vapour Absorption Refrigeration SystemsAnonymous DtIyDmXv3RNoch keine Bewertungen
- IME Module 3-1Dokument20 SeitenIME Module 3-1SILAS OMONIYINoch keine Bewertungen
- Development of Refrigerants and Compressors: Lesson-2Dokument18 SeitenDevelopment of Refrigerants and Compressors: Lesson-2Bryan ScofieldNoch keine Bewertungen
- ChillerDokument70 SeitenChillerryanmartintaanNoch keine Bewertungen
- Chapter 1Dokument57 SeitenChapter 1Satyam JhaNoch keine Bewertungen
- Group 4 IADokument11 SeitenGroup 4 IAcervanamonica13Noch keine Bewertungen
- Absorption Refrigeration: Group MemberDokument24 SeitenAbsorption Refrigeration: Group MemberanshdivyNoch keine Bewertungen
- Literature ReviewDokument11 SeitenLiterature ReviewAsif RahmanNoch keine Bewertungen
- Unit IvDokument39 SeitenUnit IvKalyan KalapalaNoch keine Bewertungen
- Auto Air Conditioning Servicing and Maintenance ModuleDokument5 SeitenAuto Air Conditioning Servicing and Maintenance ModuleJelly Mae LongalongNoch keine Bewertungen
- Oxygen, Nitrogen, Propane Methane CondenseDokument7 SeitenOxygen, Nitrogen, Propane Methane Condensekonduri chaitanyaNoch keine Bewertungen
- Refrigeration Air ConditioningDokument7 SeitenRefrigeration Air Conditioningkonduri chaitanyaNoch keine Bewertungen
- MElab Mini Ice PlantDokument8 SeitenMElab Mini Ice PlantKent NabzNoch keine Bewertungen
- Refrigeration and Air ConditioningDokument56 SeitenRefrigeration and Air ConditioninghermelaNoch keine Bewertungen
- Chapter 10 Refrigeration SystemDokument88 SeitenChapter 10 Refrigeration SystemPHƯƠNG ĐẶNG YẾN100% (1)
- Type of EvaporatorsDokument6 SeitenType of EvaporatorsEVANGELISTA REYMUND V.Noch keine Bewertungen
- Vapour Absorption RefrigerationDokument29 SeitenVapour Absorption RefrigerationmuthuNoch keine Bewertungen
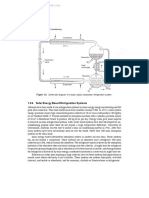
- Refrigeration and Air Conditioning: 1.3.6 Solar Energy Based Refrigeration SystemsDokument7 SeitenRefrigeration and Air Conditioning: 1.3.6 Solar Energy Based Refrigeration SystemsT CNoch keine Bewertungen
- Ice Making Plant Visit ReportDokument8 SeitenIce Making Plant Visit ReportAnis Badshah33% (3)
- Term Paper: Refrigertaor vs. Heat PumpDokument24 SeitenTerm Paper: Refrigertaor vs. Heat PumpHoney BhatiaNoch keine Bewertungen
- Absorption 2Dokument15 SeitenAbsorption 2Israel AireNoch keine Bewertungen
- Chapter 11: Cryogenic Vacuum Pumps: The Effect of Temperature On The Vapor Pressure of GasesDokument18 SeitenChapter 11: Cryogenic Vacuum Pumps: The Effect of Temperature On The Vapor Pressure of GasesRicky Ocktavi RizkyNoch keine Bewertungen
- 1.1 Natural Refrigeration:: Performance Study On Vars by Using Libr-Water As A RefrigerantDokument42 Seiten1.1 Natural Refrigeration:: Performance Study On Vars by Using Libr-Water As A RefrigerantDhananjay A SNoch keine Bewertungen
- Chapter 4 Refrigeration EvaporatorsDokument19 SeitenChapter 4 Refrigeration EvaporatorsRutaremwa VicentNoch keine Bewertungen
- RefrigerationDokument26 SeitenRefrigerationTeeyansh singh SisodiaNoch keine Bewertungen
- Climatology 2Dokument8 SeitenClimatology 2Vivek PuniNoch keine Bewertungen
- Unit6 N 7Dokument46 SeitenUnit6 N 7Shanku Raajashree100% (1)
- Introduction To Refrigeration SystemsDokument27 SeitenIntroduction To Refrigeration SystemsChristian Breth BurgosNoch keine Bewertungen
- Vapor Absorption Refrigeration System (VARS)Dokument11 SeitenVapor Absorption Refrigeration System (VARS)Syed Imtiaz Ali ShahNoch keine Bewertungen
- Basic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesDokument9 SeitenBasic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesA.R. Pradeep Kumar100% (1)
- RefrigerationDokument29 SeitenRefrigerationaaisha pariNoch keine Bewertungen
- IntroductionDokument4 SeitenIntroductionDevan SanmugamNoch keine Bewertungen
- History of Refrigerants PDFDokument18 SeitenHistory of Refrigerants PDFAnand VardhanNoch keine Bewertungen
- Absorption Cooling SystemDokument7 SeitenAbsorption Cooling Systemjapganzan2186100% (1)
- Vapor Absorption Chilling Systems - ReadingsDokument19 SeitenVapor Absorption Chilling Systems - Readingsparth1975100% (1)
- Vapor Absorption and Air Refrigeration CycleDokument55 SeitenVapor Absorption and Air Refrigeration CycleSintayehu DerejeNoch keine Bewertungen
- 409 - 5 Refrigeration & Air ConditioningDokument104 Seiten409 - 5 Refrigeration & Air Conditioningisrat jahanNoch keine Bewertungen
- Air ConditionerDokument14 SeitenAir ConditionerZulhairie ZubaidiNoch keine Bewertungen
- MODULE 1 Introduction To Refrigeration SystemDokument9 SeitenMODULE 1 Introduction To Refrigeration SystemBembem DelfinNoch keine Bewertungen
- Scientific American Supplement, No. 787, January 31, 1891Von EverandScientific American Supplement, No. 787, January 31, 1891Noch keine Bewertungen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useVon EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNoch keine Bewertungen
- Scientific American Supplement, No. 446, July 19, 1884Von EverandScientific American Supplement, No. 446, July 19, 1884Noch keine Bewertungen
- Gas and Oil Engines, Simply Explained An Elementary Instruction Book for Amateurs and Engine AttendantsVon EverandGas and Oil Engines, Simply Explained An Elementary Instruction Book for Amateurs and Engine AttendantsNoch keine Bewertungen
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsVon EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNoch keine Bewertungen
- Moody DiagramDokument18 SeitenMoody DiagramWilson JustinoNoch keine Bewertungen
- APP157 CoP For Site Supervision 2009 202109Dokument92 SeitenAPP157 CoP For Site Supervision 2009 202109Alex LeungNoch keine Bewertungen
- Communicating With Instromet Q-Sonic Ultrasonic Gas FlowmetersDokument13 SeitenCommunicating With Instromet Q-Sonic Ultrasonic Gas Flowmeterssyed jeelani ahmedNoch keine Bewertungen
- Form WorkDokument12 SeitenForm Workdharul khairNoch keine Bewertungen
- CISCO Voice Over Frame Relay, ATM and IPDokument61 SeitenCISCO Voice Over Frame Relay, ATM and IPFahad RizwanNoch keine Bewertungen
- Mastering Microcontrollers Helped by ArduinoDokument23 SeitenMastering Microcontrollers Helped by ArduinoMeri Terihaj100% (2)
- 12.5 Worksheet: Direct VariationDokument4 Seiten12.5 Worksheet: Direct VariationMarian NeldNoch keine Bewertungen
- Udemy Course DescriptionDokument1 SeiteUdemy Course DescriptionZain AbidNoch keine Bewertungen
- V1 V2 Cal PRCDokument5 SeitenV1 V2 Cal PRCCyril J PadiyathNoch keine Bewertungen
- CHE 322 - Gaseous Fuel ProblemsDokument26 SeitenCHE 322 - Gaseous Fuel ProblemsDanice LunaNoch keine Bewertungen
- DFM54 EngDokument2 SeitenDFM54 EngAnonymous KWO434Noch keine Bewertungen
- GL 314Dokument2 SeitenGL 314Vinayak SinghNoch keine Bewertungen
- Process Control in SpinningDokument31 SeitenProcess Control in Spinningapi-2649455553% (15)
- 2015 Audi q5 sq5 71153 PDFDokument302 Seiten2015 Audi q5 sq5 71153 PDFPraveen100% (1)
- Avaya Call History InterfaceDokument76 SeitenAvaya Call History InterfaceGarrido_Noch keine Bewertungen
- RT120 ManualDokument161 SeitenRT120 ManualPawełNoch keine Bewertungen
- Standard Costing ExercisesDokument3 SeitenStandard Costing ExercisesNikki Garcia0% (2)
- Tutorial Class 1 Questions 1Dokument2 SeitenTutorial Class 1 Questions 1Bố Quỳnh ChiNoch keine Bewertungen
- (TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529Dokument109 Seiten(TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529jeffersonNoch keine Bewertungen
- STOD-OTP-PMT-0805-HS-SPE-0001 Specification For Temporary Construction Camps and Ancillary FacilitiesDokument25 SeitenSTOD-OTP-PMT-0805-HS-SPE-0001 Specification For Temporary Construction Camps and Ancillary Facilitiesjfl2096Noch keine Bewertungen
- M Block PDFDokument45 SeitenM Block PDFKristina ViskovićNoch keine Bewertungen
- While We Sleep - A Story of Government Without Law by Alan R. AdaschikDokument165 SeitenWhile We Sleep - A Story of Government Without Law by Alan R. Adaschikwbradleyjr18739100% (2)
- MMD 74 XX DR PS 0020 - C03Dokument1 SeiteMMD 74 XX DR PS 0020 - C03bramexNoch keine Bewertungen
- Analysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDokument8 SeitenAnalysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDerianSyahNoch keine Bewertungen
- UT TransducersDokument20 SeitenUT TransducersSamanyarak AnanNoch keine Bewertungen
- LRT JakproDokument21 SeitenLRT JakproAzzah Auliya Ardindasari100% (1)
- REE Copy PDFDokument9 SeitenREE Copy PDFJake ZozobradoNoch keine Bewertungen
- Black Invention MythsDokument16 SeitenBlack Invention MythsjoetylorNoch keine Bewertungen
- PB Hydro en PDFDokument86 SeitenPB Hydro en PDFWahyu Tirta NugrahaNoch keine Bewertungen
- AN127Dokument32 SeitenAN127piyushpandeyNoch keine Bewertungen