Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Mamish 09Dokument6 SeitenMamish 09Thai DxNoch keine Bewertungen
- AcousticsDokument12 SeitenAcousticsaguzhNoch keine Bewertungen
- ALDERMAN - A Review of Newtonian and Non-Newtonian Flow in Rectangular Open Channels PDFDokument20 SeitenALDERMAN - A Review of Newtonian and Non-Newtonian Flow in Rectangular Open Channels PDFJorge Castro CucurellaNoch keine Bewertungen
- AcousticsDokument12 SeitenAcousticsaguzhNoch keine Bewertungen
- Field Hydrostatic PlanDokument26 SeitenField Hydrostatic PlanJorge Castro CucurellaNoch keine Bewertungen
- 2008 Int ANSYS Conf Guidelines Contact ConvergenceDokument29 Seiten2008 Int ANSYS Conf Guidelines Contact ConvergenceIzzuddin RosliNoch keine Bewertungen
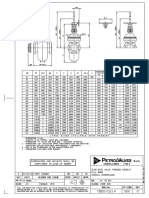
- F43 10 VIL FireSet FirePakDokument4 SeitenF43 10 VIL FireSet FirePakJorge Castro CucurellaNoch keine Bewertungen
- Retsco Relief Valve Titan - C - ManualDokument24 SeitenRetsco Relief Valve Titan - C - ManualJorge Castro Cucurella75% (8)
- Through Conduit PiggableDokument3 SeitenThrough Conduit PiggableJorge Castro CucurellaNoch keine Bewertungen
- General Specification For The Design of Piping Within Mechanical PackagesDokument13 SeitenGeneral Specification For The Design of Piping Within Mechanical PackagesJorge Castro CucurellaNoch keine Bewertungen
- Gen. Insulating GasketsDokument12 SeitenGen. Insulating GasketsGopalMahanta100% (1)
- CML v. FBE Failed LiningsDokument22 SeitenCML v. FBE Failed LiningsJorge Castro CucurellaNoch keine Bewertungen
- Thrust Block DesignDokument12 SeitenThrust Block DesignJorge Castro Cucurella100% (1)
- Astm HDPE Pipe Testing ProcedureDokument5 SeitenAstm HDPE Pipe Testing Procedureharkanwarsingh100% (3)
- Astm HDPE Pipe Testing ProcedureDokument5 SeitenAstm HDPE Pipe Testing Procedureharkanwarsingh100% (3)
- Clarkson KGFDokument8 SeitenClarkson KGFJorge Castro CucurellaNoch keine Bewertungen
- Tensile - Adhesion ASTM D4541Dokument8 SeitenTensile - Adhesion ASTM D4541biondimi66Noch keine Bewertungen
- ALDERMAN - A Review of Newtonian and Non-Newtonian Flow in Rectangular Open ChannelsDokument20 SeitenALDERMAN - A Review of Newtonian and Non-Newtonian Flow in Rectangular Open ChannelsJorge Castro CucurellaNoch keine Bewertungen
- 5 Thread Makeup & Installation Procedure: 5.1 ScopeDokument6 Seiten5 Thread Makeup & Installation Procedure: 5.1 ScopeJorge Castro CucurellaNoch keine Bewertungen
- Pressure Surges and Air Valve Specification PDFDokument22 SeitenPressure Surges and Air Valve Specification PDFTONNoch keine Bewertungen
- Garlock GasketsDokument46 SeitenGarlock GasketskfchksdhbvkjhshfNoch keine Bewertungen
- Equivalencia de Materiales 2Dokument16 SeitenEquivalencia de Materiales 2Jorge Castro CucurellaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Fasb 69 Oil and Gas DisclosuresDokument44 SeitenFasb 69 Oil and Gas DisclosureslmccandlesNoch keine Bewertungen
- Module TECH019 - Introduction To Refinery Process ChemicalsDokument34 SeitenModule TECH019 - Introduction To Refinery Process ChemicalsSkolastika ErnaNoch keine Bewertungen
- Environment in FocusDokument88 SeitenEnvironment in FocuswellingtonbnNoch keine Bewertungen
- Roseate Spoonbills in Florida BayDokument6 SeitenRoseate Spoonbills in Florida BayPelican Island Audubon SocietyNoch keine Bewertungen
- Nynas TR-DT 11 FR en SdsDokument35 SeitenNynas TR-DT 11 FR en SdsLee RoNoch keine Bewertungen
- OS 20120801 Aug 2012 PDFDokument132 SeitenOS 20120801 Aug 2012 PDFP Venkata SureshNoch keine Bewertungen
- Estimating Cleanup Costs For Oil SpillsDokument10 SeitenEstimating Cleanup Costs For Oil SpillsProtect Florida's BeachesNoch keine Bewertungen
- JPST - Volume 8 - Issue 1 - Pages 32-44Dokument13 SeitenJPST - Volume 8 - Issue 1 - Pages 32-44Sanjay singhNoch keine Bewertungen
- Analysis Report For Petroleum IndustryDokument41 SeitenAnalysis Report For Petroleum IndustryMohsin AliNoch keine Bewertungen
- Lean Oil Absorption 01Dokument14 SeitenLean Oil Absorption 01Shri JrNoch keine Bewertungen
- Biological Treatment of Palm Oil Mill Effluent (Pome) Using An Up-Flow Anaerobic SludgeDokument53 SeitenBiological Treatment of Palm Oil Mill Effluent (Pome) Using An Up-Flow Anaerobic SludgeJim ChongNoch keine Bewertungen
- 1000+ Science QuestionsDokument25 Seiten1000+ Science QuestionsHugh Fox IIINoch keine Bewertungen
- Risk Assessment of Petroleum System, Plays, Prospects - 2Dokument28 SeitenRisk Assessment of Petroleum System, Plays, Prospects - 2DevinLeeNoch keine Bewertungen
- Key Metrics: March 9, 2018Dokument31 SeitenKey Metrics: March 9, 2018RenadNoch keine Bewertungen
- Controlling Drilling and Blasting CostsDokument2 SeitenControlling Drilling and Blasting Costslxo08Noch keine Bewertungen
- Caltex Philippines, Inc. vs. Commission On AuditDokument41 SeitenCaltex Philippines, Inc. vs. Commission On AuditJayson Francisco100% (1)
- Impact of OilField Chems On Refinery Corrosion ProblemsDokument11 SeitenImpact of OilField Chems On Refinery Corrosion ProblemsIrene CarrilloNoch keine Bewertungen
- DVMX. Between-Bearings, Multistage, Axially Split Pump. API-610,10th Edition ISO M A R E L L IDokument6 SeitenDVMX. Between-Bearings, Multistage, Axially Split Pump. API-610,10th Edition ISO M A R E L L Imiguel hernandezNoch keine Bewertungen
- Arsen Project AllDokument49 SeitenArsen Project AllАйбек СагыновNoch keine Bewertungen
- Handbook For Chemical Process Industries 2023Dokument572 SeitenHandbook For Chemical Process Industries 2023david flores100% (1)
- Geotechnical Considerations in Pipeline DesignDokument16 SeitenGeotechnical Considerations in Pipeline Designtosinmann3557100% (4)
- Offer For 1000 TPD Prepressing PDFDokument14 SeitenOffer For 1000 TPD Prepressing PDFrajee7Noch keine Bewertungen
- Reservoir Simulation: Lecture 1: IntroductionDokument19 SeitenReservoir Simulation: Lecture 1: IntroductionOmer IkhlasNoch keine Bewertungen
- Inspected Customers 2Dokument24 SeitenInspected Customers 2Neha MadanNoch keine Bewertungen
- D 4868 - 00 - RDQ4NJGDokument3 SeitenD 4868 - 00 - RDQ4NJGVladimir Javier Aleman AndradeNoch keine Bewertungen
- The COOP Risk AssessmentDokument35 SeitenThe COOP Risk AssessmentJulián Vargas ParraNoch keine Bewertungen
- Oil History in EuropeDokument24 SeitenOil History in EuropeBudi SantosoNoch keine Bewertungen
- Chemistry Processing Technology and Bio Energy PDFDokument334 SeitenChemistry Processing Technology and Bio Energy PDFArvin SlayerNoch keine Bewertungen
- Stabilization of Gas Lifted WellsDokument6 SeitenStabilization of Gas Lifted WellsEzequias MattosNoch keine Bewertungen
- The Application and Progress of Bioelectrochemical Systems (Bess) in Soil Remediation: A ReviewDokument16 SeitenThe Application and Progress of Bioelectrochemical Systems (Bess) in Soil Remediation: A ReviewYoselin GomezNoch keine Bewertungen