Das könnte Ihnen auch gefallen
- Casting Processes: DR Ajay BatishDokument46 SeitenCasting Processes: DR Ajay BatishAlisha GuptaNoch keine Bewertungen
- Week5 CastingDokument147 SeitenWeek5 CastingYouness AITOUNYNoch keine Bewertungen
- 8 Processing Methods: Casting (Fundición)Dokument7 Seiten8 Processing Methods: Casting (Fundición)Luis ArteagaNoch keine Bewertungen
- DM-1 CO-1 Special Castings MaterialDokument9 SeitenDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNoch keine Bewertungen
- Conventional CastingDokument7 SeitenConventional CastingEmyl SantosNoch keine Bewertungen
- SCP (Solid Casting Processes)Dokument12 SeitenSCP (Solid Casting Processes)jesssepinkman03Noch keine Bewertungen
- Cast Iron ProcessDokument10 SeitenCast Iron ProcessElvie Rose Imee EscabarteNoch keine Bewertungen
- Metal CastingDokument40 SeitenMetal CastingFahmi Sanji AlexanderNoch keine Bewertungen
- Metal Casting Process (Engineering Workshop)Dokument35 SeitenMetal Casting Process (Engineering Workshop)Vaibhav GoyalNoch keine Bewertungen
- Imp CastingDokument42 SeitenImp CastingMRINAL MAGARNoch keine Bewertungen
- Pp1 Module1 FundamentalsDokument15 SeitenPp1 Module1 FundamentalsAnand BalajiNoch keine Bewertungen
- N CGLDokument70 SeitenN CGLjoshibecNoch keine Bewertungen
- Viden Io Basics of Mechanical Engineering Unit 1 Manufacturing ProcessesDokument145 SeitenViden Io Basics of Mechanical Engineering Unit 1 Manufacturing Processesramesh tNoch keine Bewertungen
- M&M AssignmentDokument5 SeitenM&M AssignmentNo-fuel CharmyNoch keine Bewertungen
- Basic Mechanical EngineeringDokument70 SeitenBasic Mechanical EngineeringHemachandran100% (6)
- Bulk Deformation Processes: RollingDokument17 SeitenBulk Deformation Processes: RollingEthan DanielsNoch keine Bewertungen
- Introduction 1.. FoundryDokument112 SeitenIntroduction 1.. FoundryDhananjay Shimpi100% (1)
- CastingDokument12 SeitenCastingS V Garata ReddyNoch keine Bewertungen
- Best Metal Casting DesignDokument71 SeitenBest Metal Casting DesignVijay Pawar100% (2)
- Metal CastingDokument69 SeitenMetal CastingMohd Mansoor HasanNoch keine Bewertungen
- Manufacturing Process DA-1Dokument11 SeitenManufacturing Process DA-1Suhas AthreyaNoch keine Bewertungen
- Advanced Metal Casting Technology (MAT515) Test One .Dokument18 SeitenAdvanced Metal Casting Technology (MAT515) Test One .Bizuayehu TadesseNoch keine Bewertungen
- ProjectDokument34 SeitenProjectSTAR PRINTINGNoch keine Bewertungen
- Foundery Shop (Ch-6)Dokument121 SeitenFoundery Shop (Ch-6)Shubham VermaNoch keine Bewertungen
- Production TechnologyDokument60 SeitenProduction Technology2mohan7100% (2)
- Pemilba CastingDokument8 SeitenPemilba CastingRefky FNoch keine Bewertungen
- Capabilities: Sand Casting OverviewDokument11 SeitenCapabilities: Sand Casting OverviewChe NivenNoch keine Bewertungen
- Casting Applications: Process Advantages Disadvantages ExamplesDokument13 SeitenCasting Applications: Process Advantages Disadvantages ExamplesVikas JagadeeshNoch keine Bewertungen
- UNit 3 Part A RevisedDokument76 SeitenUNit 3 Part A Revisedraymon sharmaNoch keine Bewertungen
- Hot Working: Forming Can Be Divided Into Two CategoriesDokument9 SeitenHot Working: Forming Can Be Divided Into Two CategoriesNelson AlvarezNoch keine Bewertungen
- Metal Casting - PRPC11Dokument110 SeitenMetal Casting - PRPC11Keshav GargNoch keine Bewertungen
- Piston ManufacturingDokument41 SeitenPiston ManufacturingDima AlinNoch keine Bewertungen
- Pengembangan Komparasi Sand Casting, Invesment Casting, Hot ForgingDokument16 SeitenPengembangan Komparasi Sand Casting, Invesment Casting, Hot ForgingRefky FNoch keine Bewertungen
- 1 Sand CastingDokument21 Seiten1 Sand CastingMayank GroverNoch keine Bewertungen
- Pressure Die PPT InPDFDokument84 SeitenPressure Die PPT InPDFSree RamichettyNoch keine Bewertungen
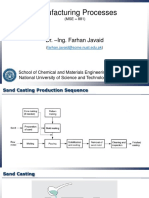
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDokument44 SeitenManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNoch keine Bewertungen
- Steel MaterialsDokument10 SeitenSteel Materialsmanideep219Noch keine Bewertungen
- Overview of Metal CastingDokument43 SeitenOverview of Metal CastingAhmad FaidhiNoch keine Bewertungen
- Sheet Material Untuk Proses PressingDokument4 SeitenSheet Material Untuk Proses PressingeltonNoch keine Bewertungen
- Casting ProcessesDokument48 SeitenCasting ProcessessumikannuNoch keine Bewertungen
- Fabrication of MetalDokument22 SeitenFabrication of MetalaurangzaibNoch keine Bewertungen
- Aluminum Casting Processes.Dokument6 SeitenAluminum Casting Processes.saaNoch keine Bewertungen
- 4.4.2. Mold MakingDokument8 Seiten4.4.2. Mold MakingVinothKumarVinothNoch keine Bewertungen
- Foundry Process:: Casting TermsDokument23 SeitenFoundry Process:: Casting TermskalaivananmekNoch keine Bewertungen
- Investment Casting: Design GuidebookDokument9 SeitenInvestment Casting: Design GuidebookPaing PhyoeNoch keine Bewertungen
- PNC3 - Casting IIDokument4 SeitenPNC3 - Casting IIAlpNoch keine Bewertungen
- Guide Cast Iron WeldingDokument8 SeitenGuide Cast Iron WeldingAgustine SetiawanNoch keine Bewertungen
- Unit 3 Part B RevisedDokument56 SeitenUnit 3 Part B Revisedraymon sharmaNoch keine Bewertungen
- It Is ConsiderationDokument17 SeitenIt Is ConsiderationTulasabai JaiswalNoch keine Bewertungen
- Fundamentals of CastingDokument18 SeitenFundamentals of CastingmutuajayNoch keine Bewertungen
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersVon EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Learn Critical Aspects of Pattern and Mould Making in FoundryVon EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNoch keine Bewertungen
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNoch keine Bewertungen
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsVon EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBewertung: 4 von 5 Sternen4/5 (1)
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesVon EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesBewertung: 4 von 5 Sternen4/5 (1)
- GulfStream Aerospace InterviewDokument2 SeitenGulfStream Aerospace InterviewVy ThoaiNoch keine Bewertungen
- Welaptega InterviewDokument2 SeitenWelaptega InterviewVy ThoaiNoch keine Bewertungen
- Phone Interview: 1. What Do You Know About Our Company?Dokument3 SeitenPhone Interview: 1. What Do You Know About Our Company?Vy ThoaiNoch keine Bewertungen
- Canada: Waiver of Cancellation RefundDokument1 SeiteCanada: Waiver of Cancellation RefundVy ThoaiNoch keine Bewertungen
- Cover Letter - WestJetDokument1 SeiteCover Letter - WestJetVy ThoaiNoch keine Bewertungen
- Temperature Control Using Labview and PLCDokument6 SeitenTemperature Control Using Labview and PLCVy ThoaiNoch keine Bewertungen
- Thomas Ha COMM1000 (MET2) - Audience Purpose ProfileDokument2 SeitenThomas Ha COMM1000 (MET2) - Audience Purpose ProfileVy Thoai100% (1)
- Cover Letter - Jazz AviationDokument1 SeiteCover Letter - Jazz AviationVy ThoaiNoch keine Bewertungen
- Types of WastesDokument1 SeiteTypes of WastesVy ThoaiNoch keine Bewertungen
- Final Lab Mag ParticleDokument15 SeitenFinal Lab Mag ParticleVy ThoaiNoch keine Bewertungen
- Thomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesDokument1 SeiteThomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesVy ThoaiNoch keine Bewertungen
- Icci1000 2019Dokument179 SeitenIcci1000 2019Vy ThoaiNoch keine Bewertungen
- Types of Wastes 1) Information OverflowDokument1 SeiteTypes of Wastes 1) Information OverflowVy ThoaiNoch keine Bewertungen
- Winter 2019 Schedule - Programs V4.5Dokument18 SeitenWinter 2019 Schedule - Programs V4.5Vy ThoaiNoch keine Bewertungen
- (Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Dokument1 Seite(Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Vy ThoaiNoch keine Bewertungen
- Formal Proposal - Memo Format & OutlineDokument2 SeitenFormal Proposal - Memo Format & OutlineVy ThoaiNoch keine Bewertungen
- Code ExamplesDokument11 SeitenCode ExamplesVy ThoaiNoch keine Bewertungen
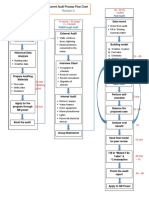
- Revision 2 - Current Audit Process Flow ChartDokument1 SeiteRevision 2 - Current Audit Process Flow ChartVy ThoaiNoch keine Bewertungen
- Coaching Notes MC Design 3Dokument248 SeitenCoaching Notes MC Design 3kristan7100% (1)
- New Approach To Casting Defects Classification and Analysis Supported by SimulationDokument18 SeitenNew Approach To Casting Defects Classification and Analysis Supported by SimulationkkamalakannaNoch keine Bewertungen
- Exploring The Limits of Buffering Process For Both Standard and Micro TubesDokument5 SeitenExploring The Limits of Buffering Process For Both Standard and Micro TubesDenisTarasNoch keine Bewertungen
- Manasije VicDokument7 SeitenManasije VicAli MohsinNoch keine Bewertungen
- BEMechanicalProduction Engineering2015SchemeDokument37 SeitenBEMechanicalProduction Engineering2015SchemerajatjainkkjNoch keine Bewertungen
- R PT Instruction PlanDokument6 SeitenR PT Instruction PlanVipin KumarNoch keine Bewertungen
- ICC-ES-AC 51-18-Acceptance Criteria For Precast Stone VeneerDokument4 SeitenICC-ES-AC 51-18-Acceptance Criteria For Precast Stone VeneerrcNoch keine Bewertungen
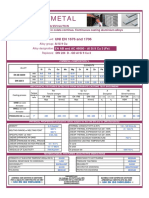
- Raffmetal: UNI EN 1676 and 1706Dokument2 SeitenRaffmetal: UNI EN 1676 and 1706Anshuman RoyNoch keine Bewertungen
- Aluminium DegassingDokument4 SeitenAluminium DegassingJohnNoch keine Bewertungen
- Raffmetal: UNI EN 1676 and 1706Dokument2 SeitenRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNoch keine Bewertungen
- A 447Dokument27 SeitenA 447superman3kNoch keine Bewertungen
- Design of Gating and Riser System For Grate Bar CastingDokument6 SeitenDesign of Gating and Riser System For Grate Bar CastingvaseaNoch keine Bewertungen
- Casting Defects - Sand Mold, Metal CastingDokument11 SeitenCasting Defects - Sand Mold, Metal CastingAlok NayakNoch keine Bewertungen
- Solidification Analysis of Investment Cast Knee Joint ImplantDokument7 SeitenSolidification Analysis of Investment Cast Knee Joint ImplantijsretNoch keine Bewertungen
- Introduction To SolidificationDokument30 SeitenIntroduction To Solidificationpsenthil5657_9223896Noch keine Bewertungen
- Steel MakingDokument35 SeitenSteel MakingBharichalo007Noch keine Bewertungen
- Cold Crack Criterion For ADC12 Aluminum Alloy Die CastingDokument6 SeitenCold Crack Criterion For ADC12 Aluminum Alloy Die CastingVinodNoch keine Bewertungen
- Some Questions With Answers 2Dokument21 SeitenSome Questions With Answers 2RAMAKANT RANANoch keine Bewertungen
- EzeeplastDokument2 SeitenEzeeplastSourabh BansalNoch keine Bewertungen
- LMS Week 2 Metal CastingDokument46 SeitenLMS Week 2 Metal CastingKarthi Kewl100% (1)
- Introduction of Internship: "Organization Study With References To Sve Casting" BallariDokument23 SeitenIntroduction of Internship: "Organization Study With References To Sve Casting" BallariPavan Kumar MedaNoch keine Bewertungen
- Grain Selection During Solidification in Spiral Grain SelectorDokument8 SeitenGrain Selection During Solidification in Spiral Grain SelectornaderbahramiNoch keine Bewertungen
- Lab Report Injection MoldingDokument4 SeitenLab Report Injection MoldingMuzamil RazaNoch keine Bewertungen
- New Microsoft Word DocumentDokument4 SeitenNew Microsoft Word DocumentEngr Arfan Ali DhamrahoNoch keine Bewertungen
- Casting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantDokument7 SeitenCasting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantSudhir KumarNoch keine Bewertungen
- UntitledDokument513 SeitenUntitledLalit SharmaNoch keine Bewertungen
- C617 CappingDokument6 SeitenC617 CappingTavo Suarez C100% (1)
- Analysis of Degradation Processes On Shot Sleeves Made From New Si-Mo Cast Iron in Aluminium High Pressure Die Casting - A Case StudyDokument19 SeitenAnalysis of Degradation Processes On Shot Sleeves Made From New Si-Mo Cast Iron in Aluminium High Pressure Die Casting - A Case StudyVictor RodriguesNoch keine Bewertungen
- Feeding Systems eDokument12 SeitenFeeding Systems eadamastortoNoch keine Bewertungen
- Elements in Machine Design (J.T.) Module 14Dokument6 SeitenElements in Machine Design (J.T.) Module 14allovidNoch keine Bewertungen