Das könnte Ihnen auch gefallen
- 6Dokument1 Seite6Shubham KaushikNoch keine Bewertungen
- 2Dokument1 Seite2Shubham KaushikNoch keine Bewertungen
- 8Dokument1 Seite8Shubham KaushikNoch keine Bewertungen
- 5Dokument1 Seite5Shubham KaushikNoch keine Bewertungen
- 3Dokument1 Seite3Shubham KaushikNoch keine Bewertungen
- 7Dokument1 Seite7Shubham KaushikNoch keine Bewertungen
- 4Dokument1 Seite4Shubham KaushikNoch keine Bewertungen
- 1Dokument1 Seite1Shubham KaushikNoch keine Bewertungen
- Clearias Current Affairs Capsule June 2018Dokument58 SeitenClearias Current Affairs Capsule June 2018Shubham KaushikNoch keine Bewertungen
- English Grammar Shortcut Rules PDFDokument15 SeitenEnglish Grammar Shortcut Rules PDFNiranjan Sharma79% (14)
- 100 Error Spotting Rules With Examples SSBCrack PDFDokument64 Seiten100 Error Spotting Rules With Examples SSBCrack PDFSakura KinomotoNoch keine Bewertungen
- Unsymmetrical Bending - CompressedDokument48 SeitenUnsymmetrical Bending - CompressedShubham KaushikNoch keine Bewertungen
- Research Article: Force Control For A Pneumatic Cylinder Using Generalized Predictive Controller ApproachDokument6 SeitenResearch Article: Force Control For A Pneumatic Cylinder Using Generalized Predictive Controller ApproachShubham KaushikNoch keine Bewertungen
- Research Article: Force Control For A Pneumatic Cylinder Using Generalized Predictive Controller ApproachDokument6 SeitenResearch Article: Force Control For A Pneumatic Cylinder Using Generalized Predictive Controller ApproachShubham KaushikNoch keine Bewertungen
- Modern Lighting (Automobile)Dokument25 SeitenModern Lighting (Automobile)Shubham KaushikNoch keine Bewertungen
- Machine Drawing PPT1 Part1Dokument25 SeitenMachine Drawing PPT1 Part1Shubham KaushikNoch keine Bewertungen
- 3 - Modern Lighting 3 PDFDokument7 Seiten3 - Modern Lighting 3 PDFShubham KaushikNoch keine Bewertungen
- Festo Pneumatics Basic Workbook TP101Dokument194 SeitenFesto Pneumatics Basic Workbook TP101Dimitar_Garpov_8272Noch keine Bewertungen
- Business Model Canvas With Explanations PDFDokument1 SeiteBusiness Model Canvas With Explanations PDFShubham KaushikNoch keine Bewertungen
- Machine Drawing UME 303: Credit 3 - 1L-2T-2TDokument25 SeitenMachine Drawing UME 303: Credit 3 - 1L-2T-2TShubham KaushikNoch keine Bewertungen
- 3 Orthogonal Cutting Part IIDokument4 Seiten3 Orthogonal Cutting Part IIShubham KaushikNoch keine Bewertungen
- WT 1Dokument31 SeitenWT 1Shubham KaushikNoch keine Bewertungen
- WT 1Dokument31 SeitenWT 1Shubham KaushikNoch keine Bewertungen
- Ecosystem ..Dokument27 SeitenEcosystem ..Shubham KaushikNoch keine Bewertungen
- Welded Joints Welded Joints: Vedat Temiz Assistant Professor of Machine DesignDokument34 SeitenWelded Joints Welded Joints: Vedat Temiz Assistant Professor of Machine DesignRam RanjanNoch keine Bewertungen
- Natural ResourcesDokument47 SeitenNatural ResourcesShubham KaushikNoch keine Bewertungen
- Alloying ElementsDokument18 SeitenAlloying ElementsShubham KaushikNoch keine Bewertungen
- Gear Selector MechanismDokument7 SeitenGear Selector MechanismShubham KaushikNoch keine Bewertungen
- ClutchesDokument10 SeitenClutchesShubham KaushikNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- First Aid Transportation of The InjuredDokument30 SeitenFirst Aid Transportation of The InjuredMuhammad Naveed Akhtar100% (1)
- HSG 2023 KeyDokument36 SeitenHSG 2023 Keyle827010Noch keine Bewertungen
- Self-Efficacy and Academic Stressors in University StudentsDokument9 SeitenSelf-Efficacy and Academic Stressors in University StudentskskkakleirNoch keine Bewertungen
- HSG Vs SonohysterographyDokument4 SeitenHSG Vs Sonohysterography#15Noch keine Bewertungen
- Week1 TutorialsDokument1 SeiteWeek1 TutorialsAhmet Bahadır ŞimşekNoch keine Bewertungen
- Dr. Babasaheb Ambedkar Technological UniversityDokument3 SeitenDr. Babasaheb Ambedkar Technological UniversityalfajNoch keine Bewertungen
- The Abcs of Edi: A Comprehensive Guide For 3Pl Warehouses: White PaperDokument12 SeitenThe Abcs of Edi: A Comprehensive Guide For 3Pl Warehouses: White PaperIgor SangulinNoch keine Bewertungen
- Nugent 2010 Chapter 3Dokument13 SeitenNugent 2010 Chapter 3Ingrid BobosNoch keine Bewertungen
- 1 s2.0 S0378432004002465 MainDokument20 Seiten1 s2.0 S0378432004002465 MainMuhammad JameelNoch keine Bewertungen
- Communication MethodDokument30 SeitenCommunication MethodMisganaw GishenNoch keine Bewertungen
- Chapter 8 - Current Electricity - Selina Solutions Concise Physics Class 10 ICSE - KnowledgeBoatDokument123 SeitenChapter 8 - Current Electricity - Selina Solutions Concise Physics Class 10 ICSE - KnowledgeBoatskjNoch keine Bewertungen
- Technical Data - Tad1342veDokument9 SeitenTechnical Data - Tad1342veRachid SmailiNoch keine Bewertungen
- Review On Antibiotic Reidues in Animl ProductsDokument6 SeitenReview On Antibiotic Reidues in Animl ProductsMa. Princess LumainNoch keine Bewertungen
- Idoc - Pub - Pokemon Liquid Crystal PokedexDokument19 SeitenIdoc - Pub - Pokemon Liquid Crystal PokedexPerfect SlaNaaCNoch keine Bewertungen
- Nodal Analysis Collection 2Dokument21 SeitenNodal Analysis Collection 2Manoj ManmathanNoch keine Bewertungen
- EQUIP9-Operations-Use Case ChallengeDokument6 SeitenEQUIP9-Operations-Use Case ChallengeTushar ChaudhariNoch keine Bewertungen
- 8A L31 Phiếu BTDokument7 Seiten8A L31 Phiếu BTviennhuNoch keine Bewertungen
- SeaTrust HullScan UserGuide Consolidated Rev01Dokument203 SeitenSeaTrust HullScan UserGuide Consolidated Rev01bong2rmNoch keine Bewertungen
- Tushnet - An Essay On RightsDokument43 SeitenTushnet - An Essay On RightslarisamannNoch keine Bewertungen
- Embedded System Lab ManualDokument67 SeitenEmbedded System Lab Manualsaim100% (1)
- Vicente BSC2-4 WhoamiDokument3 SeitenVicente BSC2-4 WhoamiVethinaVirayNoch keine Bewertungen
- By Vaibhav Pandya S R.information Security Consultant M.Tech Solutions (India) PVT - LTDDokument22 SeitenBy Vaibhav Pandya S R.information Security Consultant M.Tech Solutions (India) PVT - LTDtsegay.csNoch keine Bewertungen
- PC300-8 New ModelDokument22 SeitenPC300-8 New Modeljacklyn ade putra100% (2)
- Passive Income System 2Dokument2 SeitenPassive Income System 2Antonio SyamsuriNoch keine Bewertungen
- PTE Writing FormatDokument8 SeitenPTE Writing FormatpelizNoch keine Bewertungen
- TSR 9440 - Ruined KingdomsDokument128 SeitenTSR 9440 - Ruined KingdomsJulien Noblet100% (15)
- Using Ms-Dos 6.22Dokument1.053 SeitenUsing Ms-Dos 6.22lorimer78100% (3)
- Smashing HTML5 (Smashing Magazine Book Series)Dokument371 SeitenSmashing HTML5 (Smashing Magazine Book Series)tommannanchery211Noch keine Bewertungen
- Brianna Pratt - l3stl1 - Dsu Lesson Plan TemplateDokument5 SeitenBrianna Pratt - l3stl1 - Dsu Lesson Plan Templateapi-593886164Noch keine Bewertungen
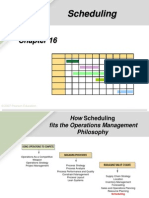
- SchedulingDokument47 SeitenSchedulingKonark PatelNoch keine Bewertungen