Das könnte Ihnen auch gefallen
- Durgapur Steel PlantDokument33 SeitenDurgapur Steel Plantpremsukh100% (1)
- Coal Quality and SLagDokument35 SeitenCoal Quality and SLagclparkNoch keine Bewertungen
- pp043-049 ms18Dokument6 Seitenpp043-049 ms18Srikanth SrikantiNoch keine Bewertungen
- Recarburant Agents For Induction Furnace in SmeltingDokument19 SeitenRecarburant Agents For Induction Furnace in SmeltingashokjkhannaNoch keine Bewertungen
- Mill Scale in SinteringDokument6 SeitenMill Scale in SinteringRam Babu RamzzNoch keine Bewertungen
- 10 11648 J Ajcbe 20210502 13Dokument6 Seiten10 11648 J Ajcbe 20210502 13Shivangi GargNoch keine Bewertungen
- Clinker Reactivity Presentation - Sept 2012 - LafargeDokument33 SeitenClinker Reactivity Presentation - Sept 2012 - LafargeTin Nguyen100% (5)
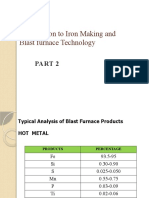
- Introduction To Iron Making and Blast Furnace TechnologyDokument24 SeitenIntroduction To Iron Making and Blast Furnace TechnologyDevansh MankarNoch keine Bewertungen
- Cobre Polvo HandbookDokument5 SeitenCobre Polvo HandbookJavo BarrelNoch keine Bewertungen
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryDokument15 SeitenCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedNoch keine Bewertungen
- Coking CoalDokument13 SeitenCoking CoalAhmad Faozan0% (1)
- Cracking EvaluationDokument17 SeitenCracking Evaluationهوا عجلون-المهندسNoch keine Bewertungen
- Report - Bikramdev Padhi - PGCSL 2 - BRO TS 19044Dokument10 SeitenReport - Bikramdev Padhi - PGCSL 2 - BRO TS 19044BikramdevPadhiNoch keine Bewertungen
- Secondary Lead ProcessingDokument13 SeitenSecondary Lead ProcessingmanojNoch keine Bewertungen
- 2 YDK 669.1:622.267 O. P Baidin, V. I. Rostovsky, D.E EsezoborDokument11 Seiten2 YDK 669.1:622.267 O. P Baidin, V. I. Rostovsky, D.E EsezoborROWHEITNoch keine Bewertungen
- Ce - CeriumDokument9 SeitenCe - CeriumNovitasariNoch keine Bewertungen
- Ferrite Processing: Powder Preparation-Raw Materials SelectionDokument66 SeitenFerrite Processing: Powder Preparation-Raw Materials Selection吳尚謙Noch keine Bewertungen
- BF 00764506Dokument11 SeitenBF 00764506Mohammed GhanemNoch keine Bewertungen
- Boiler PreservationDokument35 SeitenBoiler PreservationANKUSH YOGINoch keine Bewertungen
- Effect of Curing Methods On The Properties ofDokument32 SeitenEffect of Curing Methods On The Properties ofSravanthi MeharNoch keine Bewertungen
- Cement Aggregate Concrete Durability LectureDokument33 SeitenCement Aggregate Concrete Durability LectureManoj Kumar SinghNoch keine Bewertungen
- Sorbent Cost and Performance in CO2 Capture SystemsDokument5 SeitenSorbent Cost and Performance in CO2 Capture SystemsserchNoch keine Bewertungen
- Fly Ash (Pulverised Fuel Ash-Pfa) : Asst. Prof. Dr. Sevket BOSTANCIDokument44 SeitenFly Ash (Pulverised Fuel Ash-Pfa) : Asst. Prof. Dr. Sevket BOSTANCIatousazakariaeiNoch keine Bewertungen
- Effect of Silica Fume On The Properties of Concrete: (Ijerat)Dokument5 SeitenEffect of Silica Fume On The Properties of Concrete: (Ijerat)Ohnmar OmNoch keine Bewertungen
- Coke Oven PlantDokument45 SeitenCoke Oven PlantSameer Shekhar100% (1)
- Escorias IngDokument96 SeitenEscorias IngRoger Edward May AguirreNoch keine Bewertungen
- E Slags For Ladle and Tundish - IDS - 08Dokument10 SeitenE Slags For Ladle and Tundish - IDS - 08tobiasNoch keine Bewertungen
- Moses - GC - Spe 1987 39 PehDokument28 SeitenMoses - GC - Spe 1987 39 PehPorfirio AguileraNoch keine Bewertungen
- Alkaline Activation of Blastfurnace Slag For The Production of Special BindersDokument9 SeitenAlkaline Activation of Blastfurnace Slag For The Production of Special BindersDaniel GomesNoch keine Bewertungen
- Research 1 JSAER2017 04 12 450 462Dokument13 SeitenResearch 1 JSAER2017 04 12 450 462Dr. Mohamed AliNoch keine Bewertungen
- Ict Mega PaperDokument17 SeitenIct Mega PaperrichardstormNoch keine Bewertungen
- TN1361R2Dokument22 SeitenTN1361R2ClydeUnionNoch keine Bewertungen
- Petcokeforjsw 180403121743Dokument89 SeitenPetcokeforjsw 180403121743Hamed MostafaNoch keine Bewertungen
- Burnability and Clinkerization of Cement Raw-MixesDokument47 SeitenBurnability and Clinkerization of Cement Raw-MixesNguyen Tuan100% (4)
- Basic Oxygen Steelmaking Converter LivesDokument16 SeitenBasic Oxygen Steelmaking Converter LivesBagas Prasetyawan Adi NugrohoNoch keine Bewertungen
- Chapter 5 Characterisation of Limestone and LimeDokument37 SeitenChapter 5 Characterisation of Limestone and LimeYuni_Arifwati_5495Noch keine Bewertungen
- 2 3LimeKilnChemistryEffectsonOperationsDokument10 Seiten2 3LimeKilnChemistryEffectsonOperationsDamme Haulion SidabutarNoch keine Bewertungen
- Chemical Composition of Clinker and Fly Ash From Lignite Fired Power PlantsDokument8 SeitenChemical Composition of Clinker and Fly Ash From Lignite Fired Power PlantsNam HuynhNoch keine Bewertungen
- Pca Cap4 Lectura AguaDokument6 SeitenPca Cap4 Lectura AguabrayanNoch keine Bewertungen
- Performance Analysis of A Smelting ReactDokument6 SeitenPerformance Analysis of A Smelting ReactMARCELO HINOJOSA HERNANDEZNoch keine Bewertungen
- 0 Electrode Materials: 2.1 LeadDokument17 Seiten0 Electrode Materials: 2.1 LeadpurushothamkrNoch keine Bewertungen
- Cu NI Versus Al BRDokument7 SeitenCu NI Versus Al BRJasbir ChaudharyNoch keine Bewertungen
- Chapter On1Dokument10 SeitenChapter On1Richard YeboahNoch keine Bewertungen
- Lecture 02 Fly AshDokument16 SeitenLecture 02 Fly AshShaheryar MansoorNoch keine Bewertungen
- 90-10 Copper-Nickel vs. Aluminum BrassDokument7 Seiten90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqNoch keine Bewertungen
- Slag Fundamentals & Phase DiagramsDokument38 SeitenSlag Fundamentals & Phase DiagramsNicole Altamirano Catalán100% (1)
- Crundwell 2011Dokument14 SeitenCrundwell 2011Jadhira RamirezNoch keine Bewertungen
- KME CuNI Welding ProcedureDokument11 SeitenKME CuNI Welding ProcedureJoaoNoch keine Bewertungen
- PDF Ce Report 61 e 12 2017Dokument28 SeitenPDF Ce Report 61 e 12 2017RAUL FERNANDO VELOZ GUERRA100% (1)
- Corrosion Resistance Chart FlowserveDokument8 SeitenCorrosion Resistance Chart FlowserveLuis SudNoch keine Bewertungen
- Basic Oxygen FurnaceDokument30 SeitenBasic Oxygen FurnacePatel Ki BahuNoch keine Bewertungen
- Coal UtilizationDokument50 SeitenCoal UtilizationNoviandryNoch keine Bewertungen
- Innovations in Portland Cement Manufacturing Chap. 2.2Dokument16 SeitenInnovations in Portland Cement Manufacturing Chap. 2.2dmitriy chaplickNoch keine Bewertungen
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDokument16 SeitenTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- Jasinski 1987Dokument5 SeitenJasinski 1987Het DedhiaNoch keine Bewertungen
- Die Casting AlloysDokument6 SeitenDie Casting AlloyskeeblerkhanNoch keine Bewertungen
- Raw MixDokument22 SeitenRaw Mixmahendra senNoch keine Bewertungen
- Superalloys 2005 601 611Dokument11 SeitenSuperalloys 2005 601 611Anonymous KzJcjGCJbNoch keine Bewertungen
- Influence of Charcoal Replacing Coke On Microstructure and Reduction Properties of Iron Ore SinterDokument6 SeitenInfluence of Charcoal Replacing Coke On Microstructure and Reduction Properties of Iron Ore SinterSuporn KittivinitchnunNoch keine Bewertungen
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingVon EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNoch keine Bewertungen
- Microsoft Project Partner List - December 2019Dokument9 SeitenMicrosoft Project Partner List - December 2019Walton BangladeshNoch keine Bewertungen
- Precision Coaching and Development With The CPI 260 AssessmentDokument8 SeitenPrecision Coaching and Development With The CPI 260 AssessmentWalton BangladeshNoch keine Bewertungen
- Using Self Awareness To Fill Your Leadership PipelineDokument12 SeitenUsing Self Awareness To Fill Your Leadership PipelineWalton BangladeshNoch keine Bewertungen
- Quantitative Inspection On Graphite Length of Grey IronDokument5 SeitenQuantitative Inspection On Graphite Length of Grey IronWalton BangladeshNoch keine Bewertungen
- RMZ56 0521-0530 PDFDokument10 SeitenRMZ56 0521-0530 PDFWalton BangladeshNoch keine Bewertungen
- Whole PDFDokument201 SeitenWhole PDFWalton BangladeshNoch keine Bewertungen
- Carbolux G (CS Brochure)Dokument1 SeiteCarbolux G (CS Brochure)Walton BangladeshNoch keine Bewertungen
- Metal CastingDokument7 SeitenMetal CastingWalton BangladeshNoch keine Bewertungen
- Blowhole Defect in Sand CastingDokument33 SeitenBlowhole Defect in Sand CastingWalton BangladeshNoch keine Bewertungen
- CarburizerDokument28 SeitenCarburizerWalton BangladeshNoch keine Bewertungen
- Additives and Refractories Report in FoundryDokument20 SeitenAdditives and Refractories Report in FoundryWalton BangladeshNoch keine Bewertungen
- Source Clasiffication CodeDokument255 SeitenSource Clasiffication Codeerev_20Noch keine Bewertungen
- CIL&SCCL Ncwa-XDokument92 SeitenCIL&SCCL Ncwa-XSandeep PatelNoch keine Bewertungen
- A Project On Analysing Lam Coke in MMTCDokument56 SeitenA Project On Analysing Lam Coke in MMTCHriday PrasadNoch keine Bewertungen
- A Report On Industrial VisitDokument19 SeitenA Report On Industrial Visitgbhambarde100% (1)
- FuelDokument41 SeitenFuelJasmine-Nezzar ImbigNoch keine Bewertungen
- Coal Technology Presentation PDFDokument24 SeitenCoal Technology Presentation PDFyondelaNoch keine Bewertungen
- Fossil Fuels:: Coal and PetroleumDokument3 SeitenFossil Fuels:: Coal and PetroleumRajini ENoch keine Bewertungen
- Parameter Kualitas Batubara - NeoDokument34 SeitenParameter Kualitas Batubara - Neohimma aulia100% (1)
- Lecture 21 PDFDokument14 SeitenLecture 21 PDFMehmet Arvasi100% (1)
- 1.7.1 Backfill CarbonDokument3 Seiten1.7.1 Backfill CarbonSoltani AliNoch keine Bewertungen
- SinteringDokument5 SeitenSinteringdfhhjjjNoch keine Bewertungen
- AFRC - Improving Performance of Coker HeatersDokument29 SeitenAFRC - Improving Performance of Coker Heatersashutosh_garg_10Noch keine Bewertungen
- Final ProjectDokument32 SeitenFinal ProjectRama Ranjan SamantarayNoch keine Bewertungen
- Energy Resources of India Iasmania - Civil Services Preparation Online ! UPSC & IAS Study MaterialDokument7 SeitenEnergy Resources of India Iasmania - Civil Services Preparation Online ! UPSC & IAS Study MaterialCecil ThompsonNoch keine Bewertungen
- Coal and Petroleum: E E E E E P P P P PDokument6 SeitenCoal and Petroleum: E E E E E P P P P PMaharghya BiswasNoch keine Bewertungen
- Module-3: Prepared by Suchisnata Pradhani Department of Chemical EngineeringDokument9 SeitenModule-3: Prepared by Suchisnata Pradhani Department of Chemical EngineeringSadhan PadhiNoch keine Bewertungen
- Coke Formation in The Thermal CrackinDokument7 SeitenCoke Formation in The Thermal Crackinfaez100% (1)
- SS1 Chemistry 3rd Term Lesson Note PDFDokument97 SeitenSS1 Chemistry 3rd Term Lesson Note PDFmichael nwoyeNoch keine Bewertungen
- Petrochemical IncidentsDokument150 SeitenPetrochemical Incidentsmokshaq7Noch keine Bewertungen
- Repeatability & ReproducibilityDokument23 SeitenRepeatability & ReproducibilityYantiyanti IINoch keine Bewertungen
- Jimmy Vaniya Assistant Professor Mining Engineering Department Government Engineering College-Bhuj Mo.9998781800Dokument18 SeitenJimmy Vaniya Assistant Professor Mining Engineering Department Government Engineering College-Bhuj Mo.9998781800MAZHARNoch keine Bewertungen
- Project ReportDokument39 SeitenProject ReportMd Sahanawaz100% (2)
- CO2 Data Collection: User Guide, Version 10Dokument25 SeitenCO2 Data Collection: User Guide, Version 10PRASAD ENVIRONoch keine Bewertungen
- Factors Affecting Coke Rate in A Blast Furnace - Ispatguru PDFDokument3 SeitenFactors Affecting Coke Rate in A Blast Furnace - Ispatguru PDFWallisson Mendes OsiasNoch keine Bewertungen
- Siting of IndustriesDokument16 SeitenSiting of IndustriesnunukantaNoch keine Bewertungen
- 1 Boiler Performance and DesignDokument136 Seiten1 Boiler Performance and DesignLakshmi NarayanNoch keine Bewertungen
- Itmk3 Process: Shoichi Kikuchi, Shuzo Ito, Dr. Isao Kobayashi, Osamu Tsuge, Koji TokudaDokument8 SeitenItmk3 Process: Shoichi Kikuchi, Shuzo Ito, Dr. Isao Kobayashi, Osamu Tsuge, Koji TokudabalaasenthilNoch keine Bewertungen
- D3038 - 93 (Reapproved 2010) PDFDokument5 SeitenD3038 - 93 (Reapproved 2010) PDFPOSSDNoch keine Bewertungen
- D3176Dokument3 SeitenD3176Luis Alberto Curtidor GuataquiNoch keine Bewertungen
- Numerical Analysis Blast Furnace PDFDokument9 SeitenNumerical Analysis Blast Furnace PDFLTE002Noch keine Bewertungen