Das könnte Ihnen auch gefallen
- WPS - 024Dokument4 SeitenWPS - 024MAT-LIONNoch keine Bewertungen
- Stainless steel welding procedure qualification recordDokument1 SeiteStainless steel welding procedure qualification recordchandraNoch keine Bewertungen
- Weld Checklist PQRDokument2 SeitenWeld Checklist PQRScott Trainor100% (1)
- Weldspec ASME PQRDokument2 SeitenWeldspec ASME PQRSunil KumarNoch keine Bewertungen
- WELDER QUAL TEST REPORTDokument1 SeiteWELDER QUAL TEST REPORTtantri.hellyanti100% (1)
- Piping WPS SMAWDokument2 SeitenPiping WPS SMAWJk KarthikNoch keine Bewertungen
- WELDING PROCEDURE SPECIFICATIONSDokument6 SeitenWELDING PROCEDURE SPECIFICATIONSMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- WPSDokument1 SeiteWPSNidhinkorothNoch keine Bewertungen
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Dokument14 SeitenList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNoch keine Bewertungen
- Dynamic Balancing Machines Measure and Correct UnbalanceDokument9 SeitenDynamic Balancing Machines Measure and Correct UnbalanceAmmar Al-Aghbari100% (1)
- For Fillet Weld Joint Project:Production ManifoldDokument1 SeiteFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- PQRDokument2 SeitenPQRafqzfieNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument2 SeitenWelding Procedure Specification (WPS)Abdulmecit YetisNoch keine Bewertungen
- WPS FormatDokument2 SeitenWPS FormatAmit SarkarNoch keine Bewertungen
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Dokument3 SeitenWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Dokument1 SeiteQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuNoch keine Bewertungen
- CEng Pink BookDokument46 SeitenCEng Pink BookAhmad DanielNoch keine Bewertungen
- WpsDokument3 SeitenWpsPankaj KumarNoch keine Bewertungen
- Welding and Gas CuttingDokument2 SeitenWelding and Gas CuttingKrishna Patil100% (1)
- HAZID Workshop PDFDokument45 SeitenHAZID Workshop PDFNora Afzam Abd Wahab100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDokument6 SeitenWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Playing Arpeggios Over Changes Ex in DmajDokument4 SeitenPlaying Arpeggios Over Changes Ex in DmajMiguel PereiraNoch keine Bewertungen
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDokument6 SeitenWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNoch keine Bewertungen
- 1000 Most Common Words in English - Numbers Vocabulary For 1Dokument12 Seiten1000 Most Common Words in English - Numbers Vocabulary For 1izmitlimonNoch keine Bewertungen
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Dokument3 SeitenWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNoch keine Bewertungen
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDokument3 SeitenWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNoch keine Bewertungen
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokument2 Seiten(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welding Procedure Specification for Vertical Storage TanksDokument6 SeitenWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNoch keine Bewertungen
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDokument1 SeiteWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNoch keine Bewertungen
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Dokument2 SeitenWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNoch keine Bewertungen
- Tax Review (Taxrev) BSA 4th Year (Saturday, 8:00AM - 11:00AM) I - Multiple ChoiceDokument8 SeitenTax Review (Taxrev) BSA 4th Year (Saturday, 8:00AM - 11:00AM) I - Multiple ChoiceDavidson Galvez0% (1)
- Surge TankDokument2 SeitenSurge TankBilel MarkosNoch keine Bewertungen
- WPS PQR Procedure PDFDokument31 SeitenWPS PQR Procedure PDFsudeesh kumarNoch keine Bewertungen
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDokument3 SeitenWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNoch keine Bewertungen
- Guidance To Prepare Wps PQR For WeldingDokument1 SeiteGuidance To Prepare Wps PQR For WeldingHamid MansouriNoch keine Bewertungen
- Proposed WPSDokument2 SeitenProposed WPSChisom Ikengwu100% (2)
- Hardness Test Report: Test Details Machine DetailsDokument1 SeiteHardness Test Report: Test Details Machine DetailsESHWAR CHARYNoch keine Bewertungen
- PQR 01 PDFDokument2 SeitenPQR 01 PDFVijay BhaleraoNoch keine Bewertungen
- Aws 001Dokument1 SeiteAws 001akshay sarfareNoch keine Bewertungen
- API 570 FormulasDokument2 SeitenAPI 570 FormulasArif Mokhtar89% (9)
- Piping WpsDokument37 SeitenPiping WpsZulfokar FahdawiNoch keine Bewertungen
- Aws d1.1 WPS, PQR & WQTDokument4 SeitenAws d1.1 WPS, PQR & WQTWeld Bro SandeepNoch keine Bewertungen
- Nonequilibrium Statistical MechanicsDokument299 SeitenNonequilibrium Statistical MechanicsKshitij LauriaNoch keine Bewertungen
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Dokument2 SeitenWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNoch keine Bewertungen
- Wps Mma PipeDokument2 SeitenWps Mma PipeDimitris NikouNoch keine Bewertungen
- Welders CertDokument11 SeitenWelders CertAhmed GomaaNoch keine Bewertungen
- WPQ-1083 3G PDFDokument2 SeitenWPQ-1083 3G PDFduendex360100% (1)
- QW 483Dokument2 SeitenQW 483delta lab sangliNoch keine Bewertungen
- Physics: OxfordDokument224 SeitenPhysics: OxfordMusic Life100% (1)
- WPQR Welding Procedure Qualification RecordsDokument3 SeitenWPQR Welding Procedure Qualification Recordsramesh rajaNoch keine Bewertungen
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Dokument2 SeitenWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNoch keine Bewertungen
- WPQ WeldCanada PDFDokument1 SeiteWPQ WeldCanada PDFAhmad DanielNoch keine Bewertungen
- GTAW Welding Process ParametersDokument12 SeitenGTAW Welding Process Parametersmiteshpatel191Noch keine Bewertungen
- Fcaw 16 THKDokument5 SeitenFcaw 16 THKparesh2387Noch keine Bewertungen
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDokument31 SeitenALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNoch keine Bewertungen
- Report on Welding Procedure Specifications for Single V-Groove JointsDokument15 SeitenReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Welding Procedure Qualification Record: Shipyard LogoDokument4 SeitenWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- Company Logo Added to QAP DocumentDokument4 SeitenCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- QW-484A (WPQ) GTAW 4MM FilletDokument2 SeitenQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- PQR & WPQ Standard Testing Parameter WorksheetDokument4 SeitenPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNoch keine Bewertungen
- WOPQ Form English1Dokument2 SeitenWOPQ Form English1oaperuchenaNoch keine Bewertungen
- Welding Procedure Specification For GTAW & GMAWDokument4 SeitenWelding Procedure Specification For GTAW & GMAWanh thoNoch keine Bewertungen
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDokument1 SeiteSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNoch keine Bewertungen
- WPQ Is 2062 Haresh Shah W1Dokument1 SeiteWPQ Is 2062 Haresh Shah W1Anand KesarkarNoch keine Bewertungen
- Welder Operators Qualification TestDokument2 SeitenWelder Operators Qualification Testlokifarad100% (1)
- WPS API1104 A516 GR 70Dokument1 SeiteWPS API1104 A516 GR 70Erick HoganNoch keine Bewertungen
- Aic Asf PQR 133Dokument3 SeitenAic Asf PQR 133AHMED MEDANYNoch keine Bewertungen
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Dokument3 SeitenNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNoch keine Bewertungen
- Welding Procedure SpecificationDokument4 SeitenWelding Procedure SpecificationBhargav BbvsNoch keine Bewertungen
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Dokument3 SeitenNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNoch keine Bewertungen
- PWPS CS To SS446-3Dokument5 SeitenPWPS CS To SS446-3BIIS QAQC Babu SivaNoch keine Bewertungen
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Dokument9 Seiten(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNoch keine Bewertungen
- MT 10 Om 02 LDokument20 SeitenMT 10 Om 02 LAhmad DanielNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFAhmad Daniel100% (1)
- API Exams CalculationsDokument20 SeitenAPI Exams CalculationssyedsayeediNoch keine Bewertungen
- LP Formulation MITDokument27 SeitenLP Formulation MITAhmad DanielNoch keine Bewertungen
- BLOB AnalysisDokument9 SeitenBLOB AnalysisAhmad DanielNoch keine Bewertungen
- Periodic Table IsotopesDokument1 SeitePeriodic Table IsotopeslamantreveurNoch keine Bewertungen
- NRC - 10 CFR Part 20-Standards For Protection Against RadiationDokument81 SeitenNRC - 10 CFR Part 20-Standards For Protection Against RadiationAhmad DanielNoch keine Bewertungen
- NRC Regulations for Industrial RadiographyDokument24 SeitenNRC Regulations for Industrial RadiographyAhmad DanielNoch keine Bewertungen
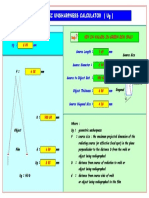
- UgCalculator V1.1Dokument1 SeiteUgCalculator V1.1Ahmad DanielNoch keine Bewertungen
- Target Band 7 Trial Listening Edition4Dokument3 SeitenTarget Band 7 Trial Listening Edition4Ahmad DanielNoch keine Bewertungen
- NRC - 10 CFR Part 71-Packaging and Transportation of Radioactive MaterialDokument70 SeitenNRC - 10 CFR Part 71-Packaging and Transportation of Radioactive MaterialAhmad DanielNoch keine Bewertungen
- Alessandro Amp ArticleDokument1 SeiteAlessandro Amp ArticleAhmad DanielNoch keine Bewertungen
- MT 10 Om 02 LDokument20 SeitenMT 10 Om 02 LAhmad DanielNoch keine Bewertungen
- WA Sabrina Hi Fi News 08-15Dokument3 SeitenWA Sabrina Hi Fi News 08-15Ahmad DanielNoch keine Bewertungen
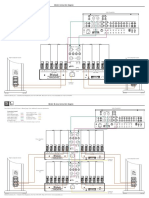
- MC452 Connection DiagramDokument2 SeitenMC452 Connection DiagramAhmad DanielNoch keine Bewertungen
- Blues Scale W/tapping: 3-Notes Per Strings Mayones School #5Dokument1 SeiteBlues Scale W/tapping: 3-Notes Per Strings Mayones School #5Ahmad DanielNoch keine Bewertungen
- XLogic X-Desk Install GuideDokument48 SeitenXLogic X-Desk Install GuideAhmad DanielNoch keine Bewertungen
- X-Desk X-Panded Recall SheetDokument1 SeiteX-Desk X-Panded Recall SheetAhmad DanielNoch keine Bewertungen
- Audeze LCD-X PathosDokument3 SeitenAudeze LCD-X PathosAhmad DanielNoch keine Bewertungen
- Funk Guitar Rhythms Pt1 PDFDokument2 SeitenFunk Guitar Rhythms Pt1 PDFAlvaro RodriguesNoch keine Bewertungen
- Bigsby Parts 2010Dokument85 SeitenBigsby Parts 2010Ahmad DanielNoch keine Bewertungen
- Hamka Dibawah Lindungan KabahDokument1 SeiteHamka Dibawah Lindungan KabahAhmad DanielNoch keine Bewertungen
- HFN Pro-JectClassic LowresDokument3 SeitenHFN Pro-JectClassic LowresAhmad DanielNoch keine Bewertungen
- WA Sabrina Hi Fi News 08-15Dokument3 SeitenWA Sabrina Hi Fi News 08-15Ahmad DanielNoch keine Bewertungen
- HFN Pro-JectClassic LowresDokument3 SeitenHFN Pro-JectClassic LowresAhmad DanielNoch keine Bewertungen
- 3 Goshu 3Dokument18 Seiten3 Goshu 3nega cheruNoch keine Bewertungen
- Bachelor of Engineering (Hons) Chemical Course OutlineDokument2 SeitenBachelor of Engineering (Hons) Chemical Course OutlineWan Mohammad Faris FahmiNoch keine Bewertungen
- Rotational Motion Engineering Mechanics IIT KanpurDokument67 SeitenRotational Motion Engineering Mechanics IIT KanpurNitin SharmaNoch keine Bewertungen
- Sliit L Epdc 15Dokument108 SeitenSliit L Epdc 15sulochana priyashanNoch keine Bewertungen
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDokument5 SeitenTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowNoch keine Bewertungen
- Produktkatalog 2019 WebDokument280 SeitenProduktkatalog 2019 WebbagastcNoch keine Bewertungen
- 1 - WTE Forum - Info About WTE in The PhilippinesDokument2 Seiten1 - WTE Forum - Info About WTE in The PhilippinesMatti Grey Celestial DG IINoch keine Bewertungen
- O Level Physics 2018 Past PaperDokument20 SeitenO Level Physics 2018 Past PaperfordalNoch keine Bewertungen
- Downstream - Processing - Lecture 5rnjDokument8 SeitenDownstream - Processing - Lecture 5rnjqwertyuNoch keine Bewertungen
- Generate Electricity From Park Revolving DoorDokument39 SeitenGenerate Electricity From Park Revolving Doortariq7660% (5)
- 1st PU Chemistry May 2015 PDFDokument2 Seiten1st PU Chemistry May 2015 PDFPrasad C M69% (16)
- EV Technology QPDokument3 SeitenEV Technology QPvcetnaac c6Noch keine Bewertungen
- 400TheoryTest AcrobatDokument4 Seiten400TheoryTest AcrobatRiahi RezegNoch keine Bewertungen
- Na-S BatteryDokument12 SeitenNa-S Batterymeseret simachewNoch keine Bewertungen
- Bridge Rectifier - Definition, Construction and WorkingDokument14 SeitenBridge Rectifier - Definition, Construction and WorkingRamKumarNoch keine Bewertungen
- Profile ForgingDokument17 SeitenProfile ForgingMahipal ChandanNoch keine Bewertungen
- Operation and Service Everfresh Controlled Atmosphere: 69Nt40-489-100 SeriesDokument178 SeitenOperation and Service Everfresh Controlled Atmosphere: 69Nt40-489-100 SeriesHéctor AraujoNoch keine Bewertungen
- Aeroshell Ascender: Performance, Features & Benefits Main ApplicationsDokument3 SeitenAeroshell Ascender: Performance, Features & Benefits Main ApplicationsRicardo LacskoNoch keine Bewertungen
- Parts Crane Hitachi FK600 - PRDokument2 SeitenParts Crane Hitachi FK600 - PRDefly Gusti100% (1)
- ME1130 Mechanism of SolidificationDokument15 SeitenME1130 Mechanism of SolidificationShivam RajNoch keine Bewertungen
- Internship ReportDokument58 SeitenInternship ReportSamay Dhirwani100% (1)
- Hybrid Safety and Service Procedures: Automotive Technology, Fifth EditionDokument40 SeitenHybrid Safety and Service Procedures: Automotive Technology, Fifth EditionSkyAnimal ChannelNoch keine Bewertungen