Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Depression and Physical Illnes PDFDokument435 SeitenDepression and Physical Illnes PDFMarko BrzakNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Math SBA - GulabDokument21 SeitenMath SBA - GulabJoshua Gulab100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Ugc-Net - CS 2019Dokument22 SeitenUgc-Net - CS 2019Ranveer Bhardwaj100% (2)
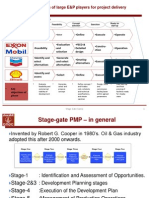
- Stage GateDokument16 SeitenStage GateKundlik Nimase83% (6)
- Human Resource InterventionsDokument31 SeitenHuman Resource Interventionsirish x100% (1)
- Cost of Quality AssessmentDokument2 SeitenCost of Quality AssessmentHVNoch keine Bewertungen
- Influence of Organizational Culture and Compensation On Employee Performance With Motivation Work As A Mediation Variable at Pt. Jasaraharja Branch RiauDokument8 SeitenInfluence of Organizational Culture and Compensation On Employee Performance With Motivation Work As A Mediation Variable at Pt. Jasaraharja Branch RiauInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Stockholm Bypass MWDDokument10 SeitenStockholm Bypass MWDСемён УсNoch keine Bewertungen
- Applied Sciences: Temporal Trend of PM and Associated Human Health Risk Over The Past Decade in Cluj-Napoca City, RomaniaDokument13 SeitenApplied Sciences: Temporal Trend of PM and Associated Human Health Risk Over The Past Decade in Cluj-Napoca City, RomaniaLucica BarbesNoch keine Bewertungen
- Atmos Environ2018Dokument18 SeitenAtmos Environ2018Lucica BarbesNoch keine Bewertungen
- Applied SciencesDokument32 SeitenApplied SciencesImran KhanNoch keine Bewertungen
- Applied Sciences: A Comparative Analysis For Air Quality Estimation From Traffic and Meteorological DataDokument20 SeitenApplied Sciences: A Comparative Analysis For Air Quality Estimation From Traffic and Meteorological DataLucica BarbesNoch keine Bewertungen
- Silanization of Stainless Steel Surfaces: Influence of ParametersDokument17 SeitenSilanization of Stainless Steel Surfaces: Influence of ParametersLucica BarbesNoch keine Bewertungen
- Articol de Exceptie - Metode Statistice in Analiza RMNDokument38 SeitenArticol de Exceptie - Metode Statistice in Analiza RMNLucica BarbesNoch keine Bewertungen
- Cap Metode de Bioanaliza - Carte2018Dokument27 SeitenCap Metode de Bioanaliza - Carte2018Lucica BarbesNoch keine Bewertungen
- Harun2003 XPS SILANIZAREDokument7 SeitenHarun2003 XPS SILANIZARELucica BarbesNoch keine Bewertungen
- Advances in New Psychoactive Substances Identification The U R I To N Consortium - 2017Dokument10 SeitenAdvances in New Psychoactive Substances Identification The U R I To N Consortium - 2017Lucica BarbesNoch keine Bewertungen
- Tehnici Generale de Imobilizare Enzime - 2014mdpiDokument56 SeitenTehnici Generale de Imobilizare Enzime - 2014mdpiLucica BarbesNoch keine Bewertungen
- Biomedical Analysis of New Psychoactive Substances - 2019Dokument53 SeitenBiomedical Analysis of New Psychoactive Substances - 2019Lucica BarbesNoch keine Bewertungen
- Cap Epidemiology Carte - 2018Dokument13 SeitenCap Epidemiology Carte - 2018Lucica BarbesNoch keine Bewertungen
- Articol de Exceptie - Metode Statistice in Analiza RMNDokument38 SeitenArticol de Exceptie - Metode Statistice in Analiza RMNLucica BarbesNoch keine Bewertungen
- Advances in New Psychoactive Substances Identification The U R I To N Consortium - 2017Dokument10 SeitenAdvances in New Psychoactive Substances Identification The U R I To N Consortium - 2017Lucica BarbesNoch keine Bewertungen
- Cap Metode de Bioanaliza - Carte2018Dokument27 SeitenCap Metode de Bioanaliza - Carte2018Lucica BarbesNoch keine Bewertungen
- Cap Epidemiology Carte - 2018Dokument13 SeitenCap Epidemiology Carte - 2018Lucica BarbesNoch keine Bewertungen
- Environ Int 2016Dokument12 SeitenEnviron Int 2016Lucica BarbesNoch keine Bewertungen
- Biomedical Analysis of New Psychoactive Substances - 2019Dokument53 SeitenBiomedical Analysis of New Psychoactive Substances - 2019Lucica BarbesNoch keine Bewertungen
- Certificate of Analysis: Reference StandardDokument6 SeitenCertificate of Analysis: Reference StandardLucica BarbesNoch keine Bewertungen
- Certificate of Analysis Certificate of Analysis: Reference Substance Reference SubstanceDokument6 SeitenCertificate of Analysis Certificate of Analysis: Reference Substance Reference SubstanceLucica BarbesNoch keine Bewertungen
- Certificate of Analysis: Reference Material - Primary StandardDokument8 SeitenCertificate of Analysis: Reference Material - Primary StandardLucica BarbesNoch keine Bewertungen
- Espr 2008Dokument8 SeitenEspr 2008Lucica BarbesNoch keine Bewertungen
- Fuzzy Logic Modeling of Heat Transfer in An Air Cooler Equipped With Butterfly InsertDokument5 SeitenFuzzy Logic Modeling of Heat Transfer in An Air Cooler Equipped With Butterfly InsertLucica BarbesNoch keine Bewertungen
- Certificate of Analysis: Reference SubstanceDokument6 SeitenCertificate of Analysis: Reference SubstanceLucica BarbesNoch keine Bewertungen
- Certificate of Analysis Certificate of Analysis: Reference Substance Reference SubstanceDokument6 SeitenCertificate of Analysis Certificate of Analysis: Reference Substance Reference SubstanceLucica BarbesNoch keine Bewertungen
- Ann 2015Dokument10 SeitenAnn 2015Lucica BarbesNoch keine Bewertungen
- Certificate of Analysis: Reference SubstanceDokument6 SeitenCertificate of Analysis: Reference SubstanceLucica BarbesNoch keine Bewertungen
- Fouling 2018Dokument16 SeitenFouling 2018Lucica BarbesNoch keine Bewertungen
- Fouling 2018Dokument16 SeitenFouling 2018Lucica BarbesNoch keine Bewertungen
- Operations Research: Assignment 1Dokument7 SeitenOperations Research: Assignment 1Shashank JainNoch keine Bewertungen
- Statistics For The Behavioral Sciences 3Rd Edition Privitera Test Bank Full Chapter PDFDokument43 SeitenStatistics For The Behavioral Sciences 3Rd Edition Privitera Test Bank Full Chapter PDFjenniferrichardsonjrwfpzsdim100% (6)
- Statistics Exercise No. 1Dokument8 SeitenStatistics Exercise No. 1Romeo Madrona Jr100% (1)
- A Gateway To Calculus - The Change in NumbersDokument7 SeitenA Gateway To Calculus - The Change in NumbersNatasha54321Noch keine Bewertungen
- Cybersecurity Awareness and Skills of Senior Citizens: A Motivation PerspectiveDokument22 SeitenCybersecurity Awareness and Skills of Senior Citizens: A Motivation PerspectivekhakimovNoch keine Bewertungen
- Computers in Human Behavior: Phillip Ozimek, Hans-Werner BierhoffDokument9 SeitenComputers in Human Behavior: Phillip Ozimek, Hans-Werner BierhoffOscar Iván Negrete RodríguezNoch keine Bewertungen
- Parental Consent For Grade 6 StudentsDokument2 SeitenParental Consent For Grade 6 StudentssamNoch keine Bewertungen
- s1001 NotesDokument18 Seitens1001 NotesMilton MotoNoch keine Bewertungen
- MFCA An Environmental Management Accounting Technique For Optimal Resource Efficiency in Production ProcessesDokument6 SeitenMFCA An Environmental Management Accounting Technique For Optimal Resource Efficiency in Production ProcessesM LoenNoch keine Bewertungen
- Managerial Economics: MB102 I Semester M.B.A. ExaminationDokument2 SeitenManagerial Economics: MB102 I Semester M.B.A. ExaminationsuryavamshirakeshNoch keine Bewertungen
- International Journal of Academic Research 2017Dokument9 SeitenInternational Journal of Academic Research 2017MOHD AFIFINoch keine Bewertungen
- Leadership BehaviorDokument7 SeitenLeadership BehaviorArnel CopinaNoch keine Bewertungen
- 2019 Clinical Performance of Direct Anterior Composite Restorations A Systematic Literature Review and Critical AppraisalDokument19 Seiten2019 Clinical Performance of Direct Anterior Composite Restorations A Systematic Literature Review and Critical Appraisalmaroun ghalebNoch keine Bewertungen
- Cavallo 20080530 PDFDokument226 SeitenCavallo 20080530 PDFThilinaAbhayarathneNoch keine Bewertungen
- Innovation and EntrepreneurshipvQPDokument7 SeitenInnovation and EntrepreneurshipvQPKamala Balakrishnan100% (1)
- BurningGlass Certifications 2017Dokument18 SeitenBurningGlass Certifications 2017Rahul NagrajNoch keine Bewertungen
- Deepak Kumar JainDokument7 SeitenDeepak Kumar JainSajid KhanNoch keine Bewertungen
- G10 ENGLISH Module 1 EditedDokument31 SeitenG10 ENGLISH Module 1 EditedRichell OrotNoch keine Bewertungen
- Water SanitationDokument84 SeitenWater SanitationDaisyNoch keine Bewertungen
- ORG Mod3 Psy PDFDokument19 SeitenORG Mod3 Psy PDFkankshi ChopraNoch keine Bewertungen
- Qualitative Research Methods TypesDokument2 SeitenQualitative Research Methods TypesMahmudul HasanNoch keine Bewertungen
- Putting It All TogetherDokument6 SeitenPutting It All TogetherChezter WilizNoch keine Bewertungen