Das könnte Ihnen auch gefallen
- Adiabatic Shear Localization: Frontiers and AdvancesVon EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNoch keine Bewertungen
- EN 760 (Flux-SAW)Dokument2 SeitenEN 760 (Flux-SAW)HoangNoch keine Bewertungen
- A 48 Gray Iron CastingsDokument5 SeitenA 48 Gray Iron Castingswasatiah05Noch keine Bewertungen
- Friction Stir Welding of Dissimilar Alloys and MaterialsVon EverandFriction Stir Welding of Dissimilar Alloys and MaterialsBewertung: 3 von 5 Sternen3/5 (1)
- Astm G 101Dokument8 SeitenAstm G 101El_Proesor100% (1)
- ISO 9692 1 2013 Welding and Allied ProcessesDokument20 SeitenISO 9692 1 2013 Welding and Allied Processesluisgonzalezf95Noch keine Bewertungen
- Astm A204 A204m PDFDokument3 SeitenAstm A204 A204m PDFKaterynaNoch keine Bewertungen
- WABO Welding 27-13 Full VersionDokument73 SeitenWABO Welding 27-13 Full Versionalajev17Noch keine Bewertungen
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDokument25 SeitenMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- En 10025-2Dokument4 SeitenEn 10025-2Sebastián Araya MoraNoch keine Bewertungen
- S355 European Standard SteelDokument7 SeitenS355 European Standard SteelmaiquelernNoch keine Bewertungen
- Welding Metallurgy and Weldability of Stainless SteelsDokument6 SeitenWelding Metallurgy and Weldability of Stainless SteelsoifhiudsnfNoch keine Bewertungen
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Dokument16 SeitenVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNoch keine Bewertungen
- Metales de Aporte EsabDokument556 SeitenMetales de Aporte EsabAndres Felipe GutierrezNoch keine Bewertungen
- InteractiveFormQB 482Dokument1 SeiteInteractiveFormQB 482Afriadi Budi PrasetyoNoch keine Bewertungen
- RepairDokument0 SeitenRepairPatricio TamayoNoch keine Bewertungen
- Steel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Dokument10 SeitenSteel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Sama UmateNoch keine Bewertungen
- Sfa-5.7Dokument10 SeitenSfa-5.7vannie_yundaNoch keine Bewertungen
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDokument25 SeitenThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNoch keine Bewertungen
- ISO - TR - 15608 - Welding Guide Line PDFDokument10 SeitenISO - TR - 15608 - Welding Guide Line PDFDacher DanielNoch keine Bewertungen
- BS2789 Grade 700-2 SG Iron: Form of SupplyDokument2 SeitenBS2789 Grade 700-2 SG Iron: Form of SupplySama UmateNoch keine Bewertungen
- 206WKS 17 Health and Safety Welding August 2019Dokument46 Seiten206WKS 17 Health and Safety Welding August 2019louis donyNoch keine Bewertungen
- BS EN ISO 17637 - 2003 - WeldingDokument20 SeitenBS EN ISO 17637 - 2003 - WeldingYang GaoNoch keine Bewertungen
- Astm A27Dokument4 SeitenAstm A27MAX ALBERTO JUAREZ AVALOSNoch keine Bewertungen
- A572 50 TY1 KrakatauposcoplateASTMproductDokument1 SeiteA572 50 TY1 KrakatauposcoplateASTMproductSteel BridgeNoch keine Bewertungen
- Astm A209 PDFDokument3 SeitenAstm A209 PDFgaminNoch keine Bewertungen
- Temper Embrittlement - J and X FactorDokument2 SeitenTemper Embrittlement - J and X Factorgovimano100% (2)
- ALuminium MIG Welding of All Series With Filler MetalsDokument37 SeitenALuminium MIG Welding of All Series With Filler MetalsSuresh G KumarNoch keine Bewertungen
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Dokument16 SeitenNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNoch keine Bewertungen
- Astm e 2218 - 02Dokument15 SeitenAstm e 2218 - 02Jaime Rafael Patron PrioloNoch keine Bewertungen
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDokument19 SeitenSteel Castings, Welding, Qualifications of Procedures and PersonnelDavidNoch keine Bewertungen
- Iso 683 1 2012Dokument13 SeitenIso 683 1 2012Haluk TOKGÖZNoch keine Bewertungen
- EN 288-3xDokument38 SeitenEN 288-3xSyah Reza Maulana0% (1)
- SN200-4 2016-05 eDokument37 SeitenSN200-4 2016-05 emochocerNoch keine Bewertungen
- Astm e 112 Ebook - enDokument46 SeitenAstm e 112 Ebook - enyostar 232Noch keine Bewertungen
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Dokument13 SeitenNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNoch keine Bewertungen
- Rimmed Vs Killed SteelDokument1 SeiteRimmed Vs Killed SteelMuthuKumarNoch keine Bewertungen
- En 10029 PDFDokument1 SeiteEn 10029 PDFJan AmersfNoch keine Bewertungen
- AISI 1018 Mild Low Carbon Steel PDFDokument3 SeitenAISI 1018 Mild Low Carbon Steel PDFFebrian JhaNoch keine Bewertungen
- 2370 Ed1 ENDokument5 Seiten2370 Ed1 ENanhthoNoch keine Bewertungen
- Test Report 11 Pcs Padeyes THR Room GCIIIDokument6 SeitenTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- A5 32-A5 32M-97Dokument5 SeitenA5 32-A5 32M-97mon3embo7Noch keine Bewertungen
- EN 15085 Program Evaluation TestDokument2 SeitenEN 15085 Program Evaluation TestSatish KeskarNoch keine Bewertungen
- Advance StructuresDokument6 SeitenAdvance StructuresManju NishaNoch keine Bewertungen
- Iso 14343-2017Dokument24 SeitenIso 14343-2017getatodicaNoch keine Bewertungen
- Microinclusion Evaluation Using Various StandardsDokument12 SeitenMicroinclusion Evaluation Using Various StandardsSinan Chen100% (1)
- Sa 213Dokument11 SeitenSa 213gst ajahNoch keine Bewertungen
- Sfa-5 31Dokument10 SeitenSfa-5 31Sarvesh MishraNoch keine Bewertungen
- Astm A245 2020Dokument5 SeitenAstm A245 2020CK CkkouNoch keine Bewertungen
- ASME SA213 T9 Seamless Alloy Steel TubesDokument7 SeitenASME SA213 T9 Seamless Alloy Steel TubesJayminNoch keine Bewertungen
- QW 442 A Number PDFDokument1 SeiteQW 442 A Number PDFMadidj_2014Noch keine Bewertungen
- Aws d1.1 WPQR GuidesDokument3 SeitenAws d1.1 WPQR GuidesDo XuanNoch keine Bewertungen
- Bavaria Flux BF 5.1Dokument3 SeitenBavaria Flux BF 5.1Filipe CordeiroNoch keine Bewertungen
- BOM List Converter 60-12VDC - 18.05.20 - FinalDokument9 SeitenBOM List Converter 60-12VDC - 18.05.20 - FinalNguyễn TínNoch keine Bewertungen
- Hickok 600A-605ADokument98 SeitenHickok 600A-605Ajose torresNoch keine Bewertungen
- Industrial Batteries - Network Power Sonnenschein A600 Premium Quality For Uninterrupted CommunicationDokument16 SeitenIndustrial Batteries - Network Power Sonnenschein A600 Premium Quality For Uninterrupted CommunicationglukkerNoch keine Bewertungen
- 05 - 14 Steel RepairsDokument1 Seite05 - 14 Steel Repairsmaxuya2001Noch keine Bewertungen
- 05 - 14 Steel RepairsDokument1 Seite05 - 14 Steel Repairsmaxuya2001Noch keine Bewertungen
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokument8 SeitenSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubeswiNoch keine Bewertungen
- Impact Toughness of The Duplex Stainless Steel SAF 2304, With HeatinG 1100-1300 CDokument9 SeitenImpact Toughness of The Duplex Stainless Steel SAF 2304, With HeatinG 1100-1300 CwiNoch keine Bewertungen
- WPS PqrchecklistDokument1 SeiteWPS PqrchecklistrodofgodNoch keine Bewertungen
- Asnt-Tc1a Cambios PDFDokument20 SeitenAsnt-Tc1a Cambios PDFwiNoch keine Bewertungen
- AWS D10 4 86R Recommended Practices PDFDokument44 SeitenAWS D10 4 86R Recommended Practices PDFwi100% (1)
- Effect of PH, Temperature and Chloride Concentrations 316lDokument17 SeitenEffect of PH, Temperature and Chloride Concentrations 316lwiNoch keine Bewertungen
- TOFD PA Procedure For 301 PDFDokument49 SeitenTOFD PA Procedure For 301 PDFwiNoch keine Bewertungen
- Hobart Subarc CatalogDokument2 SeitenHobart Subarc CatalogwiNoch keine Bewertungen
- Techalloy 276 ERNiCrMo-4Dokument2 SeitenTechalloy 276 ERNiCrMo-4wiNoch keine Bewertungen
- Inconel 622 Ernicrmo-10 Uns n06022Dokument1 SeiteInconel 622 Ernicrmo-10 Uns n06022wiNoch keine Bewertungen
- BendTestJig LowerBody 1 PDFDokument1 SeiteBendTestJig LowerBody 1 PDFwiNoch keine Bewertungen
- BendTestJig UpperBody 1 PDFDokument1 SeiteBendTestJig UpperBody 1 PDFwiNoch keine Bewertungen
- Repairing The Roller of A Rolling Machine Used in SMAW Welding ProcessesDokument7 SeitenRepairing The Roller of A Rolling Machine Used in SMAW Welding ProcesseswiNoch keine Bewertungen
- General PA Procedure For Detection and SizingDokument46 SeitenGeneral PA Procedure For Detection and Sizingwi100% (5)
- Order 114-3711903-9862655 Colonia PDFDokument1 SeiteOrder 114-3711903-9862655 Colonia PDFwiNoch keine Bewertungen
- Order 114-1661038-0533809 Baterry PDFDokument1 SeiteOrder 114-1661038-0533809 Baterry PDFwiNoch keine Bewertungen
- Improving Surface Mine Profitability With Phased Array UltrasonicsDokument14 SeitenImproving Surface Mine Profitability With Phased Array Ultrasonicswi100% (1)
- 1998 Zhang Biodegradability ofDokument8 Seiten1998 Zhang Biodegradability ofAlejandro Castro YaruroNoch keine Bewertungen
- Structural Design of Flexible Pavement-ATJ 5-85 Pindaan 2013Dokument38 SeitenStructural Design of Flexible Pavement-ATJ 5-85 Pindaan 2013Mohammad Yunus Salehi67% (3)
- Midas Concrete DamageDokument9 SeitenMidas Concrete DamageShishir Kumar Nayak100% (1)
- Installation PracticesDokument28 SeitenInstallation PracticesKelly QuicenoNoch keine Bewertungen
- Canning of FoodDokument4 SeitenCanning of Foodkolita kamalNoch keine Bewertungen
- Steel HandbookDokument276 SeitenSteel HandbookYu chung yin100% (2)
- Wiring Cable StandardDokument6 SeitenWiring Cable StandardAli AhmadNoch keine Bewertungen
- Chapt02 PDFDokument21 SeitenChapt02 PDFAdi SuwandiNoch keine Bewertungen
- LB Aw Arc SPT - enDokument62 SeitenLB Aw Arc SPT - enWaldir Donatti JuniorNoch keine Bewertungen
- Inorganic Chemistry Practice Booklet-1Dokument65 SeitenInorganic Chemistry Practice Booklet-1godlanshul32Noch keine Bewertungen
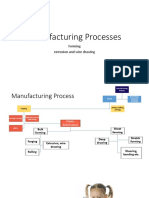
- Slide 11 Extrusion and Wire DrawingDokument53 SeitenSlide 11 Extrusion and Wire Drawingjohn doeNoch keine Bewertungen
- The Thermal Expansion of The Fireclay BricksDokument38 SeitenThe Thermal Expansion of The Fireclay BricksanuarsgNoch keine Bewertungen
- Water Purification Using Solar Still: A Technical Seminar OnDokument18 SeitenWater Purification Using Solar Still: A Technical Seminar Onashna latheefNoch keine Bewertungen
- ASTM A449 Tech InfoDokument2 SeitenASTM A449 Tech InfoBoz Van DuynNoch keine Bewertungen
- SAFT Msds Nicd Europe 2003-10 enDokument7 SeitenSAFT Msds Nicd Europe 2003-10 enDiego Francisco Castañeda ViñasNoch keine Bewertungen
- Rubber JointDokument1 SeiteRubber JointAymen AyedNoch keine Bewertungen
- 712-1010-001 - Avkcms - en 2205Dokument6 Seiten712-1010-001 - Avkcms - en 2205Vieru GabrielNoch keine Bewertungen
- Luminate PDS BF 10609 USLDokument2 SeitenLuminate PDS BF 10609 USLArash AbbasiNoch keine Bewertungen
- GORE Automotive Vents Exterior Lighting Datasheet ENDokument4 SeitenGORE Automotive Vents Exterior Lighting Datasheet ENAaron HuangNoch keine Bewertungen
- Pif 00 Forms Final ListDokument8 SeitenPif 00 Forms Final Listkaty leeNoch keine Bewertungen
- FIRE Extinguisher / FIRE Igniter LAB: NAME - PER - MAILBOX # - DUE DATEDokument9 SeitenFIRE Extinguisher / FIRE Igniter LAB: NAME - PER - MAILBOX # - DUE DATEMacaraeg, Janea MaeNoch keine Bewertungen
- Concrete ClothDokument20 SeitenConcrete ClothShrinivasNoch keine Bewertungen
- KALORIMETERDokument8 SeitenKALORIMETERSeliyaNoch keine Bewertungen
- Deltech DK60 and AboveDokument4 SeitenDeltech DK60 and Abovesales-admin.bdgNoch keine Bewertungen
- Retrofitting of RC Structure Using FRP Laminate: AbstractDokument10 SeitenRetrofitting of RC Structure Using FRP Laminate: AbstractYo Yo AkNoch keine Bewertungen
- Irostic para Adhesivo PCVDokument3 SeitenIrostic para Adhesivo PCVlobocerna0% (1)
- Phase Equilibrium Study in The CaODokument5 SeitenPhase Equilibrium Study in The CaOsattiricNoch keine Bewertungen
- Ashrae 62-73Dokument20 SeitenAshrae 62-73Jose Luis ZIMICNoch keine Bewertungen
- NMR Solvents - Unsurpassed Quality For Peak PerformanceDokument12 SeitenNMR Solvents - Unsurpassed Quality For Peak PerformanceSigma-Aldrich100% (1)
- Nida Metal BrazingDokument4 SeitenNida Metal Brazingapi-115534435Noch keine Bewertungen
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsVon EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNoch keine Bewertungen
- Treasure Bookmaking: Crafting Handmade Sustainable JournalsVon EverandTreasure Bookmaking: Crafting Handmade Sustainable JournalsNoch keine Bewertungen
- House Rules: How to Decorate for Every Home, Style, and BudgetVon EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNoch keine Bewertungen
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiVon EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiBewertung: 4 von 5 Sternen4/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiVon Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiBewertung: 5 von 5 Sternen5/5 (2)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersVon EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastVon EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastBewertung: 5 von 5 Sternen5/5 (1)
- Edward's Menagerie: Dogs: 50 canine crochet patternsVon EverandEdward's Menagerie: Dogs: 50 canine crochet patternsBewertung: 3 von 5 Sternen3/5 (5)
- The Martha Manual: How to Do (Almost) EverythingVon EverandThe Martha Manual: How to Do (Almost) EverythingBewertung: 4 von 5 Sternen4/5 (11)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsVon EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesVon Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesNoch keine Bewertungen
- Crochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreVon EverandCrochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreBewertung: 4 von 5 Sternen4/5 (6)
- Modern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeVon EverandModern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeBewertung: 5 von 5 Sternen5/5 (1)
- Crochet Impkins: Over a million possible combinations! Yes, really!Von EverandCrochet Impkins: Over a million possible combinations! Yes, really!Bewertung: 4.5 von 5 Sternen4.5/5 (10)
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Von EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Noch keine Bewertungen
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsVon EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsBewertung: 5 von 5 Sternen5/5 (3)
- Crochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldVon EverandCrochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldBewertung: 4.5 von 5 Sternen4.5/5 (30)
- The Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookVon EverandThe Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Textiles Transformed: Thread and thrift with reclaimed textilesVon EverandTextiles Transformed: Thread and thrift with reclaimed textilesNoch keine Bewertungen
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsVon EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsNoch keine Bewertungen
- Edward's Menagerie: Over 40 Soft and Snuggly Toy Animal Crochet PatternsVon EverandEdward's Menagerie: Over 40 Soft and Snuggly Toy Animal Crochet PatternsBewertung: 5 von 5 Sternen5/5 (10)
- Modern Crochet Sweaters: 20 Chic Designs for Everyday WearVon EverandModern Crochet Sweaters: 20 Chic Designs for Everyday WearBewertung: 5 von 5 Sternen5/5 (1)
- Upcycling: 20 Creative Projects Made from Reclaimed MaterialsVon EverandUpcycling: 20 Creative Projects Made from Reclaimed MaterialsNoch keine Bewertungen
- Fairytale Blankets to Crochet: 10 Fantasy-Themed Children's Blankets for Storytime CuddlesVon EverandFairytale Blankets to Crochet: 10 Fantasy-Themed Children's Blankets for Storytime CuddlesBewertung: 5 von 5 Sternen5/5 (3)
- Build Your Skills Crochet Tops: 26 Simple Patterns for First-Time Sweaters, Shrugs, Ponchos & MoreVon EverandBuild Your Skills Crochet Tops: 26 Simple Patterns for First-Time Sweaters, Shrugs, Ponchos & MoreBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Radical Sewing: Pattern-Free, Sustainable Fashions for All BodiesVon EverandRadical Sewing: Pattern-Free, Sustainable Fashions for All BodiesNoch keine Bewertungen
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtVon EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtNoch keine Bewertungen