Das könnte Ihnen auch gefallen
- Organigrama del departamento técnico de LadisacDokument58 SeitenOrganigrama del departamento técnico de LadisacAlejandro Martin CantoralNoch keine Bewertungen
- Gestión cadena suministro MV AutoserviciosDokument20 SeitenGestión cadena suministro MV AutoserviciosPablo Suarez QuintanaNoch keine Bewertungen
- Grupo 03-Proyecto Innova (Entrega Final)Dokument54 SeitenGrupo 03-Proyecto Innova (Entrega Final)Jeffrey Emmanuel Palomino AraujoNoch keine Bewertungen
- Informe Tecnico Iacc Cruz PaulinaPugaDokument38 SeitenInforme Tecnico Iacc Cruz PaulinaPugaChristian Ademir Zarricuetta100% (1)
- Montaje y Traslado de Neumáticos de Cargador Frontal Bajo PerfilDokument63 SeitenMontaje y Traslado de Neumáticos de Cargador Frontal Bajo PerfilJuan Espino50% (2)
- Informe de NegociosDokument10 SeitenInforme de NegociosAnderson ÑahuincopaNoch keine Bewertungen
- Proyecto FINAL WORDDokument50 SeitenProyecto FINAL WORDLuis Eduardo Tarqui HuancaNoch keine Bewertungen
- Trabajo Final de Ing de Metodos IiDokument31 SeitenTrabajo Final de Ing de Metodos IijuanNoch keine Bewertungen
- Empresa Mining Sac InformacionDokument12 SeitenEmpresa Mining Sac InformacionEdwin David Mamani ValdezNoch keine Bewertungen
- Ejemplo 2Dokument62 SeitenEjemplo 2joel erick reyna torresNoch keine Bewertungen
- Informe Tecnico Asesoria EmpresaDokument26 SeitenInforme Tecnico Asesoria EmpresaMariano EspozNoch keine Bewertungen
- Avance 3 y 4 Johan y AlexDokument38 SeitenAvance 3 y 4 Johan y AlexAlex CruzNoch keine Bewertungen
- Informe de Prácticas PreprofesionalesDokument25 SeitenInforme de Prácticas PreprofesionalesPiero Lazoni OlivaNoch keine Bewertungen
- Informe OficialDokument42 SeitenInforme Oficialcesar garcia condori100% (1)
- Evaluacion Sumativa N°1Dokument17 SeitenEvaluacion Sumativa N°1Claudio Arenas MorgadoNoch keine Bewertungen
- Zapátos de Cuero - TrujilloDokument21 SeitenZapátos de Cuero - TrujilloYiomar Leé Merino MoralesNoch keine Bewertungen
- Proyecto Estadia LuisDokument46 SeitenProyecto Estadia LuisLuis RamirezNoch keine Bewertungen
- Proyecto de Mejora Organizacion y Control de Almacen General - Jefferson Benites AllendeDokument48 SeitenProyecto de Mejora Organizacion y Control de Almacen General - Jefferson Benites Allendeyaf2686% (7)
- Organización de La Empresa Agro CasanareDokument14 SeitenOrganización de La Empresa Agro CasanareEdwin MorenoNoch keine Bewertungen
- Diagrama de Proceso de CampoDokument28 SeitenDiagrama de Proceso de CampojuanNoch keine Bewertungen
- Manual Organizacion FabrisDokument17 SeitenManual Organizacion FabrisJudith MontañezNoch keine Bewertungen
- Investigacion Proyecto FinalDokument78 SeitenInvestigacion Proyecto FinalAlison ToribhNoch keine Bewertungen
- Banco de Prueba para Sistemas HidráulicosDokument36 SeitenBanco de Prueba para Sistemas HidráulicosKevin Tapia Vilca100% (1)
- Matriz de Proyecto 2023 (1)Dokument21 SeitenMatriz de Proyecto 2023 (1)Jhunior PaoloNoch keine Bewertungen
- Proyecto de Mejora Organizacion y Control de Almacen General Jefferson Benites AllendeDokument47 SeitenProyecto de Mejora Organizacion y Control de Almacen General Jefferson Benites AllendeMario granda jironNoch keine Bewertungen
- Practica Pre Profesional Marina ListoDokument40 SeitenPractica Pre Profesional Marina ListoZulema claraNoch keine Bewertungen
- Trabajo de Investigación - ANIDokument16 SeitenTrabajo de Investigación - ANIDiego AlvaradoNoch keine Bewertungen
- ESTRUCTURA - INFORME - FINAL (Recuperado Automáticamente)Dokument10 SeitenESTRUCTURA - INFORME - FINAL (Recuperado Automáticamente)Emerson quispe sorianoNoch keine Bewertungen
- Elaboracion de Una EmpresaDokument28 SeitenElaboracion de Una EmpresaCarlos MerchanNoch keine Bewertungen
- Corregir IperDokument16 SeitenCorregir IperNelida Jimenez ChullaNoch keine Bewertungen
- Doe 1 - Mba 52a - Grupo 3Dokument17 SeitenDoe 1 - Mba 52a - Grupo 3Ruth Sandy Ureta EspinozaNoch keine Bewertungen
- CALZADO-LB-FINAL PresentarDokument31 SeitenCALZADO-LB-FINAL PresentarAngela Callata CruzNoch keine Bewertungen
- Informe Practica ProfesionalDokument22 SeitenInforme Practica Profesionalalexiscofield182Noch keine Bewertungen
- ELECTROMECÁNICA (Mariana Rauque)Dokument27 SeitenELECTROMECÁNICA (Mariana Rauque)Marianita RauqueNoch keine Bewertungen
- (ACV-S07) Tarea Calificada 3 - ECVDokument19 Seiten(ACV-S07) Tarea Calificada 3 - ECVanibalNoch keine Bewertungen
- Diseño de planta y equipo industrial en Inkaplast S.A.CDokument19 SeitenDiseño de planta y equipo industrial en Inkaplast S.A.CMartel JhuliñoNoch keine Bewertungen
- Entrega Previa 1 Semana 3 Gerencia EstrategicaDokument16 SeitenEntrega Previa 1 Semana 3 Gerencia Estrategicakatherin100% (1)
- GMI Mantenimiento IndustrialDokument29 SeitenGMI Mantenimiento IndustrialMauricio ParamoNoch keine Bewertungen
- Informe IntraemprendimientoDokument12 SeitenInforme Intraemprendimientogonzalo gueraa0% (1)
- Manual de HerramientaDokument32 SeitenManual de HerramientaWendy ArteagaNoch keine Bewertungen
- Alison Begazo Ortiz CAP 1Dokument11 SeitenAlison Begazo Ortiz CAP 1Rigel OriónNoch keine Bewertungen
- UTGZ Ensayo sobre planteamiento de problema de mantenimientoDokument24 SeitenUTGZ Ensayo sobre planteamiento de problema de mantenimientoLuiis Mercado50% (2)
- ACTIVIDAD 4Dokument15 SeitenACTIVIDAD 4Iann PaezNoch keine Bewertungen
- Actividad No.2 Informe Parte I - HomecenterDokument16 SeitenActividad No.2 Informe Parte I - HomecenterJackeline Collazos TorresNoch keine Bewertungen
- Trabajo Aplicativo Matematica Aplicada A Los NegoDokument9 SeitenTrabajo Aplicativo Matematica Aplicada A Los NegoNiurka PlasenciaNoch keine Bewertungen
- Informe de Proyecto Higiene (Final) (1) 12233Dokument20 SeitenInforme de Proyecto Higiene (Final) (1) 12233ANGEL NAHUN LAZO PEñANoch keine Bewertungen
- 02 Modelo - Avance 01.09.23Dokument14 Seiten02 Modelo - Avance 01.09.23Jose Rueda YalleNoch keine Bewertungen
- Tarea Desarrollo de Cuestionario La Empresa.Dokument28 SeitenTarea Desarrollo de Cuestionario La Empresa.FernandoFigueroaNoch keine Bewertungen
- Plan Estrategico FivcoDokument49 SeitenPlan Estrategico FivcoLuis Enrique Vega CajahuaringaNoch keine Bewertungen
- Informe TécnicoDokument43 SeitenInforme TécnicoELIEZER ZURISADAI MARTINEZ DE LA TRINIDADNoch keine Bewertungen
- Trabajo GestionDokument24 SeitenTrabajo GestionChristopher Huerta FernandezNoch keine Bewertungen
- Trabajo de Introducción A La Ingeniería Eje No. 4Dokument19 SeitenTrabajo de Introducción A La Ingeniería Eje No. 4Day OsoriosNoch keine Bewertungen
- Fortalecimiento de la seguridad nacionalDokument17 SeitenFortalecimiento de la seguridad nacionalaquiles salinasNoch keine Bewertungen
- Informe-De-Practicas - Alexandra Aguilar M&a2019Dokument38 SeitenInforme-De-Practicas - Alexandra Aguilar M&a2019LuisChumanTalledoNoch keine Bewertungen
- Informe Tecnico de Practica Profesional LMDokument23 SeitenInforme Tecnico de Practica Profesional LMYeison Maldonado100% (1)
- Organigrama: Universidad Pública de El Alto Carrera Contaduría Pública Administración de EmpresaDokument8 SeitenOrganigrama: Universidad Pública de El Alto Carrera Contaduría Pública Administración de EmpresaMERY CLAUDIA CHOQUE MAMANINoch keine Bewertungen
- Tratamiento Industrial A Una Metal MecánicaDokument30 SeitenTratamiento Industrial A Una Metal MecánicaJosé GutiérrezNoch keine Bewertungen
- Splitted Trabajo CalidadDokument9 SeitenSplitted Trabajo CalidadJaviera CifuentesNoch keine Bewertungen
- Servicio Nacional de Adiestramiento en Trabajo Industrial Dirección Zonal Piura - TumbesDokument27 SeitenServicio Nacional de Adiestramiento en Trabajo Industrial Dirección Zonal Piura - TumbesDerliz ArevaloNoch keine Bewertungen
- Prevención de riesgos laborales y medioambientales en mantenimiento de vehículos. TMVG0409Von EverandPrevención de riesgos laborales y medioambientales en mantenimiento de vehículos. TMVG0409Noch keine Bewertungen
- Reporte HorarioDokument1 SeiteReporte HorariobladymirNoch keine Bewertungen
- ENFOQUEDokument4 SeitenENFOQUEbladymirNoch keine Bewertungen
- Inventarios 4Dokument1 SeiteInventarios 4bladymirNoch keine Bewertungen
- PEPSC AcomodadoDokument3 SeitenPEPSC AcomodadobladymirNoch keine Bewertungen
- Limites Maximos Permisibles y Valores Maximos AdmisiblesDokument11 SeitenLimites Maximos Permisibles y Valores Maximos AdmisiblesbladymirNoch keine Bewertungen
- Financieros y recursos materiales: Protesto de títulos valoresDokument3 SeitenFinancieros y recursos materiales: Protesto de títulos valoresbladymirNoch keine Bewertungen
- Ips (Sistema de Prevención de Intrusos) : ¿Cómo Se Debería Implementar Un IPS? Brinda Un EjemploDokument1 SeiteIps (Sistema de Prevención de Intrusos) : ¿Cómo Se Debería Implementar Un IPS? Brinda Un EjemplobladymirNoch keine Bewertungen
- Curriculum VitaeDokument6 SeitenCurriculum VitaebladymirNoch keine Bewertungen
- OrganigramaDokument11 SeitenOrganigramabladymirNoch keine Bewertungen
- CASO 1 Agencia de ViajesDokument2 SeitenCASO 1 Agencia de ViajesbladymirNoch keine Bewertungen
- RMAIDokument9 SeitenRMAIbladymirNoch keine Bewertungen
- Ingles FinalDokument1 SeiteIngles FinalbladymirNoch keine Bewertungen
- Ing de MantenimientoDokument2 SeitenIng de MantenimientobladymirNoch keine Bewertungen
- Curso Arduino: 12 ejercicios prácticos de automatizaciónDokument27 SeitenCurso Arduino: 12 ejercicios prácticos de automatizaciónbladymirNoch keine Bewertungen
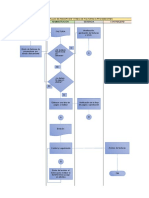
- Diagrama de Flujo-ProcesosDokument1 SeiteDiagrama de Flujo-ProcesosbladymirNoch keine Bewertungen
- Tarea 1 Tecnica de DiagnosticoDokument3 SeitenTarea 1 Tecnica de DiagnosticobladymirNoch keine Bewertungen
- Plan de MantenimientoDokument56 SeitenPlan de Mantenimientobladymir100% (1)
- Curso Arduino: 12 ejercicios prácticos de automatizaciónDokument27 SeitenCurso Arduino: 12 ejercicios prácticos de automatizaciónbladymirNoch keine Bewertungen
- 3.2 Análisis de Causa Raíz y Priorización de FallasDokument45 Seiten3.2 Análisis de Causa Raíz y Priorización de FallasJhon R CP100% (6)
- Lab 5Dokument2 SeitenLab 5bladymirNoch keine Bewertungen
- Cuestionario de EmpleabilidadDokument6 SeitenCuestionario de EmpleabilidadbladymirNoch keine Bewertungen
- Datos CensuradosDokument3 SeitenDatos Censuradosbladymir100% (1)
- Aplicación Realizada en El LaboratorioDokument9 SeitenAplicación Realizada en El LaboratoriobladymirNoch keine Bewertungen
- Sociedad y Desarrollo SostenibleDokument3 SeitenSociedad y Desarrollo Sosteniblebladymir0% (1)
- Fallas SecundariasDokument4 SeitenFallas SecundariasbladymirNoch keine Bewertungen
- Formato Historial de FallasDokument10 SeitenFormato Historial de FallasbladymirNoch keine Bewertungen
- Maquinas TermincasDokument4 SeitenMaquinas TermincasbladymirNoch keine Bewertungen
- ExcelDokument5 SeitenExcelbladymirNoch keine Bewertungen
- Tarea 1 RefrigeracionDokument4 SeitenTarea 1 RefrigeracionbladymirNoch keine Bewertungen
- Aplicaciones de la energía geotérmicaDokument10 SeitenAplicaciones de la energía geotérmicabladymirNoch keine Bewertungen
- Clasificacion de Electrodos para SoldaduraDokument12 SeitenClasificacion de Electrodos para SoldaduraWilder MolinaNoch keine Bewertungen
- Reglamento de Inspectores AcsDokument52 SeitenReglamento de Inspectores Acswilialexis771Noch keine Bewertungen
- Proceso de Fabricación de Los PerfilesDokument3 SeitenProceso de Fabricación de Los PerfilesAngui ChavezNoch keine Bewertungen
- Ensayo de Ultrasonido de Las Uniones Soldadas, y Los Métodos de La Tecnología de ControlDokument12 SeitenEnsayo de Ultrasonido de Las Uniones Soldadas, y Los Métodos de La Tecnología de ControlhuicholeNoch keine Bewertungen
- Instalación Geomembrana Canales MinaDokument36 SeitenInstalación Geomembrana Canales MinaAlfonso Leonardo67% (3)
- Acoplamientos Tipo Espiga CampanaDokument12 SeitenAcoplamientos Tipo Espiga Campanaagusbustos06100% (1)
- Act. 2.4Dokument4 SeitenAct. 2.4Eva MayaNoch keine Bewertungen
- Curso SoldaduraDokument13 SeitenCurso Soldaduraawalter_1Noch keine Bewertungen
- Matriz EPP para ContratistasDokument7 SeitenMatriz EPP para ContratistasFabricio HoyosNoch keine Bewertungen
- Barzola Huayanca Richard ElmerDokument2 SeitenBarzola Huayanca Richard ElmerCINTHYA INGA TABUADANoch keine Bewertungen
- Catalogo Vigas C3Dokument10 SeitenCatalogo Vigas C3manuel medinaNoch keine Bewertungen
- SoldaduraDokument15 SeitenSoldaduraEloy Valderrama RicoNoch keine Bewertungen
- State of Art Steel Design 2018Dokument17 SeitenState of Art Steel Design 2018Kenny CordovaNoch keine Bewertungen
- Mantención vehículosDokument9 SeitenMantención vehículosAlejandro BeltranNoch keine Bewertungen
- Manual Requisitos de Seguridad y Salud en El Trabajo para Contratación de TercerosDokument11 SeitenManual Requisitos de Seguridad y Salud en El Trabajo para Contratación de TercerosGerman PinzonNoch keine Bewertungen
- Manejo de Cargas Con Eslingas de Cadena-Accesorios de LevanteDokument26 SeitenManejo de Cargas Con Eslingas de Cadena-Accesorios de Levantemistermango100% (2)
- Elaboracion de Perfiles EstructuralesDokument8 SeitenElaboracion de Perfiles EstructuralesPaty TrigoNoch keine Bewertungen
- Ventajas y aplicaciones de los metales no ferrososDokument1 SeiteVentajas y aplicaciones de los metales no ferrososdarnelaNoch keine Bewertungen
- Solera Hoja de Procesos 2 ListoDokument4 SeitenSolera Hoja de Procesos 2 Listoluisangeldejesus823Noch keine Bewertungen
- EPI10Dokument44 SeitenEPI10hexapodo2Noch keine Bewertungen
- Informe de Soldadura SMAWDokument17 SeitenInforme de Soldadura SMAWshane t100% (1)
- El Disco de Arado.Dokument6 SeitenEl Disco de Arado.yrvingonzalezNoch keine Bewertungen
- Cisterna - Instalacion Rompe AguaDokument8 SeitenCisterna - Instalacion Rompe AguaEdson CarrilloNoch keine Bewertungen
- Catalogo de Productos Version 1.6Dokument55 SeitenCatalogo de Productos Version 1.6Miguel OchoaNoch keine Bewertungen
- Flotación de La EspumaDokument5 SeitenFlotación de La EspumaMaria Vanessa Cuba TelloNoch keine Bewertungen
- SO - 023-Procedimiento Trabajos en Caliente-V01Dokument31 SeitenSO - 023-Procedimiento Trabajos en Caliente-V01Claudia DiazNoch keine Bewertungen
- Clase 1 - Introduccion Al Diseño de Estructuras de AceroDokument28 SeitenClase 1 - Introduccion Al Diseño de Estructuras de AceroMartin100% (1)
- Escuderias Formula SenaDokument12 SeitenEscuderias Formula SenaHardy Iglesias GarciaNoch keine Bewertungen
- Procesos de ensamble permanente, semipermanente y no permanenteDokument4 SeitenProcesos de ensamble permanente, semipermanente y no permanenteJesus BenavidesNoch keine Bewertungen
- Evaluacion de Trabajos en Caliente - HVCDokument1 SeiteEvaluacion de Trabajos en Caliente - HVCSarella Condor FelixNoch keine Bewertungen