Das könnte Ihnen auch gefallen
- Liquid Penetrant Testing PDFDokument20 SeitenLiquid Penetrant Testing PDFgueridiNoch keine Bewertungen
- Bs4320 PDFDokument20 SeitenBs4320 PDFayokiNoch keine Bewertungen
- Lab 7-3 Interpreting Weather Station ModelsDokument4 SeitenLab 7-3 Interpreting Weather Station Modelsapi-55192583150% (2)
- Vibration Is EverythingDokument4 SeitenVibration Is EverythinganescuveronicaNoch keine Bewertungen
- Cold Formed Purlin - CDokument12 SeitenCold Formed Purlin - CHarjasa AdhiNoch keine Bewertungen
- QAP StructureDokument2 SeitenQAP Structureayoki100% (1)
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Dokument2 SeitenWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDokument9 SeitenASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- Air-Cooled Chiller (R410A Inverter Series) : M5ACV 030 CR M5ACV 055 CR M5ACV 075 CRDokument98 SeitenAir-Cooled Chiller (R410A Inverter Series) : M5ACV 030 CR M5ACV 055 CR M5ACV 075 CRRicardo Molina SánchezNoch keine Bewertungen
- 09 Sec 09 - ASME IX Summary-07revisedCCDokument38 Seiten09 Sec 09 - ASME IX Summary-07revisedCCamalhaj2013Noch keine Bewertungen
- Pressu RE Level at 3 FT Pressu RE Level at 5 FTDokument1 SeitePressu RE Level at 3 FT Pressu RE Level at 5 FTfghabboonNoch keine Bewertungen
- Bs4320 PDFDokument20 SeitenBs4320 PDFayokiNoch keine Bewertungen
- IBR - 1950 - Reg. 360Dokument3 SeitenIBR - 1950 - Reg. 360ayoki100% (2)
- ErectionDokument55 SeitenErectionAjay Sastry100% (7)
- ErectionDokument55 SeitenErectionAjay Sastry100% (7)
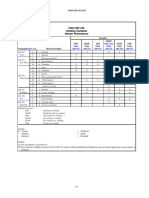
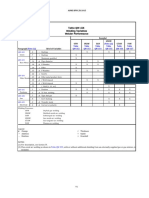
- Table - Qw-416 Welding Variables For Welder PerformanceDokument1 SeiteTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Hardness Testing, 2nd Edition, 06671GDokument14 SeitenHardness Testing, 2nd Edition, 06671Ging_manceraNoch keine Bewertungen
- Loesche Brochure LMDokument24 SeitenLoesche Brochure LMwatcharpNoch keine Bewertungen
- Mole ConceptDokument26 SeitenMole Conceptzefrus kunNoch keine Bewertungen
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Dokument2 SeitenTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)BabarNoch keine Bewertungen
- Define of WPS & PQRDokument16 SeitenDefine of WPS & PQRThanh Hua100% (1)
- Toaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRDokument7 SeitenToaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRYasir LatifNoch keine Bewertungen
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Dokument1 SeiteTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Anonymous VohpMtUSNNoch keine Bewertungen
- Esential For WPS - FCAW (QW-255) PDFDokument2 SeitenEsential For WPS - FCAW (QW-255) PDFMoch_adiganjarNoch keine Bewertungen
- Table - QW-416 Welding Variables For Welder Performance PDFDokument1 SeiteTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNoch keine Bewertungen
- Gmaw and FcawDokument3 SeitenGmaw and FcawMadidj_2014Noch keine Bewertungen
- QW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Dokument1 SeiteQW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Deepanshu KhatriNoch keine Bewertungen
- WPS PQR Review Checiklist - FreDokument2 SeitenWPS PQR Review Checiklist - FreFreddyNoch keine Bewertungen
- Tabla Qw-252 - Asme IxDokument1 SeiteTabla Qw-252 - Asme IxAngelTinocoNoch keine Bewertungen
- Wps & PQR Check ListDokument2 SeitenWps & PQR Check ListDimaz ragaNoch keine Bewertungen
- Check Liste de Verification WpsDokument2 SeitenCheck Liste de Verification WpsAkram AlhaddadNoch keine Bewertungen
- ASME Section IX WPS PQR checklistDokument2 SeitenASME Section IX WPS PQR checklistBS AhnNoch keine Bewertungen
- ASME IX (2023) - Essential Variable For WPS & WeldersDokument37 SeitenASME IX (2023) - Essential Variable For WPS & WeldersMohammed Khalid HussainNoch keine Bewertungen
- Bolt and Weld Capacity - Red Book 1999 PDFDokument2 SeitenBolt and Weld Capacity - Red Book 1999 PDFWhite_rabbit2885764Noch keine Bewertungen
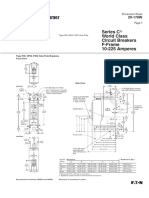
- Series C World Class Circuit Breakers F-Frame 10-225 AmperesDokument8 SeitenSeries C World Class Circuit Breakers F-Frame 10-225 Amperesbaskaranjay5502Noch keine Bewertungen
- American UFTDokument1 SeiteAmerican UFTChristian RNNoch keine Bewertungen
- Foundation Design Using QuickFootingDokument4 SeitenFoundation Design Using QuickFootinghbedaniaNoch keine Bewertungen
- Steel Base Plate: Code ReferencesDokument2 SeitenSteel Base Plate: Code ReferencesHUZEFANoch keine Bewertungen
- 1.Hli Overview eDokument5 Seiten1.Hli Overview eLê Phước VĩnhNoch keine Bewertungen
- Foundation 1 Design ReportDokument8 SeitenFoundation 1 Design Reporttermo climasNoch keine Bewertungen
- EEXeDokument1 SeiteEEXeAhmed GhreebNoch keine Bewertungen
- Implementation of A CMOS Wallace-Tree Multiplier: April 2009Dokument9 SeitenImplementation of A CMOS Wallace-Tree Multiplier: April 2009SimranNoch keine Bewertungen
- Design Detail: Beta Tester For IES, Inc. F-1Dokument8 SeitenDesign Detail: Beta Tester For IES, Inc. F-1Mark Gregory RimandoNoch keine Bewertungen
- WPS Variables Asme IX 2019Dokument2 SeitenWPS Variables Asme IX 2019RedzuanNoch keine Bewertungen
- DESIGN OF BRACKETS OR CORBELSDokument32 SeitenDESIGN OF BRACKETS OR CORBELSVAIDEHI SHARMANoch keine Bewertungen
- AMX22021Ha 063Dokument1 SeiteAMX22021Ha 063ADRIAN SILVESTRE HERNANDEZNoch keine Bewertungen
- Bibby Turboflex Torque Limiting Overload Protection: Installation Instructions & Setting ManualDokument4 SeitenBibby Turboflex Torque Limiting Overload Protection: Installation Instructions & Setting ManualTamal Tanu RoyNoch keine Bewertungen
- IndexDokument10 SeitenIndexdwdawadNoch keine Bewertungen
- Hypersonic InletDokument26 SeitenHypersonic InletAditya KumarNoch keine Bewertungen
- Es WD RD 200 CP 85 UsaDokument1 SeiteEs WD RD 200 CP 85 UsaWattsNoch keine Bewertungen
- Design of A Beam To BS 8110 Project Grid Designed by Location/Grid 1Dokument1 SeiteDesign of A Beam To BS 8110 Project Grid Designed by Location/Grid 1kkgcNoch keine Bewertungen
- Bard - Wall Mount W R410A 1.5@2 TR, PartsDokument8 SeitenBard - Wall Mount W R410A 1.5@2 TR, PartsGabriel Ortiz MNoch keine Bewertungen
- HSS Diaphragme Mom ConnexionDokument3 SeitenHSS Diaphragme Mom ConnexionMichenerparkNoch keine Bewertungen
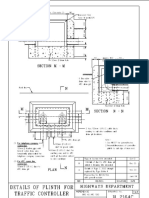
- h2164c - ATC Cabinet Concrete PlinthDokument1 Seiteh2164c - ATC Cabinet Concrete Plinthtrunkroadt2tcssNoch keine Bewertungen
- CatalogDokument103 SeitenCatalogRobertoNoch keine Bewertungen
- Aparatus MV Indoor Breaker BrochureDokument24 SeitenAparatus MV Indoor Breaker BrochureNurul MukhlisiahNoch keine Bewertungen
- Gps Cascadia para Tunsa2Dokument1 SeiteGps Cascadia para Tunsa2Nava RobertoNoch keine Bewertungen
- Calculation Sheet 02Dokument1 SeiteCalculation Sheet 02kkgcNoch keine Bewertungen
- Mcnichols Trench Drain Systems SpecsDokument2 SeitenMcnichols Trench Drain Systems SpecsRobert CashNoch keine Bewertungen
- 01furtun Hidraulic PTFEDokument73 Seiten01furtun Hidraulic PTFEEnrrique Vega MecatronicNoch keine Bewertungen
- Input: Forces M VF TF CF M/D ColumnDokument7 SeitenInput: Forces M VF TF CF M/D ColumnMichenerparkNoch keine Bewertungen
- Requisition For Welder Qualification TestDokument1 SeiteRequisition For Welder Qualification TestayokiNoch keine Bewertungen
- Welders Identity Card: Project: Sharjah Cement Factory Customer: PhotoDokument1 SeiteWelders Identity Card: Project: Sharjah Cement Factory Customer: Photoayoki100% (1)
- Is 801 1975Dokument1 SeiteIs 801 1975ayokiNoch keine Bewertungen
- Nit 2679 2Dokument72 SeitenNit 2679 2kyeong cheol leeNoch keine Bewertungen
- BOC Purging While Welding Brochure351 - 68116 PDFDokument16 SeitenBOC Purging While Welding Brochure351 - 68116 PDFAl0611981Noch keine Bewertungen
- Rolled Section PDFDokument2 SeitenRolled Section PDFayokiNoch keine Bewertungen
- Is 801 1975 PDFDokument42 SeitenIs 801 1975 PDFayokiNoch keine Bewertungen
- WPQDokument10 SeitenWPQayoki100% (3)
- Boiler Indian STDDokument5 SeitenBoiler Indian STDayokiNoch keine Bewertungen
- BS en 10113 2 PDFDokument15 SeitenBS en 10113 2 PDF9245126694Noch keine Bewertungen
- What Is CementDokument12 SeitenWhat Is CementayokiNoch keine Bewertungen
- Cement Plant ABC: M.ShyamsundarDokument4 SeitenCement Plant ABC: M.ShyamsundarayokiNoch keine Bewertungen
- PWR QAC FT 742 For Welder I CardDokument1 SeitePWR QAC FT 742 For Welder I CardayokiNoch keine Bewertungen
- Welder WittnessDokument3 SeitenWelder WittnessayokiNoch keine Bewertungen
- DrawingDokument1 SeiteDrawingayokiNoch keine Bewertungen
- Welder WittnessDokument3 SeitenWelder WittnessayokiNoch keine Bewertungen
- THE PARTICULATE NATURE OF MATTER: STATES, CHANGES, AND THE KINETIC THEORYDokument32 SeitenTHE PARTICULATE NATURE OF MATTER: STATES, CHANGES, AND THE KINETIC THEORYB R YNoch keine Bewertungen
- Dimensional analysis and chemical engineering equationsDokument8 SeitenDimensional analysis and chemical engineering equationsleishara0% (1)
- Heat Treating SpecialtiesDokument4 SeitenHeat Treating SpecialtiesYe Wint ThuNoch keine Bewertungen
- Case Study DELHAIZE ZELLIK ENG PDFDokument2 SeitenCase Study DELHAIZE ZELLIK ENG PDFhonghai_dlNoch keine Bewertungen
- Gic PPTDokument75 SeitenGic PPT71. Karan SatykiNoch keine Bewertungen
- Equilibrium of Coplanar Non-Concurrent Force SystemDokument5 SeitenEquilibrium of Coplanar Non-Concurrent Force SystemkrismkarNoch keine Bewertungen
- King Saud University Statics Midterm Exam QuestionsDokument5 SeitenKing Saud University Statics Midterm Exam QuestionsIbraheem AdarbehNoch keine Bewertungen
- Prof. Dr.-Ing. Uwe Franzke ILK Dresden Cooling Loads - The New Standard VDI 2078Dokument25 SeitenProf. Dr.-Ing. Uwe Franzke ILK Dresden Cooling Loads - The New Standard VDI 2078Sashko GjorgievskiNoch keine Bewertungen
- Recent Advances On Hybrid Integration of 2D Materials On Integrated Optics PlatformsDokument24 SeitenRecent Advances On Hybrid Integration of 2D Materials On Integrated Optics PlatformsArka GhoshNoch keine Bewertungen
- Student's blood bromide results analyzedDokument11 SeitenStudent's blood bromide results analyzedBio CeramicsNoch keine Bewertungen
- NA To Sls en 1993-1-1Dokument16 SeitenNA To Sls en 1993-1-1Shan Sandaruwan AbeywardeneNoch keine Bewertungen
- Chapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelDokument27 SeitenChapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelAntenehNoch keine Bewertungen
- Lubricant Additives - A Practical GuideDokument17 SeitenLubricant Additives - A Practical GuideNeeraj Raushan KanthNoch keine Bewertungen
- GWH Module 1 NotesDokument6 SeitenGWH Module 1 NotesSahil AmeerNoch keine Bewertungen
- LensesDokument13 SeitenLenseshelmi_tarmiziNoch keine Bewertungen
- Spidex OperatingDokument10 SeitenSpidex Operatingwalk001Noch keine Bewertungen
- Tuao Vocational and Technical School Senior High School DepartmentDokument9 SeitenTuao Vocational and Technical School Senior High School DepartmentMarvelyn Maneclang CatubagNoch keine Bewertungen
- Formula Draft Kapal (3 Draft) : Table Draft & Displacement 0.745 3.91 Initial Draft 0.815 4.81 Final 0.765 4.345 DraftDokument2 SeitenFormula Draft Kapal (3 Draft) : Table Draft & Displacement 0.745 3.91 Initial Draft 0.815 4.81 Final 0.765 4.345 DraftKiki HakikiNoch keine Bewertungen
- Research Paper On States of MatterDokument6 SeitenResearch Paper On States of Matterefdkhd4e100% (1)
- Transpallet Elevator Spare Parts CatalogDokument15 SeitenTranspallet Elevator Spare Parts CatalogLuca FroliNoch keine Bewertungen
- Determination of Lightfastness (According To Iso 12040) 2.3.2.1Dokument2 SeitenDetermination of Lightfastness (According To Iso 12040) 2.3.2.1marinaNoch keine Bewertungen
- SP 1 (Fluid Properties)Dokument14 SeitenSP 1 (Fluid Properties)Jap Ibe50% (2)
- Phy 9 Ans SchandDokument115 SeitenPhy 9 Ans SchandAmit KumarNoch keine Bewertungen
- Polymers For Novel Drug Delivery Systems 2003Dokument34 SeitenPolymers For Novel Drug Delivery Systems 2003praveenammmulaNoch keine Bewertungen
- I.Condition For The Equilibrium of A Particle: Stiffness KDokument5 SeitenI.Condition For The Equilibrium of A Particle: Stiffness KJirah LacbayNoch keine Bewertungen
- Jorg B. Gotte Et Al - Light Beams With Fractional Orbital Angular Momentum and Their Vortex StructureDokument14 SeitenJorg B. Gotte Et Al - Light Beams With Fractional Orbital Angular Momentum and Their Vortex StructureVing666789Noch keine Bewertungen