Das könnte Ihnen auch gefallen
- Grammar 3Dokument1 SeiteGrammar 3Min Min MitNoch keine Bewertungen
- Grammar 2Dokument1 SeiteGrammar 2Min Min MitNoch keine Bewertungen
- SOWP DocumentsDokument1 SeiteSOWP DocumentsMin Min MitNoch keine Bewertungen
- Grammar 1Dokument1 SeiteGrammar 1Min Min MitNoch keine Bewertungen
- Good Bond Conditions ConcreteDokument2 SeitenGood Bond Conditions ConcreteMin Min MitNoch keine Bewertungen
- Mathematics and Statistics 8 To 12 QuestionsDokument5 SeitenMathematics and Statistics 8 To 12 QuestionsMin Min MitNoch keine Bewertungen
- CEF Levels: DescriptionDokument5 SeitenCEF Levels: DescriptionMin Min MitNoch keine Bewertungen
- Sample Chronological Resume 1Dokument1 SeiteSample Chronological Resume 1Min Min MitNoch keine Bewertungen
- Preposition at in OnDokument1 SeitePreposition at in OnMin Min MitNoch keine Bewertungen
- Quality Inspection - WeldingDokument4 SeitenQuality Inspection - WeldingMin Min Mit100% (1)
- Compressive Strength BSEN OnlyDokument1 SeiteCompressive Strength BSEN OnlyMin Min MitNoch keine Bewertungen
- Look AheadDokument3 SeitenLook AheadMin Min Mit80% (5)
- Site Records 22. For The Purposes of Section 9 (4) (D) of The Act, The Supervising Qualified Person Appointed in RespectDokument1 SeiteSite Records 22. For The Purposes of Section 9 (4) (D) of The Act, The Supervising Qualified Person Appointed in RespectMin Min MitNoch keine Bewertungen
- Soil Test ReportDokument97 SeitenSoil Test ReportMin Min Mit100% (5)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Design Study PDFDokument28 SeitenDesign Study PDFbabiker mortadaNoch keine Bewertungen
- Ecc SF 80Dokument1 SeiteEcc SF 80longyiequipmentNoch keine Bewertungen
- Drag ChainDokument1 SeiteDrag ChainWildan PriatnaNoch keine Bewertungen
- Astm A 484 2016Dokument13 SeitenAstm A 484 2016Alex Oliveira100% (4)
- BARABLOKDokument1 SeiteBARABLOKJimmy Vargas ArteagaNoch keine Bewertungen
- Coatings and Inks Additive Selection GuideDokument16 SeitenCoatings and Inks Additive Selection Guidekhiemnguyen8668Noch keine Bewertungen
- Bento Box - Marking Rubric CompletedDokument14 SeitenBento Box - Marking Rubric Completedapi-476886937Noch keine Bewertungen
- GITC 4th Floor C N D Repairs BOQDokument4 SeitenGITC 4th Floor C N D Repairs BOQAbhisheK MishrANoch keine Bewertungen
- Waste Water Treatment TechDokument23 SeitenWaste Water Treatment TechArchit Gupta100% (1)
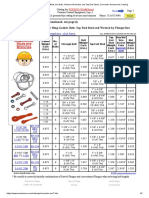
- API 6A Flange Bolts and Nuts, Hammer Wrenches and Tap End Studs, Connector Accessories CatalogDokument2 SeitenAPI 6A Flange Bolts and Nuts, Hammer Wrenches and Tap End Studs, Connector Accessories CatalogkNdash5Noch keine Bewertungen
- Fomrez Brochure - InddDokument16 SeitenFomrez Brochure - InddEdgar hernandezNoch keine Bewertungen
- Hifit Industries-ProfileDokument6 SeitenHifit Industries-Profileprakash 3Noch keine Bewertungen
- Lesson 1: Use Hand Tools: AnswersDokument5 SeitenLesson 1: Use Hand Tools: AnswersJaymar ManualNoch keine Bewertungen
- Astm F593 - 17Dokument9 SeitenAstm F593 - 17Jon DownNoch keine Bewertungen
- Fabrication Procedure For SteelDokument8 SeitenFabrication Procedure For SteelNguyễn MinhNoch keine Bewertungen
- Mandible Plating System 2.5mmDokument2 SeitenMandible Plating System 2.5mmdoctorniravNoch keine Bewertungen
- HP Direct Push CatalogDokument64 SeitenHP Direct Push CatalogLuis Felipe Morales JaraNoch keine Bewertungen
- WelderDokument25 SeitenWelderRaumil Maniar83% (6)
- Cap and Neck Finishes GlossaryDokument12 SeitenCap and Neck Finishes GlossaryMuhammad Saeed Akhtar0% (1)
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDokument1 SeiteAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNoch keine Bewertungen
- Boom and Bucket HidraulicsDokument44 SeitenBoom and Bucket HidraulicsSERGIO CARDENAS CASTILLONoch keine Bewertungen
- d1 1 Wps 675 070 05 Digital FormDokument1 Seited1 1 Wps 675 070 05 Digital FormYeisson VillamizarNoch keine Bewertungen
- Luxaprime1200 Alkyd QD PrimerDokument2 SeitenLuxaprime1200 Alkyd QD PrimerGurdeep Sungh AroraNoch keine Bewertungen
- Astm A182Dokument15 SeitenAstm A182Joffre ValladaresNoch keine Bewertungen
- FieldDokument1 SeiteFieldFRIMION1Noch keine Bewertungen
- CNC Swiss Type Automatic Lathe Type A Swiss Type Automatic LatheDokument7 SeitenCNC Swiss Type Automatic Lathe Type A Swiss Type Automatic LathedonizibalNoch keine Bewertungen
- Astm A193 - 2009Dokument13 SeitenAstm A193 - 2009Leonardo R. GonçalvesNoch keine Bewertungen
- Production of Pulp 6Dokument17 SeitenProduction of Pulp 6Fábio CalliariNoch keine Bewertungen
- Resistance WeldingDokument13 SeitenResistance WeldingAashishSethiNoch keine Bewertungen
- Paper Pulp Sculpture - Google Search - 1667136481468 PDFDokument13 SeitenPaper Pulp Sculpture - Google Search - 1667136481468 PDFKiwalabye CorneliusNoch keine Bewertungen