Das könnte Ihnen auch gefallen
- Ingeniería de la energía eólicaVon EverandIngeniería de la energía eólicaBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Open HydroDokument10 SeitenOpen HydroDaniel BustilloNoch keine Bewertungen
- Turbina Axial Bajas CaidasDokument8 SeitenTurbina Axial Bajas Caidasajacomino355Noch keine Bewertungen
- Rebobinado de motores eléctricosDokument21 SeitenRebobinado de motores eléctricosIngrid guadalupeNoch keine Bewertungen
- Enercon CatalogoDokument33 SeitenEnercon CatalogoNardo Antonio Llanos MatusNoch keine Bewertungen
- Mantenimiento de Turbinas EólicasDokument4 SeitenMantenimiento de Turbinas EólicasEdgar Gabriel OrtizNoch keine Bewertungen
- Informe Plan de Mantenimiento Turbina EólicaDokument9 SeitenInforme Plan de Mantenimiento Turbina EólicaAndres SanchezNoch keine Bewertungen
- Aerogenerador: partes y funcionamientoDokument41 SeitenAerogenerador: partes y funcionamientosandraNoch keine Bewertungen
- Tecnología de Los Pequeños AerogeneradoresDokument5 SeitenTecnología de Los Pequeños AerogeneradoresEnrique Romero RodriguezNoch keine Bewertungen
- Estructura Paneles SolaresDokument12 SeitenEstructura Paneles SolaresDavid ArtunduagaNoch keine Bewertungen
- Energía eólica para el hogar y negociosDokument6 SeitenEnergía eólica para el hogar y negociosAlex JavierNoch keine Bewertungen
- Energía eólica: teoría, componentes y partes de aerogeneradoresDokument19 SeitenEnergía eólica: teoría, componentes y partes de aerogeneradoresDieris PalaciosNoch keine Bewertungen
- Avances Tecnológicos de Diseño y Tipos de AerogeneradoresDokument6 SeitenAvances Tecnológicos de Diseño y Tipos de Aerogeneradoreskarol hernandezNoch keine Bewertungen
- IntroducciónDokument21 SeitenIntroducciónEdyNoch keine Bewertungen
- Construccion y Mantenimiento de MrcaDokument53 SeitenConstruccion y Mantenimiento de MrcaFuentes Cristhian JohnNoch keine Bewertungen
- Aerogeneradores de La Energia EolicaDokument23 SeitenAerogeneradores de La Energia EolicajumapamoNoch keine Bewertungen
- Proyecto de Motores HeaderDokument9 SeitenProyecto de Motores HeaderGatito GallegosNoch keine Bewertungen
- Proyecto FinalDokument18 SeitenProyecto FinalJesús Alonso PTNoch keine Bewertungen
- Instalacion de Turbinas Poco ConvencionalesDokument7 SeitenInstalacion de Turbinas Poco ConvencionalesDavid VNoch keine Bewertungen
- TETRAEDRODokument21 SeitenTETRAEDROLau Ale MuñozNoch keine Bewertungen
- Catalogo Aerogeneradores Domesticos Industriales 2010Dokument17 SeitenCatalogo Aerogeneradores Domesticos Industriales 2010Oscar SantiagoNoch keine Bewertungen
- Mini aerogeneradores eólicos UNFVDokument8 SeitenMini aerogeneradores eólicos UNFVJoel QuirosNoch keine Bewertungen
- Diagrama Esquematico de Una Unidad de Coiled TubingDokument6 SeitenDiagrama Esquematico de Una Unidad de Coiled TubingMarcialgonzalezpNoch keine Bewertungen
- Taller ResueltoDokument5 SeitenTaller Resueltoelihu castroNoch keine Bewertungen
- Mantto A Una Turbina de GasDokument61 SeitenMantto A Una Turbina de GasJoshian CrossNoch keine Bewertungen
- Generador Electrico de Una Turbina EolicaDokument12 SeitenGenerador Electrico de Una Turbina EolicaRuben Antonio Cisneros Prado100% (2)
- IUPSM 4ta Evalucion Plantas y SubestacionesDokument3 SeitenIUPSM 4ta Evalucion Plantas y SubestacionesDiego VerdeNoch keine Bewertungen
- Nuevo Manual de Operador de TFDokument109 SeitenNuevo Manual de Operador de TFLuisGarcia100% (2)
- Taller Resuelto de "Generación J Transformación y Uso de La Energía Eléctrica"Dokument4 SeitenTaller Resuelto de "Generación J Transformación y Uso de La Energía Eléctrica"ruben rodriguezNoch keine Bewertungen
- AerogeneradoresDokument6 SeitenAerogeneradoresVERASTEGUI TOLENTINO NAHUM JOBNoch keine Bewertungen
- Energía - Modulo 6, ENERGIAS EÓLICADokument66 SeitenEnergía - Modulo 6, ENERGIAS EÓLICACristian BarriaNoch keine Bewertungen
- Reporte de Visita DALTORDokument12 SeitenReporte de Visita DALTORLuis Blea100% (1)
- Trabajo de AlternadorDokument26 SeitenTrabajo de AlternadorAnonymous vq2MHbsNoch keine Bewertungen
- Aerogeneradores Componentes de Un AerogeneradorDokument22 SeitenAerogeneradores Componentes de Un AerogeneradorLuisFuchuNoch keine Bewertungen
- Torres de AerogeneradoresDokument12 SeitenTorres de AerogeneradoresJosueGuayuscaSoriaGalvarroNoch keine Bewertungen
- Clase N-H Cao 4.1Dokument47 SeitenClase N-H Cao 4.1henry guamanNoch keine Bewertungen
- Banco de Prueba para Motores de Arranque Eléctrico Power PointDokument16 SeitenBanco de Prueba para Motores de Arranque Eléctrico Power PointJuan Pablo RosalesNoch keine Bewertungen
- Selección de Motores FinalDokument14 SeitenSelección de Motores FinalMarco Abel Quispe SoccaNoch keine Bewertungen
- Informe Motor Final.Dokument20 SeitenInforme Motor Final.Ramón PavezNoch keine Bewertungen
- Desarrollo Actividad 1Dokument5 SeitenDesarrollo Actividad 1Jorge VargasNoch keine Bewertungen
- TEF - Selección y Aplicación de Motores EléctricosDokument5 SeitenTEF - Selección y Aplicación de Motores EléctricosjulioNoch keine Bewertungen
- Reparación Por Soldadura de Rotores deDokument65 SeitenReparación Por Soldadura de Rotores defranklin pirelaNoch keine Bewertungen
- Seleccion y Aplicacion de Motores Electricos Articulo Tecnico Espanol PDFDokument3 SeitenSeleccion y Aplicacion de Motores Electricos Articulo Tecnico Espanol PDFDavid Alfonso CaraballoNoch keine Bewertungen
- Diseño Construcción de Un AeroGenerador de Eje VerticalDokument6 SeitenDiseño Construcción de Un AeroGenerador de Eje VerticalvictorbarrerazNoch keine Bewertungen
- Turbina FrancisDokument27 SeitenTurbina FrancisJavier Ramirez MedinaNoch keine Bewertungen
- Resumen Viii Ventiladores IiDokument7 SeitenResumen Viii Ventiladores IikatherineNoch keine Bewertungen
- Cigüeñal Del Motor DiéselDokument8 SeitenCigüeñal Del Motor DiéselJhimy QuintanaNoch keine Bewertungen
- Proyecto Generacion de Energia EolicaDokument10 SeitenProyecto Generacion de Energia EolicaBeatrizNoch keine Bewertungen
- Energía eólica: Parques conectados a redDokument7 SeitenEnergía eólica: Parques conectados a redAlice GarciaNoch keine Bewertungen
- Monografia Instalación AerogeneradorDokument10 SeitenMonografia Instalación AerogeneradorAlex JavierNoch keine Bewertungen
- Aerogeneradores de Eje VerticalDokument15 SeitenAerogeneradores de Eje VerticalEdivaldo Orozco Atilano100% (1)
- Manual de Energía EólicaDokument391 SeitenManual de Energía EólicaLakisha JacobsNoch keine Bewertungen
- Reporte Prueba de AcidezDokument21 SeitenReporte Prueba de AcidezJonathan Alexander Escalera ChanNoch keine Bewertungen
- CaratulaDokument17 SeitenCaratulaCarmen Rosa Huanca ApazaNoch keine Bewertungen
- Motor EsDokument33 SeitenMotor Eseduardo12244221Noch keine Bewertungen
- Efectos de La Corrosion en Las Turbinas de VaporDokument13 SeitenEfectos de La Corrosion en Las Turbinas de VaporGustavo OCNoch keine Bewertungen
- AerogeneradoresDokument31 SeitenAerogeneradoresErivaldo GonçalvesNoch keine Bewertungen
- AerogeneradoresDokument19 SeitenAerogeneradoresestefaniaNoch keine Bewertungen
- Aspectos GeneralesDokument17 SeitenAspectos GeneralesOscar MoralesNoch keine Bewertungen
- Aleta CircularDokument6 SeitenAleta CircularAndrea AlvearNoch keine Bewertungen
- Organigrama FormulacionDokument1 SeiteOrganigrama FormulacionAndrea AlvearNoch keine Bewertungen
- HolaDokument7 SeitenHolaMayrson HuarhuaNoch keine Bewertungen
- Sucesiones Con Domino PDFDokument4 SeitenSucesiones Con Domino PDFAndrea AlvearNoch keine Bewertungen
- 2017B EI P6 Máquina SincrónicaDokument5 Seiten2017B EI P6 Máquina SincrónicaAndrea AlvearNoch keine Bewertungen
- Infome MotoresDokument4 SeitenInfome MotoresAndrea AlvearNoch keine Bewertungen
- Etica Del Ing MecDokument8 SeitenEtica Del Ing MecAndrea AlvearNoch keine Bewertungen
- Taller de Sucesiones GraficasDokument3 SeitenTaller de Sucesiones GraficasAndrea AlvearNoch keine Bewertungen
- Completa figuras y matricesDokument3 SeitenCompleta figuras y matricesAndrea AlvearNoch keine Bewertungen
- Infome MotoresDokument4 SeitenInfome MotoresAndrea AlvearNoch keine Bewertungen
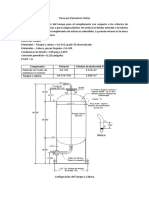
- Tarea Elementos FinitosDokument2 SeitenTarea Elementos FinitosAndrea AlvearNoch keine Bewertungen
- TEMA 4 - El Arco EléctricoDokument14 SeitenTEMA 4 - El Arco EléctricoAbraham Moises Alvarez HernandezNoch keine Bewertungen
- Página 1Dokument6 SeitenPágina 1Andrea AlvearNoch keine Bewertungen
- Carátula y Hoja de DatosDokument3 SeitenCarátula y Hoja de DatosAndrea AlvearNoch keine Bewertungen
- Nuevos Materiales Aplicaciones Estructurales e IndustrialesDokument390 SeitenNuevos Materiales Aplicaciones Estructurales e IndustrialesIvan Isaias Barona100% (1)
- Ensayo ExpresionDokument2 SeitenEnsayo ExpresionAndrea AlvearNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Consulta Fracciones ParcialesDokument4 SeitenConsulta Fracciones ParcialesAndrea AlvearNoch keine Bewertungen
- Definición y elementos del cilindro circularDokument6 SeitenDefinición y elementos del cilindro circularAndrea AlvearNoch keine Bewertungen
- Ensayo ExpresionDokument2 SeitenEnsayo ExpresionAndrea AlvearNoch keine Bewertungen
- 2-Introduccion Al Motor DieselDokument8 Seiten2-Introduccion Al Motor DieselAldo PatiñoNoch keine Bewertungen
- ReléDokument6 SeitenReléjose lopezNoch keine Bewertungen
- Transformador DistribuciónDokument6 SeitenTransformador DistribuciónKaren Herrera100% (1)
- DOT 195 EspañolDokument65 SeitenDOT 195 EspañolJusebar ArisNoch keine Bewertungen
- Propuesta Reduccion GeiDokument4 SeitenPropuesta Reduccion Geijeison arley galvan buelvasNoch keine Bewertungen
- Triptico Espacios ConfinadosDokument3 SeitenTriptico Espacios ConfinadosYuri Yoel Rodriguez RojasNoch keine Bewertungen
- Consecuencias de La DemografiaDokument7 SeitenConsecuencias de La DemografiaJimmy Coronado0% (1)
- Tarea5 CostosDokument50 SeitenTarea5 CostosMaría Emilia VillamarinNoch keine Bewertungen
- El PetroleoDokument23 SeitenEl PetroleoArmstrong JohaNoch keine Bewertungen
- Lab FiquiII VolumenesMolaresParcialesDokument16 SeitenLab FiquiII VolumenesMolaresParcialescefiqtNoch keine Bewertungen
- FV Curso SENA 4Dokument84 SeitenFV Curso SENA 4samuelandresNoch keine Bewertungen
- Diseño de Facilidades de SuperficieDokument336 SeitenDiseño de Facilidades de SuperficieJose Antonio100% (6)
- Ficha Tecnica Manipulador de Neumaticos Hyster H360XL PDFDokument2 SeitenFicha Tecnica Manipulador de Neumaticos Hyster H360XL PDFjads301179Noch keine Bewertungen
- Biofísica y bases físicas de métodos diagnósticosDokument9 SeitenBiofísica y bases físicas de métodos diagnósticosAugusto Ǝxcelmes CutimboNoch keine Bewertungen
- Lixiviacion en MontonDokument55 SeitenLixiviacion en MontonMarco Antonio SalcedoNoch keine Bewertungen
- ReficarDokument4 SeitenReficarclaudia AcuñaNoch keine Bewertungen
- 2 Mando Simple de MotoresDokument17 Seiten2 Mando Simple de MotoresBryan Herrera100% (1)
- 1 Norma API 6A IntroduccionDokument48 Seiten1 Norma API 6A IntroduccionCelia AlejandraNoch keine Bewertungen
- Estudio de La Tabla PeriodicaDokument11 SeitenEstudio de La Tabla PeriodicaCarla Karen Mamani GonzalesNoch keine Bewertungen
- Guía de Problemas - 2016Dokument24 SeitenGuía de Problemas - 2016Paula Ayelén AlbertiNoch keine Bewertungen
- Formato Permiso de PetaresDokument3 SeitenFormato Permiso de PetaresdiegpNoch keine Bewertungen
- Mina A Cielo Abierto 1Dokument20 SeitenMina A Cielo Abierto 1Stephanie Guevara TorresNoch keine Bewertungen
- La Cuenca Oriente - Geología y PetróleoDokument278 SeitenLa Cuenca Oriente - Geología y PetróleoAndres Morales ValenciaNoch keine Bewertungen
- Practica 6Dokument12 SeitenPractica 6Robert Roig100% (2)
- Te MarioDokument2 SeitenTe MarioalonsoNoch keine Bewertungen
- Peines o EncuelladeroDokument2 SeitenPeines o EncuelladeroIngeniero Angeles Miranda BustamanteNoch keine Bewertungen
- Trabajo Infografia UCVDokument5 SeitenTrabajo Infografia UCVAnonymous fDWyVjNoch keine Bewertungen
- Aceites básicos: tipos y procesos de fabricaciónDokument7 SeitenAceites básicos: tipos y procesos de fabricaciónNadia MartinezNoch keine Bewertungen
- Informe Ingenieria Biomedica Equipo Sala2Dokument2 SeitenInforme Ingenieria Biomedica Equipo Sala2jeisssom gomezNoch keine Bewertungen
- Ley de Gauss para El MagnetismoDokument4 SeitenLey de Gauss para El MagnetismoJose MartinNoch keine Bewertungen