Das könnte Ihnen auch gefallen
- Technology of CheesemakingVon EverandTechnology of CheesemakingBarry A. LawNoch keine Bewertungen
- The Alcohol-Textbook PDFDokument449 SeitenThe Alcohol-Textbook PDFkillemall19882859100% (3)
- R&D Needs in The Industrial Production of VinasseDokument18 SeitenR&D Needs in The Industrial Production of VinasseJacob ReidNoch keine Bewertungen
- Thesis On Beer ProductionDokument8 SeitenThesis On Beer Productiontammykordeliskinorman100% (2)
- Wine Nano Filtration 9435Dokument7 SeitenWine Nano Filtration 9435Dr. Vikhar KhanNoch keine Bewertungen
- Alcohol TextbookDokument448 SeitenAlcohol Textbookhqhung2009100% (1)
- Svetlana Nikolic, Ljiljana Mojovic, Marica Rakin, Dušanka PejinDokument6 SeitenSvetlana Nikolic, Ljiljana Mojovic, Marica Rakin, Dušanka PejinGuluh Fauziah MarintikaNoch keine Bewertungen
- CHE561CellulisticEthanolPre TreatmenttechnologiesandsimulationDokument23 SeitenCHE561CellulisticEthanolPre Treatmenttechnologiesandsimulationclaudia estupiñanNoch keine Bewertungen
- TK 4009 Bioproses Industrial 3 Maret 2015Dokument30 SeitenTK 4009 Bioproses Industrial 3 Maret 2015Ryan Fitrian Sofwan FauzanNoch keine Bewertungen
- Brewery Waste TreatmentDokument9 SeitenBrewery Waste TreatmentКсения ЦаренкоNoch keine Bewertungen
- Life Cycle Assessment of A Basic Lager BeerDokument7 SeitenLife Cycle Assessment of A Basic Lager BeerAkliluNoch keine Bewertungen
- Gas-Phase Aldol Condensation Over Tin On Silica CatalystsDokument147 SeitenGas-Phase Aldol Condensation Over Tin On Silica Catalystsbassam06Noch keine Bewertungen
- New Microsoft Word DocumentDokument28 SeitenNew Microsoft Word DocumentmulerNoch keine Bewertungen
- Water Treatement PlantDokument9 SeitenWater Treatement PlantDevinder SokhiNoch keine Bewertungen
- Pretreatment and Hydrolysis of Cellulosic Agricultural Wastes With A Cellulase-Producing Streptomyces For Bioethanol ProductionDokument7 SeitenPretreatment and Hydrolysis of Cellulosic Agricultural Wastes With A Cellulase-Producing Streptomyces For Bioethanol ProductionAndré Felipe SilvaNoch keine Bewertungen
- Ethanol Production in Brazil A Bridge Between Science and IndustryDokument13 SeitenEthanol Production in Brazil A Bridge Between Science and IndustryJose ZuritaNoch keine Bewertungen
- Biohydrogen Production by Vermihumus-Associated Microorganisms Using Agro Industrial Wastes As SubstrateDokument10 SeitenBiohydrogen Production by Vermihumus-Associated Microorganisms Using Agro Industrial Wastes As SubstrateIvan Dario Alfonso BetancourtNoch keine Bewertungen
- Rapid Evaluation of Craft Beer Quality During Fermentation ProcessDokument7 SeitenRapid Evaluation of Craft Beer Quality During Fermentation ProcessWalther Ayrton Uman PalaciosNoch keine Bewertungen
- 10 1016@j Jclepro 2017 07 134Dokument42 Seiten10 1016@j Jclepro 2017 07 134Yohana Ramirez AlfonsoNoch keine Bewertungen
- Alcohol Text Book 4thDokument448 SeitenAlcohol Text Book 4thGsus ToledoNoch keine Bewertungen
- Alwadi International School Grade 9 Biology 20. Biotech and Genetic Engineering NotesDokument38 SeitenAlwadi International School Grade 9 Biology 20. Biotech and Genetic Engineering NotesMohammed HelmyNoch keine Bewertungen
- Moretti Elio TesiDokument72 SeitenMoretti Elio TesiVivian Katherine Colorado GomezNoch keine Bewertungen
- Ethanol and Ethyl Acetate Production During The Cider Fermentation From Laboratory To Industrial ScaleDokument6 SeitenEthanol and Ethyl Acetate Production During The Cider Fermentation From Laboratory To Industrial ScaleArif Hidayat100% (1)
- Analysis of Traditional House Hold Alcoholic Beverage To Processing Plant Level ProductionDokument13 SeitenAnalysis of Traditional House Hold Alcoholic Beverage To Processing Plant Level ProductionMelakuNoch keine Bewertungen
- SMB2204Dokument118 SeitenSMB2204Gounder KirthikaNoch keine Bewertungen
- The Potential of Microbial ProcessesDokument18 SeitenThe Potential of Microbial ProcessesMichelli SantarelliNoch keine Bewertungen
- Resposibility: Compilation + References: Group: 3 Student Names: Kulsoom YounasDokument20 SeitenResposibility: Compilation + References: Group: 3 Student Names: Kulsoom YounasAria FinNoch keine Bewertungen
- Vandermerwe 2013Dokument8 SeitenVandermerwe 2013Jordan Masyuber Cevallos MendozaNoch keine Bewertungen
- Contributions Regarding The Reduction of Productio PDFDokument9 SeitenContributions Regarding The Reduction of Productio PDFNilay JoshiNoch keine Bewertungen
- S Meets 1983Dokument2 SeitenS Meets 1983raquelNoch keine Bewertungen
- Produccion A Escala Laboratorio de Mosto de AltaDokument6 SeitenProduccion A Escala Laboratorio de Mosto de AltaGonzalo BenavidesNoch keine Bewertungen
- 2013 Scottetal Biotechnol Biofuels 6171Dokument17 Seiten2013 Scottetal Biotechnol Biofuels 6171Martha AlbaNoch keine Bewertungen
- Popa S ADokument11 SeitenPopa S ADana MateiNoch keine Bewertungen
- Internship Report On Dashen BreweryDokument27 SeitenInternship Report On Dashen Brewerydesalegn abera70% (10)
- Celsius Uamerica 3643Dokument14 SeitenCelsius Uamerica 3643Rimy Cruz GambaNoch keine Bewertungen
- l04 l01Dokument30 Seitenl04 l01Catalina IoanaNoch keine Bewertungen
- Process and Plant Design of A Dual-Feedstock Bioethanol Plant: A Final-Year Chemical Engineering Design ProjectDokument9 SeitenProcess and Plant Design of A Dual-Feedstock Bioethanol Plant: A Final-Year Chemical Engineering Design ProjectRomel AlojadoNoch keine Bewertungen
- The Chronological Development of The Fermentation IndustryDokument23 SeitenThe Chronological Development of The Fermentation IndustryMns Vgl78% (9)
- Modelación en Columna EmpacadaDokument11 SeitenModelación en Columna EmpacadaMartín Rivas PereiraNoch keine Bewertungen
- Fermentation Final.....Dokument18 SeitenFermentation Final.....Ansh AroraNoch keine Bewertungen
- Introduction To Fermentation ProcessesDokument12 SeitenIntroduction To Fermentation ProcessesTarequl Islam NishadNoch keine Bewertungen
- Articulo Fermentación Continua InglésDokument9 SeitenArticulo Fermentación Continua InglésMaria Fernanda Guzman CruzNoch keine Bewertungen
- Bioetanol 1Dokument9 SeitenBioetanol 1Ezequiel QuinterosNoch keine Bewertungen
- O'Hara, Ian M. Edye, Leslie A. Doherty, William O.S. Kent, Ge-OffDokument5 SeitenO'Hara, Ian M. Edye, Leslie A. Doherty, William O.S. Kent, Ge-OffAmit KatariyaNoch keine Bewertungen
- Current Ethanol Production RequirementsDokument14 SeitenCurrent Ethanol Production RequirementsSRINIVASAN TNoch keine Bewertungen
- Technical Description of BiorefineryDokument6 SeitenTechnical Description of Biorefinerydannykusuma28Noch keine Bewertungen
- New Developments and Trends in Food Processing and Packaging in EuropeDokument16 SeitenNew Developments and Trends in Food Processing and Packaging in EuropeArdian ShaarawyNoch keine Bewertungen
- Process Selection:: 2.1 Types of ProcessesDokument16 SeitenProcess Selection:: 2.1 Types of ProcessesNabeel BhuttaNoch keine Bewertungen
- J Biombioe 2010 02 003Dokument7 SeitenJ Biombioe 2010 02 003ABDUL ZIRAY ARIFINNoch keine Bewertungen
- Moran Aguilar2021Dokument11 SeitenMoran Aguilar2021Đức Anh Nguyễn DuyNoch keine Bewertungen
- Process Intensification in Lactic Acid ProductionDokument11 SeitenProcess Intensification in Lactic Acid ProductionRoxana StoicaNoch keine Bewertungen
- Biotechnological Potential of Agro-Industrial Residues. I: Sugarcane BagasseDokument12 SeitenBiotechnological Potential of Agro-Industrial Residues. I: Sugarcane BagasseAnonymous Wcj4C3jNoch keine Bewertungen
- Continuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesDokument6 SeitenContinuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesLoc VotuongNoch keine Bewertungen
- Bioproduction of Hydrogen by Simultaneous SaccharificationDokument8 SeitenBioproduction of Hydrogen by Simultaneous SaccharificationProfessor Douglas TorresNoch keine Bewertungen
- 14bdo - Pdfsuccinic Acid: A New Platform Chemical For Biobased Polymers From Renewable ResourcesDokument8 Seiten14bdo - Pdfsuccinic Acid: A New Platform Chemical For Biobased Polymers From Renewable ResourcesAngela Smith100% (1)
- Sugarcane-based Biofuels and BioproductsVon EverandSugarcane-based Biofuels and BioproductsIan O'HaraNoch keine Bewertungen
- Microalgae as a Source of Bioenergy: Products, Processes and EconomicsVon EverandMicroalgae as a Source of Bioenergy: Products, Processes and EconomicsNoch keine Bewertungen
- Engineering Processes for BioseparationsVon EverandEngineering Processes for BioseparationsLAURENCE R. WEATHERLEYBewertung: 4 von 5 Sternen4/5 (1)
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADokument10 SeitenResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNoch keine Bewertungen
- Google App EngineDokument5 SeitenGoogle App EngineDinesh MudirajNoch keine Bewertungen
- L1 L2 Highway and Railroad EngineeringDokument7 SeitenL1 L2 Highway and Railroad Engineeringeutikol69Noch keine Bewertungen
- Income Statement, Its Elements, Usefulness and LimitationsDokument5 SeitenIncome Statement, Its Elements, Usefulness and LimitationsDipika tasfannum salamNoch keine Bewertungen
- Profile On Sheep and Goat FarmDokument14 SeitenProfile On Sheep and Goat FarmFikirie MogesNoch keine Bewertungen
- The Rise of Populism and The Crisis of Globalization: Brexit, Trump and BeyondDokument11 SeitenThe Rise of Populism and The Crisis of Globalization: Brexit, Trump and Beyondalpha fiveNoch keine Bewertungen
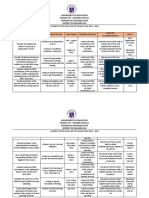
- Action Plan Lis 2021-2022Dokument3 SeitenAction Plan Lis 2021-2022Vervie BingalogNoch keine Bewertungen
- Government of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Dokument2 SeitenGovernment of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Satyaki Prasad MaitiNoch keine Bewertungen
- Are Groups and Teams The Same Thing? An Evaluation From The Point of Organizational PerformanceDokument6 SeitenAre Groups and Teams The Same Thing? An Evaluation From The Point of Organizational PerformanceNely Noer SofwatiNoch keine Bewertungen
- Job Description For QAQC EngineerDokument2 SeitenJob Description For QAQC EngineerSafriza ZaidiNoch keine Bewertungen
- 2016 066 RC - LuelcoDokument11 Seiten2016 066 RC - LuelcoJoshua GatumbatoNoch keine Bewertungen
- Delta AFC1212D-SP19Dokument9 SeitenDelta AFC1212D-SP19Brent SmithNoch keine Bewertungen
- Schmidt Family Sales Flyer English HighDokument6 SeitenSchmidt Family Sales Flyer English HighmdeenkNoch keine Bewertungen
- Digital LiteracyDokument19 SeitenDigital Literacynagasms100% (1)
- ACIS - Auditing Computer Information SystemDokument10 SeitenACIS - Auditing Computer Information SystemErwin Labayog MedinaNoch keine Bewertungen
- 30 Creative Activities For KidsDokument4 Seiten30 Creative Activities For KidsLaloGomezNoch keine Bewertungen
- Viceversa Tarot PDF 5Dokument1 SeiteViceversa Tarot PDF 5Kimberly Hill100% (1)
- United Nations Economic and Social CouncilDokument3 SeitenUnited Nations Economic and Social CouncilLuke SmithNoch keine Bewertungen
- Tanzania Finance Act 2008Dokument25 SeitenTanzania Finance Act 2008Andrey PavlovskiyNoch keine Bewertungen
- Dry Canyon Artillery RangeDokument133 SeitenDry Canyon Artillery RangeCAP History LibraryNoch keine Bewertungen
- Oracle Exadata Database Machine X4-2: Features and FactsDokument17 SeitenOracle Exadata Database Machine X4-2: Features and FactsGanesh JNoch keine Bewertungen
- ICSI-Admit-Card (1) - 230531 - 163936Dokument17 SeitenICSI-Admit-Card (1) - 230531 - 163936SanjayNoch keine Bewertungen
- The Electricity Act - 2003Dokument84 SeitenThe Electricity Act - 2003Anshul PandeyNoch keine Bewertungen
- Engineering Management (Final Exam)Dokument2 SeitenEngineering Management (Final Exam)Efryl Ann de GuzmanNoch keine Bewertungen
- Efs151 Parts ManualDokument78 SeitenEfs151 Parts ManualRafael VanegasNoch keine Bewertungen
- Missouri Courts Appellate PracticeDokument27 SeitenMissouri Courts Appellate PracticeGeneNoch keine Bewertungen
- Unit 1Dokument3 SeitenUnit 1beharenbNoch keine Bewertungen
- IdM11gR2 Sizing WP LatestDokument31 SeitenIdM11gR2 Sizing WP Latesttranhieu5959Noch keine Bewertungen
- Maths PDFDokument3 SeitenMaths PDFChristina HemsworthNoch keine Bewertungen
- Transparency Documentation EN 2019Dokument23 SeitenTransparency Documentation EN 2019shani ChahalNoch keine Bewertungen