Das könnte Ihnen auch gefallen
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- Ancamine 2739 TdsDokument8 SeitenAncamine 2739 Tdsnc5r8fkp6zNoch keine Bewertungen
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Von EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Noch keine Bewertungen
- Ancamine 2726 TdsDokument1 SeiteAncamine 2726 Tdsnc5r8fkp6zNoch keine Bewertungen
- Ancamine 2740 TdsDokument5 SeitenAncamine 2740 Tdsnc5r8fkp6zNoch keine Bewertungen
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesVon EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Evonik Ancamine2811Dokument2 SeitenEvonik Ancamine2811kishanptlNoch keine Bewertungen
- Ancamide 2573 TDSDokument1 SeiteAncamide 2573 TDSnc5r8fkp6zNoch keine Bewertungen
- Evonik-Ancamide 221-X70 - EUDokument5 SeitenEvonik-Ancamide 221-X70 - EUMOHAMED100% (1)
- Evonik-Ancamine 2280 - EUDokument5 SeitenEvonik-Ancamine 2280 - EUOswaldo Manuel Ramirez MarinNoch keine Bewertungen
- Evonik-Ancamine 2791Dokument2 SeitenEvonik-Ancamine 2791Tangtang GuoNoch keine Bewertungen
- Evonik-Amicure PACMDokument5 SeitenEvonik-Amicure PACMuzzy2Noch keine Bewertungen
- Evonik-Ancamine 2803Dokument2 SeitenEvonik-Ancamine 2803AceVũNoch keine Bewertungen
- Ancamide 261A Epoxy Curing Agent Product InfoDokument11 SeitenAncamide 261A Epoxy Curing Agent Product InfoBERKAT RAJA SEMESTANoch keine Bewertungen
- Loctite EA 907™: Technical Data SheetDokument2 SeitenLoctite EA 907™: Technical Data Sheetuzzy2Noch keine Bewertungen
- Epoxy Curing Agents and Modifiers Technical DatasheetDokument1 SeiteEpoxy Curing Agents and Modifiers Technical DatasheetRAZA MEHDINoch keine Bewertungen
- Evonik Sunmide CX 1151 UploadDokument6 SeitenEvonik Sunmide CX 1151 UploadEpox by Epx polymers pvt ltdNoch keine Bewertungen
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDokument6 SeitenAraldite Epoxy Resin Cy 230 and Hy 951 HardenerVaibhav AnuseNoch keine Bewertungen
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDokument6 SeitenAraldite Epoxy Resin Cy 230 and Hy 951 Hardenersonu50% (2)
- Evonik-Ancamide 261A EUDokument7 SeitenEvonik-Ancamide 261A EUNimerksNoch keine Bewertungen
- Loctite Ea 9394.2 Aero-EnDokument5 SeitenLoctite Ea 9394.2 Aero-EnOzgur CimenNoch keine Bewertungen
- Cardolite NX 2016Dokument2 SeitenCardolite NX 2016Lê TiếnNoch keine Bewertungen
- WWW - Glueonline.co - Uk: Loctite EA 9492Dokument4 SeitenWWW - Glueonline.co - Uk: Loctite EA 9492SanjyNoch keine Bewertungen
- Anquamine 728: Curing AgentDokument4 SeitenAnquamine 728: Curing AgentGreg PanganNoch keine Bewertungen
- Loctite EA E-120HP: Product Description MixedDokument3 SeitenLoctite EA E-120HP: Product Description MixedRavi ModyNoch keine Bewertungen
- Atlac 590 002126 - 1520269898Dokument2 SeitenAtlac 590 002126 - 1520269898Jainam ShahNoch keine Bewertungen
- ANCAMINE® 2800 Curing Agent: DescriptionDokument2 SeitenANCAMINE® 2800 Curing Agent: DescriptionAceVũNoch keine Bewertungen
- PCRS9309-QT TDSDokument5 SeitenPCRS9309-QT TDSDaniele CatacchioNoch keine Bewertungen
- Ancamide 261A Product InfoDokument11 SeitenAncamide 261A Product InfodamiendamNoch keine Bewertungen
- Cor Cote HTDokument4 SeitenCor Cote HTlovaldes62Noch keine Bewertungen
- PS 870 Class C TDS 03 - 21Dokument2 SeitenPS 870 Class C TDS 03 - 21Ever LopezNoch keine Bewertungen
- Ancamide 2445 TdsDokument7 SeitenAncamide 2445 Tdsnc5r8fkp6zNoch keine Bewertungen
- Hysol Ea 9309Dokument5 SeitenHysol Ea 9309edgmtNoch keine Bewertungen
- Der 331 PDFDokument5 SeitenDer 331 PDFTamer BidakNoch keine Bewertungen
- Loctite Ea 934na Aero (Known As Hysol Ea 934na) - TdsDokument5 SeitenLoctite Ea 934na Aero (Known As Hysol Ea 934na) - TdspokleNoch keine Bewertungen
- Belzona 1121 InstrustionsDokument2 SeitenBelzona 1121 Instrustionssh4kesNoch keine Bewertungen
- TDS L2057216Dokument3 SeitenTDS L2057216erolsarNoch keine Bewertungen
- International Intertuf 262Dokument4 SeitenInternational Intertuf 262shunanlatheefNoch keine Bewertungen
- Hysol Ea 956 PDFDokument4 SeitenHysol Ea 956 PDFedgmtNoch keine Bewertungen
- Ancamide 2634 Curing Agent: Epoxy Curing Agents and ModifiersDokument7 SeitenAncamide 2634 Curing Agent: Epoxy Curing Agents and ModifiersNissim Hazar CasanovaNoch keine Bewertungen
- TDS PC 7218-EnDokument3 SeitenTDS PC 7218-Enangga alvianNoch keine Bewertungen
- NC-558 TDS enDokument2 SeitenNC-558 TDS enniteshacharya100% (1)
- Loctite EA 9464: Product DescriptionDokument3 SeitenLoctite EA 9464: Product DescriptionehsanNoch keine Bewertungen
- Belzona 1121: Product Specification SheetDokument2 SeitenBelzona 1121: Product Specification SheetQuy RomNoch keine Bewertungen
- KH-819_TDS_Dokument1 SeiteKH-819_TDS_NganNoch keine Bewertungen
- Loctite Nordbak Wear Resistant Putty: Product Description MixedDokument3 SeitenLoctite Nordbak Wear Resistant Putty: Product Description MixedFurqan ShabbirNoch keine Bewertungen
- Hexion Starting Formulation 8014Dokument4 SeitenHexion Starting Formulation 8014uzzy2Noch keine Bewertungen
- Henk Loctite Superflex Red TdsDokument2 SeitenHenk Loctite Superflex Red TdsMariano DomenechNoch keine Bewertungen
- E Program Files An ConnectManager SSIS TDS PDF Interplus 256 Eng HK A4 20091005Dokument4 SeitenE Program Files An ConnectManager SSIS TDS PDF Interplus 256 Eng HK A4 20091005ram_babu_59Noch keine Bewertungen
- BOATEXDokument1 SeiteBOATEXDianWidodoNoch keine Bewertungen
- Belzona 1321: Product Specification SheetDokument2 SeitenBelzona 1321: Product Specification Sheetmehdi kamaliNoch keine Bewertungen
- Epoxy Curing Agents For Fast Cure Civil Engineering ApplicationsDokument2 SeitenEpoxy Curing Agents For Fast Cure Civil Engineering ApplicationsNissim Hazar CasanovaNoch keine Bewertungen
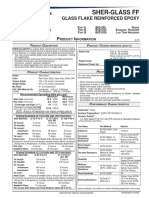
- Sherglass FFDokument4 SeitenSherglass FFJhose BonillaNoch keine Bewertungen
- Biresin® S12: Product Data SheetDokument4 SeitenBiresin® S12: Product Data Sheetrabii elarfaouiNoch keine Bewertungen
- ANCAMINE® TETA Curing Agent: DescriptionDokument2 SeitenANCAMINE® TETA Curing Agent: DescriptionMOHAMEDNoch keine Bewertungen
- Loctite Stycast 2651MM Cat 9 TDS 1Dokument2 SeitenLoctite Stycast 2651MM Cat 9 TDS 1steffan.henryNoch keine Bewertungen
- Epoxy 128Dokument5 SeitenEpoxy 128Hesham MostafaNoch keine Bewertungen
- Sikadur 52: Advanced, Very-Low-Viscosity, Moisture-Tolerant Epoxy Injection AdhesiveDokument2 SeitenSikadur 52: Advanced, Very-Low-Viscosity, Moisture-Tolerant Epoxy Injection Adhesivehendri sukrisnoNoch keine Bewertungen
- 253 PDS AiDokument4 Seiten253 PDS AiAchraf BoudayaNoch keine Bewertungen
- Defended From The Sun: Quelle/Publication: Ausgabe/Issue: Seite/Page: European Coatings Journal 12/2006 22Dokument6 SeitenDefended From The Sun: Quelle/Publication: Ausgabe/Issue: Seite/Page: European Coatings Journal 12/2006 22kishanptlNoch keine Bewertungen
- Contractor Oversight GuidelineDokument13 SeitenContractor Oversight GuidelinekishanptlNoch keine Bewertungen
- Marknox 1076 TdsDokument1 SeiteMarknox 1076 TdskishanptlNoch keine Bewertungen
- Ultradisperse W30 TIDokument4 SeitenUltradisperse W30 TIkishanptlNoch keine Bewertungen
- Sachtleben A deDokument12 SeitenSachtleben A dekishanptlNoch keine Bewertungen
- Advera 401PS PDFDokument1 SeiteAdvera 401PS PDFkishanptlNoch keine Bewertungen
- UV-Titan RM 402 WP: A Step Forward in Inorganic Long Term UV-ProtectionDokument1 SeiteUV-Titan RM 402 WP: A Step Forward in Inorganic Long Term UV-ProtectionkishanptlNoch keine Bewertungen
- Industry NEWS 12 PDFDokument1 SeiteIndustry NEWS 12 PDFkishanptlNoch keine Bewertungen
- Paraloid K 120ndDokument7 SeitenParaloid K 120ndkishanptlNoch keine Bewertungen
- Advera 401PS PDFDokument1 SeiteAdvera 401PS PDFkishanptlNoch keine Bewertungen
- Acronal IA 734 AP PIDokument3 SeitenAcronal IA 734 AP PIkishanptlNoch keine Bewertungen
- InfoDokument1 SeiteInfokishanptlNoch keine Bewertungen
- Advera For PVC ZC-111 PDFDokument4 SeitenAdvera For PVC ZC-111 PDFkishanptlNoch keine Bewertungen
- CFumedSilica PDFDokument4 SeitenCFumedSilica PDFkishanptlNoch keine Bewertungen
- TDS KaneAce 3FK PDFDokument1 SeiteTDS KaneAce 3FK PDFkishanptlNoch keine Bewertungen
- Acronal 7095Dokument3 SeitenAcronal 7095kishanptlNoch keine Bewertungen
- Soap NoodlesDokument5 SeitenSoap NoodlesDiah Novita100% (1)
- AcpcDokument1 SeiteAcpckishanptlNoch keine Bewertungen
- Sasolwax Fischer-Tropsch Waxes OverviewDokument3 SeitenSasolwax Fischer-Tropsch Waxes OverviewkishanptlNoch keine Bewertungen
- Commercial Trade NameDokument3 SeitenCommercial Trade NamekishanptlNoch keine Bewertungen
- DELTIO81XDokument6 SeitenDELTIO81XkishanptlNoch keine Bewertungen
- HDPE Vs PVCDokument12 SeitenHDPE Vs PVCRaya SNoch keine Bewertungen
- MoviDokument4 SeitenMovikishanptlNoch keine Bewertungen
- InkDokument3 SeitenInkkishanptl0% (1)
- Loctite 7232 High Temperature Wear Resistant Putty: Product Description SheetDokument1 SeiteLoctite 7232 High Temperature Wear Resistant Putty: Product Description SheetjohnNoch keine Bewertungen
- INSPECTION REPORT TITLEDokument7 SeitenINSPECTION REPORT TITLEABEC Trombay siteNoch keine Bewertungen
- German Smoke Comps PDFDokument32 SeitenGerman Smoke Comps PDFjbjsabuNoch keine Bewertungen
- TGE GUIDE FOR GASES AND CHEMICALSDokument86 SeitenTGE GUIDE FOR GASES AND CHEMICALSardipangulihiNoch keine Bewertungen
- Ionic and Covalent Bonding Lesson PlanDokument5 SeitenIonic and Covalent Bonding Lesson Planrosally alcoser100% (5)
- Modern Saw Welding Guide C5.50 PDFDokument136 SeitenModern Saw Welding Guide C5.50 PDFalberto feliciano teixeiraNoch keine Bewertungen
- Coefficient of Friction Equation and Table ChartDokument11 SeitenCoefficient of Friction Equation and Table ChartBobNoch keine Bewertungen
- Craig Vaughan CHPTR 11 PDFDokument25 SeitenCraig Vaughan CHPTR 11 PDFSharon BennyNoch keine Bewertungen
- Properties and Uses of Hydrogen and s-Block ElementsDokument72 SeitenProperties and Uses of Hydrogen and s-Block ElementsGuru BhatNoch keine Bewertungen
- IELTS Reading Practice Test 25Dokument11 SeitenIELTS Reading Practice Test 25Nguyễn Thị Huyền Dịu 5A-20Noch keine Bewertungen
- Engineering Plastic Properties and Processing GuidelinesDokument28 SeitenEngineering Plastic Properties and Processing GuidelinesSamuel Berger VeltenNoch keine Bewertungen
- A2 - Periodic Trends & PropertiesDokument17 SeitenA2 - Periodic Trends & PropertiesFakhar LateefNoch keine Bewertungen
- Din4226 100 2002Dokument18 SeitenDin4226 100 2002Tecnología del Hormigón100% (1)
- Engineering Materials Exam GuideDokument5 SeitenEngineering Materials Exam Guidekundayi shavaNoch keine Bewertungen
- Removing contaminants from crude oil effectively with TITLEDokument5 SeitenRemoving contaminants from crude oil effectively with TITLEIrene CarrilloNoch keine Bewertungen
- Feasibility of Banana Stem Fiber As An Ecobag - Chapter 1Dokument9 SeitenFeasibility of Banana Stem Fiber As An Ecobag - Chapter 1Rubilee Ganoy100% (1)
- Hassan Moussa Bio-SACNDADokument145 SeitenHassan Moussa Bio-SACNDAVignesh IyerNoch keine Bewertungen
- 1.3 Last Dry Dock ReportDokument50 Seiten1.3 Last Dry Dock ReportChandergupt MehtaNoch keine Bewertungen
- Roofmate PDFDokument29 SeitenRoofmate PDFFadi HNoch keine Bewertungen
- ES22,ES30,ES37 Screw Compressor Operation and Maintenance ManualDokument39 SeitenES22,ES30,ES37 Screw Compressor Operation and Maintenance Manualandy habibi100% (1)
- Vacuum Glass Vs Insulated GlassDokument2 SeitenVacuum Glass Vs Insulated GlassHan JoeNoch keine Bewertungen
- Catalog Profilitec2010Dokument202 SeitenCatalog Profilitec2010nasuemilNoch keine Bewertungen
- Tendernotice 3Dokument4 SeitenTendernotice 3Balvir ChauhanNoch keine Bewertungen
- Literature Review On NanomaterialsDokument5 SeitenLiterature Review On Nanomaterialsafdtwtdsa100% (1)
- Chemical & fuel resistant polyurethane sealantDokument2 SeitenChemical & fuel resistant polyurethane sealantAlexi ALfred H. TagoNoch keine Bewertungen
- EN 10025 steel mechanical propertiesDokument1 SeiteEN 10025 steel mechanical propertiesjurieskNoch keine Bewertungen
- XTR Gun Brochure PDFDokument4 SeitenXTR Gun Brochure PDFMohamed NouzerNoch keine Bewertungen
- Acids Bases and Salts 100l 1Dokument5 SeitenAcids Bases and Salts 100l 1Michael EhondorNoch keine Bewertungen
- UniplanxDokument12 SeitenUniplanxbiik0076153Noch keine Bewertungen
- Structural Screw Design Guide: Myticon Timber ConnectorsDokument52 SeitenStructural Screw Design Guide: Myticon Timber ConnectorsciviliiiNoch keine Bewertungen
- Why We Die: The New Science of Aging and the Quest for ImmortalityVon EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisVon EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisBewertung: 5 von 5 Sternen5/5 (8)
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (57)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingVon EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingBewertung: 5 von 5 Sternen5/5 (4)
- The Comfort of Crows: A Backyard YearVon EverandThe Comfort of Crows: A Backyard YearBewertung: 4.5 von 5 Sternen4.5/5 (23)
- The Obesity Code: Unlocking the Secrets of Weight LossVon EverandThe Obesity Code: Unlocking the Secrets of Weight LossBewertung: 5 von 5 Sternen5/5 (4)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingVon EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingBewertung: 3.5 von 5 Sternen3.5/5 (33)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisVon EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisVon EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisBewertung: 4.5 von 5 Sternen4.5/5 (41)
- Algorithms to Live By: The Computer Science of Human DecisionsVon EverandAlgorithms to Live By: The Computer Science of Human DecisionsBewertung: 4.5 von 5 Sternen4.5/5 (722)
- The Marshmallow Test: Mastering Self-ControlVon EverandThe Marshmallow Test: Mastering Self-ControlBewertung: 4.5 von 5 Sternen4.5/5 (57)
- Crypt: Life, Death and Disease in the Middle Ages and BeyondVon EverandCrypt: Life, Death and Disease in the Middle Ages and BeyondBewertung: 4 von 5 Sternen4/5 (3)
- This Is Your Brain On Parasites: How Tiny Creatures Manipulate Our Behavior and Shape SocietyVon EverandThis Is Your Brain On Parasites: How Tiny Creatures Manipulate Our Behavior and Shape SocietyBewertung: 3.5 von 5 Sternen3.5/5 (31)
- The Consciousness Instinct: Unraveling the Mystery of How the Brain Makes the MindVon EverandThe Consciousness Instinct: Unraveling the Mystery of How the Brain Makes the MindBewertung: 4.5 von 5 Sternen4.5/5 (93)
- To Explain the World: The Discovery of Modern ScienceVon EverandTo Explain the World: The Discovery of Modern ScienceBewertung: 3.5 von 5 Sternen3.5/5 (51)
- Brain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolVon EverandBrain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolBewertung: 4 von 5 Sternen4/5 (702)
- The Storm of the Century: Tragedy, Heroism, Survival, and the Epic True Story of America's Deadliest Natural DisasterVon EverandThe Storm of the Century: Tragedy, Heroism, Survival, and the Epic True Story of America's Deadliest Natural DisasterNoch keine Bewertungen
- Chesapeake Requiem: A Year with the Watermen of Vanishing Tangier IslandVon EverandChesapeake Requiem: A Year with the Watermen of Vanishing Tangier IslandBewertung: 4 von 5 Sternen4/5 (38)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- Masterminds: Genius, DNA, and the Quest to Rewrite LifeVon EverandMasterminds: Genius, DNA, and the Quest to Rewrite LifeNoch keine Bewertungen
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorVon EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorBewertung: 4.5 von 5 Sternen4.5/5 (137)
- 10% Human: How Your Body's Microbes Hold the Key to Health and HappinessVon Everand10% Human: How Your Body's Microbes Hold the Key to Health and HappinessBewertung: 4 von 5 Sternen4/5 (33)