Das könnte Ihnen auch gefallen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- 0 Geolog Company Overview 2014Dokument14 Seiten0 Geolog Company Overview 2014pendexxNoch keine Bewertungen
- Development of Volcanic Gas Reservoirs: The Theory, Key Technologies and Practice of Hydrocarbon DevelopmentVon EverandDevelopment of Volcanic Gas Reservoirs: The Theory, Key Technologies and Practice of Hydrocarbon DevelopmentNoch keine Bewertungen
- Chapter-1 Introduction To Well PlanningDokument33 SeitenChapter-1 Introduction To Well Planningsparda94Noch keine Bewertungen
- Fundamentals and Applications of Bionic Drilling FluidsVon EverandFundamentals and Applications of Bionic Drilling FluidsNoch keine Bewertungen
- Preliminary Results of Sediment and Bedrock Coring in The Edmonton-Calgary Corridor, Central Alberta, OFR 2009-17Dokument87 SeitenPreliminary Results of Sediment and Bedrock Coring in The Edmonton-Calgary Corridor, Central Alberta, OFR 2009-17Alberta Geological SurveyNoch keine Bewertungen
- Electromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignVon EverandElectromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignBewertung: 5 von 5 Sternen5/5 (1)
- Well Integrity Report Rev. 01: AAB Ex. Oil Producer, GasDokument1 SeiteWell Integrity Report Rev. 01: AAB Ex. Oil Producer, Gaseng7mohamed7hashimNoch keine Bewertungen
- Microbial Enhancement of Oil Recovery - Recent AdvancesVon EverandMicrobial Enhancement of Oil Recovery - Recent AdvancesNoch keine Bewertungen
- SPE 0608 0079 JPT CT ApplicationsDokument3 SeitenSPE 0608 0079 JPT CT Applicationsswaala4realNoch keine Bewertungen
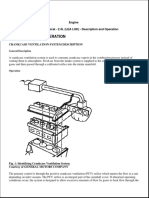
- 058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationDokument9 Seiten058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationGedas Gvildys100% (1)
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsVon EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNoch keine Bewertungen
- DRLG 6035pDokument24 SeitenDRLG 6035pJorge Jiménez100% (2)
- 2-Introduction To PythonDokument15 Seiten2-Introduction To PythonDihbash100% (1)
- Gate Preparation Strategy: Reservoir EngineeringDokument1 SeiteGate Preparation Strategy: Reservoir EngineeringHemant SrivastavaNoch keine Bewertungen
- 450 Final SolutionsDokument14 Seiten450 Final SolutionsWilliam Williams100% (2)
- HARDLOCK V8 Trouble Shooting GuideDokument2 SeitenHARDLOCK V8 Trouble Shooting GuideMahatab Hasan100% (1)
- Surface Production Operation EquipmentDokument10 SeitenSurface Production Operation Equipmentapi-201334376Noch keine Bewertungen
- Deepwater Well ControlDokument2 SeitenDeepwater Well ControlJayaprakash Gopala KamathNoch keine Bewertungen
- Bennion Et Al.-A Case Study of Foamy Oil Recovery in The Patos-Marinza Reservoir Driza Sand, AlbaniaDokument8 SeitenBennion Et Al.-A Case Study of Foamy Oil Recovery in The Patos-Marinza Reservoir Driza Sand, AlbaniaLeonardo Serg Márquez Flores100% (1)
- InfluenceMap Ranking TablesDokument8 SeitenInfluenceMap Ranking TablesMatt Mace100% (1)
- Offshore DrillingDokument9 SeitenOffshore DrillingBrodey Williams100% (1)
- Drillsim PDFDokument4 SeitenDrillsim PDFMahmoud Ahmed Ali Abdelrazik0% (1)
- TE1PetroleumWorksheets PDFDokument36 SeitenTE1PetroleumWorksheets PDFCristian ChioloNoch keine Bewertungen
- Classifications of Fluid SystemsDokument5 SeitenClassifications of Fluid Systemsshamshad_meNoch keine Bewertungen
- Completion - Cementing and Perforating PDFDokument9 SeitenCompletion - Cementing and Perforating PDFengineer1976Noch keine Bewertungen
- MCQDokument60 SeitenMCQkushal100% (1)
- 2-07 1. Tools and Equipment: Changing LinersDokument2 Seiten2-07 1. Tools and Equipment: Changing LinersAbdul Hameed OmarNoch keine Bewertungen
- Making HoleDokument51 SeitenMaking HoleCastro Honorata100% (1)
- Full Thesis ANALYSIS OF WELLBORE INSTABILITY WHILE DRILLING EXPLORATORY WELLS IN BANGLADESHDokument92 SeitenFull Thesis ANALYSIS OF WELLBORE INSTABILITY WHILE DRILLING EXPLORATORY WELLS IN BANGLADESHAhmed GharbiNoch keine Bewertungen
- Ame Rigs Brief Table ComDokument1 SeiteAme Rigs Brief Table ComMarvin TolentinoNoch keine Bewertungen
- Petroleum Engineer 1587094581Dokument2 SeitenPetroleum Engineer 1587094581leurneigeNoch keine Bewertungen
- Rig 12 Inventory SummaryDokument3 SeitenRig 12 Inventory Summaryherysyam1980100% (1)
- Fuccha Handbook - A Fresher's Guide To DtuDokument19 SeitenFuccha Handbook - A Fresher's Guide To Dtugauraang kapoorNoch keine Bewertungen
- Cementing ActivityDokument42 SeitenCementing ActivityHiral jainNoch keine Bewertungen
- SPE/IADC 163463 Extended Reach Drilling - New Solution With A Unique PotentialDokument11 SeitenSPE/IADC 163463 Extended Reach Drilling - New Solution With A Unique Potentialcarloszapata1Noch keine Bewertungen
- Depolama 2014 enDokument23 SeitenDepolama 2014 enMarian GresoiuNoch keine Bewertungen
- Master Thesis - Jose Maria MoratallaDokument80 SeitenMaster Thesis - Jose Maria MoratallaorlandoNoch keine Bewertungen
- Managed Pressure Drilling & Underbalanced Operations: Platinum SponsorsDokument4 SeitenManaged Pressure Drilling & Underbalanced Operations: Platinum SponsorsSyed IrtazaNoch keine Bewertungen
- Daily Drill ReportDokument2 SeitenDaily Drill ReportGDSMCEO100% (2)
- Upetrom Flow Line Piping PDFDokument4 SeitenUpetrom Flow Line Piping PDFermusatNoch keine Bewertungen
- Summer Internship ON: Basics of Well Logging, Well Log Operations & Interpretation-Ongc Mehsana AssetDokument38 SeitenSummer Internship ON: Basics of Well Logging, Well Log Operations & Interpretation-Ongc Mehsana AssetYaashpal Malik50% (2)
- Managed Pressure Drilling - What's in A NameDokument3 SeitenManaged Pressure Drilling - What's in A NameAnonymous H9n5g3aaCENoch keine Bewertungen
- Well Plan Release NotesDokument28 SeitenWell Plan Release Notesahmed_497959294Noch keine Bewertungen
- 2008 IPTC Conference Preview FINALDokument72 Seiten2008 IPTC Conference Preview FINALHing Chai ShingNoch keine Bewertungen
- Nation 16 3 Hour On: Pet-A, Oil Gas Well Drillin Ompletion For 016Dokument7 SeitenNation 16 3 Hour On: Pet-A, Oil Gas Well Drillin Ompletion For 016سالم العيساويNoch keine Bewertungen
- Spe 106346 MSDokument0 SeitenSpe 106346 MSManthan MarvaniyaNoch keine Bewertungen
- A Handbook of English For Offshore Oil DrillingDokument55 SeitenA Handbook of English For Offshore Oil Drillingvictoradulesku100% (1)
- Rig 70 (1380)Dokument4 SeitenRig 70 (1380)Jorge jose ManzanillaNoch keine Bewertungen
- Handout 20161126 Ispg - Drilling OperationDokument37 SeitenHandout 20161126 Ispg - Drilling Operationtama_utmNoch keine Bewertungen
- Tech Drilling Cementing CalculationsDokument0 SeitenTech Drilling Cementing Calculationsadvantage025Noch keine Bewertungen
- Case History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellDokument9 SeitenCase History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellElias GonzalezNoch keine Bewertungen
- Tools and Equipment: 2-08 Changing Suction ModuleDokument2 SeitenTools and Equipment: 2-08 Changing Suction ModuleAbdul Hameed OmarNoch keine Bewertungen
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDokument10 SeitenSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongNoch keine Bewertungen
- Dependency Form PDFDokument5 SeitenDependency Form PDFVivek VenugopalNoch keine Bewertungen
- WELL: HH 83/1D: WIND SPEED at 6:00 AM 44-46 KNTS. (N-NW)Dokument5 SeitenWELL: HH 83/1D: WIND SPEED at 6:00 AM 44-46 KNTS. (N-NW)anon_975742003Noch keine Bewertungen
- Wellbore Instability Causes and ConsequencesDokument12 SeitenWellbore Instability Causes and ConsequencesAnonymous JMuM0E5YONoch keine Bewertungen
- Reservoir SimulationDokument3 SeitenReservoir SimulationEuler MendozaNoch keine Bewertungen
- Pathfinder HDS-1 MWD Gamma ToolDokument2 SeitenPathfinder HDS-1 MWD Gamma Toolcheeeky_monkeyNoch keine Bewertungen
- Synopsis Mini Hydraulic PressDokument4 SeitenSynopsis Mini Hydraulic PressRaja Mane0% (2)
- Hydraulic Press Presentation.Dokument10 SeitenHydraulic Press Presentation.Pow dowtowNoch keine Bewertungen
- JBMDokument53 SeitenJBMVaibhav Ahlawat100% (1)
- David Ricardo - LT-2A - 09 - ScriptDokument2 SeitenDavid Ricardo - LT-2A - 09 - ScriptMuhammad Hanif HidayatNoch keine Bewertungen
- Hydraulic SystemDokument23 SeitenHydraulic SystemMarie Montecillo100% (1)
- Advantages and Disadvantages of Hydraulic Press MachineDokument3 SeitenAdvantages and Disadvantages of Hydraulic Press MachineL P LNoch keine Bewertungen
- Prince ONGC REPORT FinalDokument29 SeitenPrince ONGC REPORT FinalPrince PatelNoch keine Bewertungen
- Hydraulic Press 1Dokument5 SeitenHydraulic Press 1m.abdullahNoch keine Bewertungen
- Hydraulic Press Machine PartsDokument12 SeitenHydraulic Press Machine PartsOmprakash DeshpandeNoch keine Bewertungen
- Presses and Equipment For Sheet Metal DiesDokument19 SeitenPresses and Equipment For Sheet Metal DiesNarendrareddy RamireddyNoch keine Bewertungen
- Ihp ReportDokument15 SeitenIhp ReportVinod ShindeNoch keine Bewertungen
- Motorized Hydraulic PressDokument4 SeitenMotorized Hydraulic PressDhiraj Shinde100% (2)
- Internship Report REVISED 1Dokument40 SeitenInternship Report REVISED 1Abdul MuieezNoch keine Bewertungen
- Design & Manufacturing of 20 Ton Horizontal Hydraulic Press Machine For Pipe Squeezing & Flaring OperationDokument5 SeitenDesign & Manufacturing of 20 Ton Horizontal Hydraulic Press Machine For Pipe Squeezing & Flaring Operationabdullah yousefiNoch keine Bewertungen
- Mini Project Report: Working of Hydralic PressDokument10 SeitenMini Project Report: Working of Hydralic PressKishore Redla100% (1)
- Hydraulic Press MachineDokument16 SeitenHydraulic Press MachineAsdNoch keine Bewertungen
- Hydraulic Press Machine PartsDokument12 SeitenHydraulic Press Machine PartsKereme JulienNoch keine Bewertungen
- Hydraulic SystemDokument6 SeitenHydraulic SystemZia Muhammad HaiderNoch keine Bewertungen
- Y K Hydraulic PressDokument3 SeitenY K Hydraulic PressKrishna Goyal0% (1)
- Hydraulic PressDokument6 SeitenHydraulic PressRakheeb Basha100% (1)
- The Working and Usage of Hydraulic PressDokument3 SeitenThe Working and Usage of Hydraulic PressKashan KhanNoch keine Bewertungen
- Report On Hydraulic SystemDokument9 SeitenReport On Hydraulic Systemlavudya hanumanthu100% (2)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsVon EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AVon EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANoch keine Bewertungen
- Electric Motors and Drives: Fundamentals, Types and ApplicationsVon EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsVon EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNoch keine Bewertungen
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Heat Transfer Engineering: Fundamentals and TechniquesVon EverandHeat Transfer Engineering: Fundamentals and TechniquesBewertung: 4 von 5 Sternen4/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Smart Power Distribution Systems: Control, Communication, and OptimizationVon EverandSmart Power Distribution Systems: Control, Communication, and OptimizationNoch keine Bewertungen
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerVon EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNoch keine Bewertungen
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsVon EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNoch keine Bewertungen
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successVon EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureVon EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureBewertung: 3.5 von 5 Sternen3.5/5 (48)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceVon EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNoch keine Bewertungen
- A Pathway to Decarbonise the Shipping Sector by 2050Von EverandA Pathway to Decarbonise the Shipping Sector by 2050Noch keine Bewertungen
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksVon EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNoch keine Bewertungen
- Renewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksVon EverandRenewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksNoch keine Bewertungen