Das könnte Ihnen auch gefallen
- Gbhe Ammonia Co2 Removal Systems WSV PDFDokument20 SeitenGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNoch keine Bewertungen
- Shift Conversion OperationDokument26 SeitenShift Conversion OperationMuhammad JunaidNoch keine Bewertungen
- Reformer Sagar PresentationDokument43 SeitenReformer Sagar Presentationsagarlambariya123456Noch keine Bewertungen
- 34perr PDFDokument18 Seiten34perr PDFAlek KrótkiNoch keine Bewertungen
- Steam Reforming Carbon FormationDokument26 SeitenSteam Reforming Carbon FormationBilalNoch keine Bewertungen
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDokument28 SeitenDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNoch keine Bewertungen
- Catacarb Section, Dawood Hercules Fertilizers LimitedDokument16 SeitenCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- KSFL ReportDokument56 SeitenKSFL ReportAbhishek KumarNoch keine Bewertungen
- Aiche-36-021Equipment Performance of AmmoniaDokument9 SeitenAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- Ammonia TechnologyDokument13 SeitenAmmonia TechnologyMihaela Popescu-NeagoeNoch keine Bewertungen
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODokument7 SeitenDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNoch keine Bewertungen
- Paper 10 - Catalyst CatastrophesDokument16 SeitenPaper 10 - Catalyst CatastrophesArsalan QadirNoch keine Bewertungen
- Molecular SievesDokument31 SeitenMolecular SievesHIPAP100% (1)
- JM Methanol BrochureDokument24 SeitenJM Methanol BrochureM Alim Ur RahmanNoch keine Bewertungen
- Desulphurzation of Hydrocarbon Final MDFDokument26 SeitenDesulphurzation of Hydrocarbon Final MDFMuhammad Abuzar Siddiqi100% (1)
- Ammonia Synthesis Catalyst OperationDokument19 SeitenAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- Ammonia Energy - EfficiencyDokument4 SeitenAmmonia Energy - Efficiencyanupam01013787Noch keine Bewertungen
- Steamreforming Typesofreformerdesign 130924133238 Phpapp02Dokument59 SeitenSteamreforming Typesofreformerdesign 130924133238 Phpapp02Mary Scott100% (1)
- Improving Hydrotreater OperationsDokument5 SeitenImproving Hydrotreater Operationssaleh4060Noch keine Bewertungen
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractDokument16 SeitenWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstractvaratharajan g rNoch keine Bewertungen
- Proper Regeneration of Molecular Sieves in TSA Processes-Part 1Dokument7 SeitenProper Regeneration of Molecular Sieves in TSA Processes-Part 1G P100% (1)
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDokument13 SeitenCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNoch keine Bewertungen
- Uop Benfield Datasheet PDFDokument2 SeitenUop Benfield Datasheet PDFArya YudistiraNoch keine Bewertungen
- Pre-Reformer Catalyst in A Hydrogen PlantDokument4 SeitenPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDokument17 Seiten"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Uop Teuop-Tech-And-More-Air-Separation-Adsorbents-Articlech and More Air Separation Adsorbents ArticleDokument8 SeitenUop Teuop-Tech-And-More-Air-Separation-Adsorbents-Articlech and More Air Separation Adsorbents ArticleRoo FaNoch keine Bewertungen
- LTS Katalco (83-3)Dokument16 SeitenLTS Katalco (83-3)ricko4001Noch keine Bewertungen
- Casale Technologies For New Grass-Roots PlantsDokument10 SeitenCasale Technologies For New Grass-Roots PlantsNguyen Thanh SangNoch keine Bewertungen
- Process Description of Ammonia PlantDokument12 SeitenProcess Description of Ammonia PlantSridharNoch keine Bewertungen
- H2 PSA SlidesDokument16 SeitenH2 PSA SlidesCristian TorrezNoch keine Bewertungen
- Options For Economical Supply of Hydrogen: Special EquipmentDokument4 SeitenOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNoch keine Bewertungen
- HTS CatalystDokument16 SeitenHTS CatalystMuhammad Junaid100% (1)
- ShiftMax 120 PDFDokument6 SeitenShiftMax 120 PDFHimanshu GuptaNoch keine Bewertungen
- Advanced Recycle Paraffin Isomersation TechnologyDokument8 SeitenAdvanced Recycle Paraffin Isomersation TechnologytungksnbNoch keine Bewertungen
- Q1 Catalyst CatastrophesDokument6 SeitenQ1 Catalyst CatastrophesGhulam RasoolNoch keine Bewertungen
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDokument66 SeitenMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNoch keine Bewertungen
- Octanizing Reformer - AxensDokument7 SeitenOctanizing Reformer - Axensbinapaniki6520Noch keine Bewertungen
- Polybed PSADokument2 SeitenPolybed PSAJeEJyZaNoch keine Bewertungen
- Amine Unit AntifoamDokument1 SeiteAmine Unit Antifoamsmith136Noch keine Bewertungen
- Lurgi MegamethanolDokument8 SeitenLurgi MegamethanolAngeloNoch keine Bewertungen
- PSA 50 Paper PDFDokument5 SeitenPSA 50 Paper PDFshashi kant kumarNoch keine Bewertungen
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDokument9 SeitenFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNoch keine Bewertungen
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODokument33 SeitenAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNoch keine Bewertungen
- Technical - Data - Sheet - Catalyst - HR 538Dokument1 SeiteTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarNoch keine Bewertungen
- Product Data Sheet - MDEADokument4 SeitenProduct Data Sheet - MDEACHANADAS100% (1)
- GPAC Gas Sweetening PresentationDokument35 SeitenGPAC Gas Sweetening PresentationAnonymous bHh1L1Noch keine Bewertungen
- Feed PurificationDokument12 SeitenFeed PurificationrajuNoch keine Bewertungen
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesDokument2 SeitenIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducNoch keine Bewertungen
- Purification KATALCO Mar 07Dokument16 SeitenPurification KATALCO Mar 07SimEnzNoch keine Bewertungen
- Uhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaDokument6 SeitenUhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaMUHAMMAD USMAN0% (1)
- TSPenex ProcessDokument2 SeitenTSPenex Processstavros7100% (1)
- Contamination in Amines 2010Dokument14 SeitenContamination in Amines 2010NS MurthyNoch keine Bewertungen
- Sweetening LPG With AminesDokument8 SeitenSweetening LPG With AminessizwehNoch keine Bewertungen
- Siemens Zimpro - Wet Air OxidationDokument8 SeitenSiemens Zimpro - Wet Air OxidationGorden DryginNoch keine Bewertungen
- Ammonias Operator Training GBHDokument57 SeitenAmmonias Operator Training GBHGeorge Van BommelNoch keine Bewertungen
- Amine Acid and Sour Gas Plant ExperiencesDokument16 SeitenAmine Acid and Sour Gas Plant ExperiencescymyNoch keine Bewertungen
- CO2 Capture & CompressionDokument22 SeitenCO2 Capture & Compressionchen junwenNoch keine Bewertungen
- 5 HydratesDokument35 Seiten5 HydratesSyafiqah Rosmarina AhmadNoch keine Bewertungen
- Busting A Myth - Analyzing The Effectiveness ConocoPhillips06Dokument20 SeitenBusting A Myth - Analyzing The Effectiveness ConocoPhillips06Remeras TartagalNoch keine Bewertungen
- 0814 b090 DCCQ 001 Esp ManualDokument9 Seiten0814 b090 DCCQ 001 Esp ManualrajuNoch keine Bewertungen
- Operation Manual: MT MTC Type Electrodtatic PrecipitatorDokument1 SeiteOperation Manual: MT MTC Type Electrodtatic PrecipitatorrajuNoch keine Bewertungen
- (欣隆)MT电除尘器安装说明书(英文) (14 10 8)Dokument36 Seiten(欣隆)MT电除尘器安装说明书(英文) (14 10 8)raju100% (1)
- Handling, Transportation and Storage Manual: MT Type EspDokument1 SeiteHandling, Transportation and Storage Manual: MT Type EsprajuNoch keine Bewertungen
- 0814 B090 DCCQ 006电除尘器安装说明书封面(英文)Dokument1 Seite0814 B090 DCCQ 006电除尘器安装说明书封面(英文)rajuNoch keine Bewertungen
- Model 02.11.2015Dokument1 SeiteModel 02.11.2015rajuNoch keine Bewertungen
- Handling, Transportation and Storage Manual: MT Type EspDokument1 SeiteHandling, Transportation and Storage Manual: MT Type EsprajuNoch keine Bewertungen
- WPS 7018+70S2Dokument8 SeitenWPS 7018+70S2rajuNoch keine Bewertungen
- RFI FormatDokument23 SeitenRFI FormatrajuNoch keine Bewertungen
- MT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36Dokument1 SeiteMT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36rajuNoch keine Bewertungen
- WPS 7018+70S2Dokument5 SeitenWPS 7018+70S2rajuNoch keine Bewertungen
- 07-3116 333 EC-33301 Iss - 0Dokument5 Seiten07-3116 333 EC-33301 Iss - 0rajuNoch keine Bewertungen
- Purchase Requisition: S. No Date Area PurposeDokument2 SeitenPurchase Requisition: S. No Date Area PurposerajuNoch keine Bewertungen
- Format - IiDokument116 SeitenFormat - IirajuNoch keine Bewertungen
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Dokument1 SeiteQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuNoch keine Bewertungen
- WPS 7018+70S2Dokument8 SeitenWPS 7018+70S2rajuNoch keine Bewertungen
- Vivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordDokument1 SeiteVivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordrajuNoch keine Bewertungen
- Annexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutDokument1 SeiteAnnexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutrajuNoch keine Bewertungen
- Mechanical: Department PR No. Indented by DateDokument1 SeiteMechanical: Department PR No. Indented by DaterajuNoch keine Bewertungen
- Annexure To FORMAT - IDokument3 SeitenAnnexure To FORMAT - IrajuNoch keine Bewertungen
- Format - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingDokument1 SeiteFormat - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingrajuNoch keine Bewertungen
- Raju Mahadevan Resume - Quality Control EngineerDokument4 SeitenRaju Mahadevan Resume - Quality Control EngineerrajuNoch keine Bewertungen
- Exxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andDokument1 SeiteExxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andrajuNoch keine Bewertungen
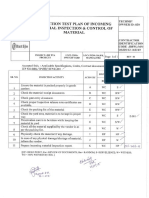
- ITP of Incoming Material Inspection & Control of MaterialDokument1 SeiteITP of Incoming Material Inspection & Control of MaterialrajuNoch keine Bewertungen
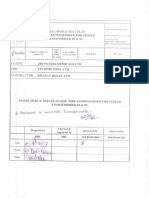
- ITP For Fire Extinguisher For Power Transformer - 01 & 02Dokument5 SeitenITP For Fire Extinguisher For Power Transformer - 01 & 02rajuNoch keine Bewertungen
- Scope: Provisional Method - 1994 © 1984 TAPPIDokument3 SeitenScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваNoch keine Bewertungen
- Staircase and Lintel As-03Dokument1 SeiteStaircase and Lintel As-03Divith B SannakkiNoch keine Bewertungen
- Tate Modern London, Pay Congestion ChargeDokument6 SeitenTate Modern London, Pay Congestion ChargeCongestionChargeNoch keine Bewertungen
- Methods of Teaching Syllabus - FinalDokument6 SeitenMethods of Teaching Syllabus - FinalVanessa L. VinluanNoch keine Bewertungen
- Brochure 2017Dokument44 SeitenBrochure 2017bibiana8593Noch keine Bewertungen
- Health, Safety & Environment: Refer NumberDokument2 SeitenHealth, Safety & Environment: Refer NumbergilNoch keine Bewertungen
- Validation of AnalyticalDokument307 SeitenValidation of AnalyticalJagdish ChanderNoch keine Bewertungen
- Czech Republic GAAPDokument25 SeitenCzech Republic GAAPFin Cassie Lazy100% (1)
- tdr100 - DeviceDokument4 Seitentdr100 - DeviceSrđan PavićNoch keine Bewertungen
- Econ 1006 Summary Notes 1Dokument24 SeitenEcon 1006 Summary Notes 1KulehNoch keine Bewertungen
- Ticket Udupi To MumbaiDokument2 SeitenTicket Udupi To MumbaikittushuklaNoch keine Bewertungen
- Pro Tools ShortcutsDokument5 SeitenPro Tools ShortcutsSteveJones100% (1)
- Mobile Based IVR SystemDokument17 SeitenMobile Based IVR SystemIndraysh Vijay [EC - 76]Noch keine Bewertungen
- EC2 406006 001 EFE 0121 - Controgen Generator Excitation System Description - Rev - ADokument29 SeitenEC2 406006 001 EFE 0121 - Controgen Generator Excitation System Description - Rev - AAnonymous bSpP1m8j0n50% (2)
- Preventive Maintenance - HematologyDokument5 SeitenPreventive Maintenance - HematologyBem GarciaNoch keine Bewertungen
- Automatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Dokument7 SeitenAutomatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Abdelrahman MahmoudNoch keine Bewertungen
- Management in English Language Teaching SummaryDokument2 SeitenManagement in English Language Teaching SummaryCarolina Lara50% (2)
- Mounting BearingDokument4 SeitenMounting Bearingoka100% (1)
- Bank of AmericaDokument1 SeiteBank of AmericaBethany MangahasNoch keine Bewertungen
- LICDokument82 SeitenLICTinu Burmi Anand100% (2)
- Matrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedDokument4 SeitenMatrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedAJ SantosNoch keine Bewertungen
- Marley Product Catalogue Brochure Grease TrapsDokument1 SeiteMarley Product Catalogue Brochure Grease TrapsKushalKallychurnNoch keine Bewertungen
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFDokument13 SeitenKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisNoch keine Bewertungen
- Rs 422Dokument1 SeiteRs 422rezakaihaniNoch keine Bewertungen
- In Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsDokument241 SeitenIn Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsBalaji ShindeNoch keine Bewertungen
- RetrieveDokument8 SeitenRetrieveSahian Montserrat Angeles HortaNoch keine Bewertungen
- La Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanDokument4 SeitenLa Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanKarlle ObviarNoch keine Bewertungen
- Nisha Rough DraftDokument50 SeitenNisha Rough DraftbharthanNoch keine Bewertungen
- Soneri Bank Compensation PolicyDokument20 SeitenSoneri Bank Compensation PolicySapii Mandhan100% (1)
- MWG Installation 7.6.2 IG INSTALLATION 0516 en - PDDokument64 SeitenMWG Installation 7.6.2 IG INSTALLATION 0516 en - PDjbondsrNoch keine Bewertungen