Das könnte Ihnen auch gefallen
- Advanced Manufacturing Systems Assignment 1 FaraiDokument10 SeitenAdvanced Manufacturing Systems Assignment 1 Faraifatsoe1Noch keine Bewertungen
- 65 Course Project ReportDokument8 Seiten65 Course Project ReportAditya SonkusareNoch keine Bewertungen
- Additive MFGDokument18 SeitenAdditive MFGEmerald InnovatesNoch keine Bewertungen
- Use of Rapid Prototyping in Rapid ToolingDokument11 SeitenUse of Rapid Prototyping in Rapid ToolingSudhanwa KulkarniNoch keine Bewertungen
- 4 - Review of Reverse Engineering Systems Current State of The ArtDokument13 Seiten4 - Review of Reverse Engineering Systems Current State of The ArtMjNoch keine Bewertungen
- Reverse Engineering - A General Review PDFDokument5 SeitenReverse Engineering - A General Review PDFIsmael Aguilar100% (1)
- The Methodology of Patternless Casting Manufacturing: Wei-Yuan DzanDokument8 SeitenThe Methodology of Patternless Casting Manufacturing: Wei-Yuan DzanLaural MarshallNoch keine Bewertungen
- R P, T, F: Apid Rototyping Ooling AND AbricationDokument26 SeitenR P, T, F: Apid Rototyping Ooling AND AbricationSreejith S NairNoch keine Bewertungen
- Project PPT by GhananandDokument19 SeitenProject PPT by GhananandJK COTTONNoch keine Bewertungen
- CAD Model Generation Using 3D Scanning: Advanced Materials Research October 2007Dokument5 SeitenCAD Model Generation Using 3D Scanning: Advanced Materials Research October 2007kotes2007Noch keine Bewertungen
- Rapid RpototypingDokument16 SeitenRapid RpototypingAmey NaikNoch keine Bewertungen
- A Virtual Prototyping System For Rapid Product Development: S.H. Choi, A.M.M. ChanDokument12 SeitenA Virtual Prototyping System For Rapid Product Development: S.H. Choi, A.M.M. Chanbonmarche28Noch keine Bewertungen
- 18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022Dokument13 Seiten18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022srinivas kanakalaNoch keine Bewertungen
- 1 s2.0 S2214785320362878 MainDokument6 Seiten1 s2.0 S2214785320362878 MainS R Shahriar SazidNoch keine Bewertungen
- Unit - 1Dokument44 SeitenUnit - 1rajeshNoch keine Bewertungen
- Rapid PrototypingDokument55 SeitenRapid PrototypingPrashanth SaiNoch keine Bewertungen
- Project Report On Reverse Engineering: Guide: Prof Biswanath DoloiDokument31 SeitenProject Report On Reverse Engineering: Guide: Prof Biswanath DoloiBIPLAB MONDALNoch keine Bewertungen
- Introduction:-: Showed Major ProblemsDokument3 SeitenIntroduction:-: Showed Major Problemsmech mech1Noch keine Bewertungen
- Materials Today: Proceedings: Robin H. Helle, Hirpa G. LemuDokument8 SeitenMaterials Today: Proceedings: Robin H. Helle, Hirpa G. LemuRaj PatelNoch keine Bewertungen
- Sciencedirect: Additive Manufacturing of Fixture For Automated 3D Scanning - Case StudyDokument6 SeitenSciencedirect: Additive Manufacturing of Fixture For Automated 3D Scanning - Case StudyraharjoNoch keine Bewertungen
- AMTA UNIT5 CompleteDokument20 SeitenAMTA UNIT5 CompleteAdula RajasekharNoch keine Bewertungen
- Additive Manufacturing ProcessesDokument27 SeitenAdditive Manufacturing ProcessesAizrul ShahNoch keine Bewertungen
- Rapid Prototyping Notes by Shashidhar 2Dokument132 SeitenRapid Prototyping Notes by Shashidhar 2sharma devarajuNoch keine Bewertungen
- Rapid Prototyping PPTDokument17 SeitenRapid Prototyping PPTJoinal Hussain TapadarNoch keine Bewertungen
- 254 260, Tesma505, IJEASTDokument7 Seiten254 260, Tesma505, IJEASTFakada Dabalo GurmesaNoch keine Bewertungen
- Additive Manufacturing Technology: The Status, Applications, and ProspectsDokument15 SeitenAdditive Manufacturing Technology: The Status, Applications, and ProspectsImrul Kayes KhanNoch keine Bewertungen
- Recent Advancement of Rapid Prototyping in Aerospace Industry - A ReviewDokument19 SeitenRecent Advancement of Rapid Prototyping in Aerospace Industry - A Reviewmahe2kumarNoch keine Bewertungen
- 20me53i Week6 Day3 Session1Dokument9 Seiten20me53i Week6 Day3 Session1rajuNoch keine Bewertungen
- Reverse Engineering-A General ReviewDokument5 SeitenReverse Engineering-A General ReviewJ.C.VNoch keine Bewertungen
- Rapid PrototypingDokument22 SeitenRapid PrototypingMohammed SameelNoch keine Bewertungen
- AMTA UNIT 1 CompleteDokument11 SeitenAMTA UNIT 1 CompleteAdula RajasekharNoch keine Bewertungen
- Additive ManufacturingDokument26 SeitenAdditive ManufacturingSonia rajpuroitNoch keine Bewertungen
- Application of CAD/CAE & Rapid Prototyping Technology in Medical FieldDokument5 SeitenApplication of CAD/CAE & Rapid Prototyping Technology in Medical FieldRizwanNoch keine Bewertungen
- Rapid Prototyping Techniques For HeterogDokument5 SeitenRapid Prototyping Techniques For Heterogsreedhara g pNoch keine Bewertungen
- Using 3D Printing Technology in Prototype ProductionDokument9 SeitenUsing 3D Printing Technology in Prototype Productionxuyan yinNoch keine Bewertungen
- Unit 1 ADMDokument43 SeitenUnit 1 ADMCHINTAKINDI VENKATAIAH RAGHUVAMSHINoch keine Bewertungen
- Soa ReportDokument21 SeitenSoa Reportashutosh.2022cc09Noch keine Bewertungen
- Sciencedirect: Manufacturing System On The Cloud: A Case Study On Cloud-Based Process PlanningDokument7 SeitenSciencedirect: Manufacturing System On The Cloud: A Case Study On Cloud-Based Process PlanningsadiksnmNoch keine Bewertungen
- IJRPR12244Dokument7 SeitenIJRPR12244Sai AnirudhNoch keine Bewertungen
- Digital Modeling and Rapid PrototypingDokument28 SeitenDigital Modeling and Rapid PrototypingAnonymous mzF3JvyTJsNoch keine Bewertungen
- Udroiu RDokument8 SeitenUdroiu RCHELVASERNoch keine Bewertungen
- Rapid Prototyping and Rapid Tooling TheDokument24 SeitenRapid Prototyping and Rapid Tooling TheGopinath GangadhariNoch keine Bewertungen
- Impact of RM To IMDokument9 SeitenImpact of RM To IMsp9719307Noch keine Bewertungen
- Seminar SawDokument36 SeitenSeminar SawNimesh C SNoch keine Bewertungen
- Rapid Prototyping 1 - W2Dokument7 SeitenRapid Prototyping 1 - W2Islam FouadNoch keine Bewertungen
- RE and Dfhgrapid ProductDokument6 SeitenRE and Dfhgrapid ProductIshak AnsarNoch keine Bewertungen
- Rapid Prototyping: Process Advantage, Comparison and ApplicationDokument8 SeitenRapid Prototyping: Process Advantage, Comparison and ApplicationSai Manikanta TholetiNoch keine Bewertungen
- Seminar On Rapid Prototyping: Presented byDokument29 SeitenSeminar On Rapid Prototyping: Presented byksNoch keine Bewertungen
- Emerging Trends in Reverse EngineeringDokument8 SeitenEmerging Trends in Reverse Engineering0719383261Noch keine Bewertungen
- Sls Seminar 308rkDokument23 SeitenSls Seminar 308rkVENKATESH VANKALANoch keine Bewertungen
- 2018 A Digital Light Processing 3D Printer For Fast and High-Precision Fabrication of Soft Pneumatic ActuatorsDokument8 Seiten2018 A Digital Light Processing 3D Printer For Fast and High-Precision Fabrication of Soft Pneumatic ActuatorsJack LeeNoch keine Bewertungen
- Course Contents: 1.2 Traditional Prototyping VsDokument90 SeitenCourse Contents: 1.2 Traditional Prototyping Vsharsh vaghelaNoch keine Bewertungen
- Unit 1Dokument35 SeitenUnit 1narasimhanaiduNoch keine Bewertungen
- IJRET20160516038Dokument4 SeitenIJRET20160516038Youssef AliNoch keine Bewertungen
- Cybercut: An Internet-Based Cad/Cam SystemDokument33 SeitenCybercut: An Internet-Based Cad/Cam SystemJitendra JainNoch keine Bewertungen
- Development of A Robotic System For Automated Decaking of 3D-Printed PartsDokument8 SeitenDevelopment of A Robotic System For Automated Decaking of 3D-Printed PartsDelcos RoboticsNoch keine Bewertungen
- RP PresentationDokument11 SeitenRP Presentation1234physicNoch keine Bewertungen
- Rapid Protoyping Techinques and Advancement in Biomedical ApplicationsDokument1 SeiteRapid Protoyping Techinques and Advancement in Biomedical Applicationskunadeep samantroyNoch keine Bewertungen
- AMP Experiment No. 1 Case StudyDokument5 SeitenAMP Experiment No. 1 Case StudyDeep SasaniNoch keine Bewertungen
- Design and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesVon EverandDesign and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesNoch keine Bewertungen
- The Lancet Commissions: The Lancet-University of Oslo Commission On Global Governance For HealthDokument38 SeitenThe Lancet Commissions: The Lancet-University of Oslo Commission On Global Governance For HealthJorge PlanoNoch keine Bewertungen
- 1 s2.0 S0045793015003813 MainDokument11 Seiten1 s2.0 S0045793015003813 Mainjtelmo1Noch keine Bewertungen
- FBI Version 5-2-1 PDFDokument1 SeiteFBI Version 5-2-1 PDFOliver PiedrasantaNoch keine Bewertungen
- Introducción Swihart Astrofísica General (Material Complementario)Dokument20 SeitenIntroducción Swihart Astrofísica General (Material Complementario)jtelmo1Noch keine Bewertungen
- FBI Version 5-2-1 PDFDokument1 SeiteFBI Version 5-2-1 PDFOliver PiedrasantaNoch keine Bewertungen
- Control of Thermoforming Process Parameters To Manufacture SurfacDokument134 SeitenControl of Thermoforming Process Parameters To Manufacture Surfacjtelmo1Noch keine Bewertungen
- How Everyday-Things Are Made PDFDokument1 SeiteHow Everyday-Things Are Made PDFjtelmo1Noch keine Bewertungen
- Solar Smart Irrigation SystemDokument22 SeitenSolar Smart Irrigation SystemSubhranshu Mohapatra100% (1)
- Appendix: Dhuts-Phase Ii Dhaka Urban Transport Network Development Study-Phase IIDokument20 SeitenAppendix: Dhuts-Phase Ii Dhaka Urban Transport Network Development Study-Phase IIhhbeckNoch keine Bewertungen
- Orig Chap 1Dokument11 SeitenOrig Chap 1hazel alvarezNoch keine Bewertungen
- New Micra BrochureDokument14 SeitenNew Micra BrochureGlobalGroupOfDealersNoch keine Bewertungen
- ZIOIEXCELDokument4 SeitenZIOIEXCELSunil GNoch keine Bewertungen
- Shell Answer Book 07 The Driving Emergency BookDokument8 SeitenShell Answer Book 07 The Driving Emergency BookKenneth100% (2)
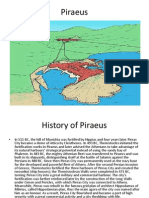
- PiraeusDokument9 SeitenPiraeusBen JamesNoch keine Bewertungen
- Tender - RCB NIT 08 20 21 IBDC - 1597146134Dokument124 SeitenTender - RCB NIT 08 20 21 IBDC - 1597146134Guy HydNoch keine Bewertungen
- SI 2023-005 Base Minerals Export Control (Unbeneficiated Base Mineral Ores) Order, 2023Dokument2 SeitenSI 2023-005 Base Minerals Export Control (Unbeneficiated Base Mineral Ores) Order, 2023tapiwaNoch keine Bewertungen
- CTA Case Digests - 07.23.2021Dokument5 SeitenCTA Case Digests - 07.23.2021Emrico CabahugNoch keine Bewertungen
- Analysis of Methodologies For The Evaluation of Power Outage Costs PDFDokument5 SeitenAnalysis of Methodologies For The Evaluation of Power Outage Costs PDFHachimenum AmadiNoch keine Bewertungen
- Woodworking SyllabusDokument3 SeitenWoodworking SyllabusLeonard Andrew ManuevoNoch keine Bewertungen
- United States v. Lavaris Perry, 4th Cir. (2014)Dokument3 SeitenUnited States v. Lavaris Perry, 4th Cir. (2014)Scribd Government DocsNoch keine Bewertungen
- 2019 - All Heads of Bureaus & Offices - Disconnection of Old Dti Telephone Lines - 64562Dokument8 Seiten2019 - All Heads of Bureaus & Offices - Disconnection of Old Dti Telephone Lines - 64562dannalauraNoch keine Bewertungen
- MEMORIAL ON BEHALF OF APPELLANTS DocsDokument29 SeitenMEMORIAL ON BEHALF OF APPELLANTS DocsPrashant KumarNoch keine Bewertungen
- April 24, 2008Dokument80 SeitenApril 24, 2008Reynaldo EstomataNoch keine Bewertungen
- 4th Party LogisticsDokument3 Seiten4th Party Logisticsch_salmanNoch keine Bewertungen
- 20-21 Ipads Shopping GuideDokument1 Seite20-21 Ipads Shopping Guideapi-348013334Noch keine Bewertungen
- PDF 20699Dokument102 SeitenPDF 20699Jose Mello0% (1)
- RFP For Corporate Engagement Platform PDFDokument28 SeitenRFP For Corporate Engagement Platform PDFAnupriya Roy ChoudharyNoch keine Bewertungen
- Synchronization Checklist PDFDokument8 SeitenSynchronization Checklist PDFAdhyartha KerafNoch keine Bewertungen
- Job Schedule Sheet: 'Lead Time Monitoring GraphDokument48 SeitenJob Schedule Sheet: 'Lead Time Monitoring GraphEndraNoch keine Bewertungen
- Agriculture Water Usage Poster ProjectDokument1 SeiteAgriculture Water Usage Poster Projectapi-339004071Noch keine Bewertungen
- Java 9 Real - TimeDokument57 SeitenJava 9 Real - TimeDiego AmayaNoch keine Bewertungen
- Ashik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationDokument4 SeitenAshik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationmanitejaNoch keine Bewertungen
- 14.quality of Life in Patients With Recurrent AphthousDokument7 Seiten14.quality of Life in Patients With Recurrent AphthousCoste Iulia RoxanaNoch keine Bewertungen
- Department of Agrarian Reform Adjudication Board (Darab) : PetitionDokument3 SeitenDepartment of Agrarian Reform Adjudication Board (Darab) : PetitionDe Dios JVNoch keine Bewertungen
- STB9NK60Z, STP9NK60Z, STP9NK60ZFPDokument19 SeitenSTB9NK60Z, STP9NK60Z, STP9NK60ZFPyokonakagimaNoch keine Bewertungen
- Lapid V CADokument11 SeitenLapid V CAChami YashaNoch keine Bewertungen
- BedZED - Beddington Zero Energy Development SuttonDokument36 SeitenBedZED - Beddington Zero Energy Development SuttonMaria Laura AlonsoNoch keine Bewertungen