Das könnte Ihnen auch gefallen
- CladtekPresentation16 02 2011Dokument30 SeitenCladtekPresentation16 02 2011Chee Hong LeeNoch keine Bewertungen
- ThyssenDokument0 SeitenThyssenAbbas RizviNoch keine Bewertungen
- Work Instruction FOR: Tensile TestDokument4 SeitenWork Instruction FOR: Tensile TestmahendraNoch keine Bewertungen
- Pipeline Design Consideration and StandardsDokument50 SeitenPipeline Design Consideration and StandardsahmadNoch keine Bewertungen
- Design Change Request Form 2013-08 Rev 2Dokument5 SeitenDesign Change Request Form 2013-08 Rev 2Amjid AliNoch keine Bewertungen
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDokument1 SeiteDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNoch keine Bewertungen
- TC-OVR-STD-PL-000500 External Coatings For Metallic PipelinesDokument65 SeitenTC-OVR-STD-PL-000500 External Coatings For Metallic PipelinesRomain Perrier-CornetNoch keine Bewertungen
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDokument59 SeitenT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNoch keine Bewertungen
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Dokument7 SeitenS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNoch keine Bewertungen
- Tips Wps FormatDokument5 SeitenTips Wps FormatWaqas WaqasNoch keine Bewertungen
- EN10255 Pipe SizeDokument3 SeitenEN10255 Pipe SizeStefan CristescuNoch keine Bewertungen
- (1-VI) - Rules For Welding - 2013 PDFDokument302 Seiten(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanNoch keine Bewertungen
- Tolerances For Pressure VesselsDokument2 SeitenTolerances For Pressure VesselsolekNoch keine Bewertungen
- Gas Industry Standard: GIS/PL2-2:2008Dokument83 SeitenGas Industry Standard: GIS/PL2-2:2008nedalinaNoch keine Bewertungen
- Perar ProcedureDokument21 SeitenPerar ProcedurejeswinNoch keine Bewertungen
- Flanges ANSI16 5###Dokument48 SeitenFlanges ANSI16 5###kunal shahNoch keine Bewertungen
- ITP Table For Flange (Stock)Dokument6 SeitenITP Table For Flange (Stock)Hamid Taghipour ArmakiNoch keine Bewertungen
- Inspection and Test Paln For LSAWDokument4 SeitenInspection and Test Paln For LSAWkbpatel123Noch keine Bewertungen
- Important Butt FusionDokument22 SeitenImportant Butt Fusionvipul anandNoch keine Bewertungen
- Materials System SpecificationDokument6 SeitenMaterials System SpecificationFAPM1285Noch keine Bewertungen
- Fabrication of Pipes PDFDokument2 SeitenFabrication of Pipes PDFLakeisha0% (1)
- Tinita: Engineering Private LimitedDokument2 SeitenTinita: Engineering Private LimitedalokbdasNoch keine Bewertungen
- Material Requisition For Bolt and Nuts-Rev0Dokument5 SeitenMaterial Requisition For Bolt and Nuts-Rev0altipatlarNoch keine Bewertungen
- Sa 450/sa 450MDokument13 SeitenSa 450/sa 450MSaravana VelNoch keine Bewertungen
- Asme b16.20 StandardsDokument1 SeiteAsme b16.20 StandardsJakir HossainNoch keine Bewertungen
- Asme Section II A-2 Sa-453 Sa-453mDokument10 SeitenAsme Section II A-2 Sa-453 Sa-453mAnonymous GhPzn1xNoch keine Bewertungen
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Dokument2 SeitenNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmNoch keine Bewertungen
- Mil-P-24503 Ic4Dokument5 SeitenMil-P-24503 Ic4Russell Simano100% (1)
- Catalogo SchulzDokument61 SeitenCatalogo SchulzIsabel PulidoNoch keine Bewertungen
- SLR Strainer Data Sheet PDFDokument7 SeitenSLR Strainer Data Sheet PDFKailas NimbalkarNoch keine Bewertungen
- WPQRDokument3 SeitenWPQRDimitris NikouNoch keine Bewertungen
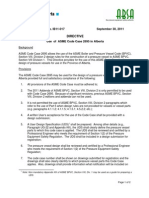
- Use of Asme Code Case 2695Dokument2 SeitenUse of Asme Code Case 2695G.SWAMINoch keine Bewertungen
- Mds-Sparkler Filter F-304Dokument1 SeiteMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- Hydro Test Pressure For PipesDokument3 SeitenHydro Test Pressure For Pipesmilan rabadiyaNoch keine Bewertungen
- Harmonized Standards Under PED - Pressure Equipment - European Standards - Enterprise and IndustryDokument12 SeitenHarmonized Standards Under PED - Pressure Equipment - European Standards - Enterprise and IndustryKetan Choukekar0% (1)
- Design of Pressure VesselDokument137 SeitenDesign of Pressure VesselCaptainToniesNoch keine Bewertungen
- Boq For AS BoilerDokument1 SeiteBoq For AS BoilerGayan ChathurangaNoch keine Bewertungen
- MSS SP-67 2011Dokument20 SeitenMSS SP-67 2011ISRAEL PORTILLO100% (1)
- QC-577-23 Dimensional and Surface Roughness Form (Flange) Rev 1Dokument4 SeitenQC-577-23 Dimensional and Surface Roughness Form (Flange) Rev 1Irma Handayani0% (1)
- Bill of Material - Globe Valve - Model 3000Dokument1 SeiteBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDENoch keine Bewertungen
- PIPA POP003 Butt Fusion Jointing of PE Pipes and Fittings Recommended Parameters Issue 7Dokument4 SeitenPIPA POP003 Butt Fusion Jointing of PE Pipes and Fittings Recommended Parameters Issue 7BOBNoch keine Bewertungen
- Production Test CouponDokument4 SeitenProduction Test CouponAbhijeet SahuNoch keine Bewertungen
- Highlights ASME Guides Preheat PWHT IDokument4 SeitenHighlights ASME Guides Preheat PWHT IArul Edwin Vijay VincentNoch keine Bewertungen
- Studding Outlet DimensionDokument2 SeitenStudding Outlet DimensionpandiangvNoch keine Bewertungen
- Welding ChartDokument2 SeitenWelding Chartjmcorsame777100% (2)
- INS T 004, Tol - OvalityDokument4 SeitenINS T 004, Tol - OvalityDeepakNoch keine Bewertungen
- GENERAL Specification Piping Fabrication and Pressure TestingDokument49 SeitenGENERAL Specification Piping Fabrication and Pressure Testingalizadeh2222100% (2)
- NDT of PipingDokument1 SeiteNDT of PipingVu Tung LinhNoch keine Bewertungen
- Insulating JointDokument17 SeitenInsulating Jointreza329329100% (1)
- Strip CladdingDokument8 SeitenStrip CladdingRenny DevassyNoch keine Bewertungen
- Hydro Forming of T-JOINTDokument12 SeitenHydro Forming of T-JOINTSenthamilselvi RamachandranNoch keine Bewertungen
- Astm A516 Grade 70 SteelDokument3 SeitenAstm A516 Grade 70 SteelLalit ModiNoch keine Bewertungen
- WPS Asme Ix PDFDokument4 SeitenWPS Asme Ix PDFSergiu LungNoch keine Bewertungen
- Guia de Linhas EUROPEAN PLASTICS WELDERDokument25 SeitenGuia de Linhas EUROPEAN PLASTICS WELDERFernanda ChavesNoch keine Bewertungen
- 1.0 Scope: General Welding Standard For PipingDokument7 Seiten1.0 Scope: General Welding Standard For PipingandhucaosNoch keine Bewertungen
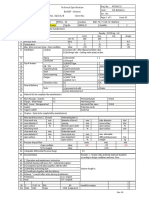
- Technical Bid EvaluationDokument3 SeitenTechnical Bid EvaluationAdvisNoch keine Bewertungen
- Technical Specification For Compression Lugs and Links: Ergon Energy Corporation LimitedDokument11 SeitenTechnical Specification For Compression Lugs and Links: Ergon Energy Corporation LimitedFadi Mohd ShaherNoch keine Bewertungen
- SSP-M003 Thermal Isolation and LaggingDokument15 SeitenSSP-M003 Thermal Isolation and LaggingBinh Dao100% (1)
- Span TS 3003Dokument51 SeitenSpan TS 3003Muhamad FarhanNoch keine Bewertungen
- Erosional Velocity CalcDokument1 SeiteErosional Velocity CalcmusNoch keine Bewertungen
- Valve 58Dokument8 SeitenValve 58musNoch keine Bewertungen
- Expansion Calculations and Loop SizingDokument2 SeitenExpansion Calculations and Loop SizingmusNoch keine Bewertungen
- Spiral Wound Gasket - DimensionsDokument2 SeitenSpiral Wound Gasket - DimensionsmusNoch keine Bewertungen
- PSX 60 HardenerDokument6 SeitenPSX 60 HardenermusNoch keine Bewertungen
- PSX - 60 Structural Adhesive Kit: Epoxy Siloxane Electrically Conductive Adhesive For Bonding Fiberglass Pipe and FittingsDokument2 SeitenPSX - 60 Structural Adhesive Kit: Epoxy Siloxane Electrically Conductive Adhesive For Bonding Fiberglass Pipe and FittingsmusNoch keine Bewertungen
- Maintenance Coupling: Assembly Instructions For Butt-End Joints and RepairDokument2 SeitenMaintenance Coupling: Assembly Instructions For Butt-End Joints and RepairmusNoch keine Bewertungen
- Pressure Safety Valve Theory and PSV Valve MechanismDokument5 SeitenPressure Safety Valve Theory and PSV Valve MechanismmusNoch keine Bewertungen
- Architecture of HimalayasDokument3 SeitenArchitecture of HimalayasAndrea CaballeroNoch keine Bewertungen
- DinmjgDokument10 SeitenDinmjghaker linkisNoch keine Bewertungen
- MOE XT2-XT4 110... 125V Ac/dcDokument3 SeitenMOE XT2-XT4 110... 125V Ac/dcLê Xuân ĐịnhNoch keine Bewertungen
- Bushing TestingDokument8 SeitenBushing TestingjoseNoch keine Bewertungen
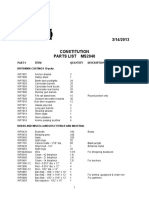
- MS2040 Constitution Parts ListDokument6 SeitenMS2040 Constitution Parts ListTemptationNoch keine Bewertungen
- Bearing Solutions and Service For Wind TurbinesDokument16 SeitenBearing Solutions and Service For Wind TurbinesDrZEIDINoch keine Bewertungen
- Chapter 01 Vacuum Chambers Special Components PDFDokument14 SeitenChapter 01 Vacuum Chambers Special Components PDFmindrumihaiNoch keine Bewertungen
- Pearson Correlation ValueDokument7 SeitenPearson Correlation ValuemarianaNoch keine Bewertungen
- Action Research MAPEHDokument9 SeitenAction Research MAPEHEloPoPo100% (4)
- Carpentry 7&8 Quarter 4-Module 1.2Dokument8 SeitenCarpentry 7&8 Quarter 4-Module 1.2Mark Laurence EchaluceNoch keine Bewertungen
- 6 Chapter 6 9781786393814Dokument41 Seiten6 Chapter 6 9781786393814yunicenjeNoch keine Bewertungen
- Chemistry Lab ReportDokument9 SeitenChemistry Lab Reportapi-327824087Noch keine Bewertungen
- A Very Old MachineDokument20 SeitenA Very Old MachineSwathi G. SalemNoch keine Bewertungen
- Therelek - Heat Treatment ServicesDokument8 SeitenTherelek - Heat Treatment ServicesTherelek EngineersNoch keine Bewertungen
- Flexowell® Replacement-Belts enDokument3 SeitenFlexowell® Replacement-Belts enrererererererererereNoch keine Bewertungen
- Antenatally Diagnosed Kidney AnomaliesDokument17 SeitenAntenatally Diagnosed Kidney AnomalieslauraNoch keine Bewertungen
- Dave Graham Literature CatalogDokument640 SeitenDave Graham Literature CatalogPierce PetersonNoch keine Bewertungen
- Manual de Servico Samsung Sgh-I677-Eplis-11Dokument10 SeitenManual de Servico Samsung Sgh-I677-Eplis-11Anselmo Antunes0% (1)
- Higher Unit 11 Topic Test: NameDokument17 SeitenHigher Unit 11 Topic Test: NamesadiyaNoch keine Bewertungen
- Basic Resistance Training GP5Dokument20 SeitenBasic Resistance Training GP5matt.tubieron23Noch keine Bewertungen
- SCSM 2022 Runners Information GuideDokument36 SeitenSCSM 2022 Runners Information GuideDollar SurvivorNoch keine Bewertungen
- T/PR/DIS/5.10.1: Work Procedure ForDokument38 SeitenT/PR/DIS/5.10.1: Work Procedure ForAnant RubadeNoch keine Bewertungen
- Brochure Smart Grid Foundation CourseDokument6 SeitenBrochure Smart Grid Foundation CourseKULDEEP MEENANoch keine Bewertungen
- First Periodical Exam Math 8Dokument2 SeitenFirst Periodical Exam Math 8Joanne88% (8)
- Advanced Automatic ControlDokument26 SeitenAdvanced Automatic Controlabdullah 3mar abou reashaNoch keine Bewertungen
- DP16B Bench Drill PressDokument20 SeitenDP16B Bench Drill Pressalfri7370% (1)
- Pruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda VeaDokument50 SeitenPruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda Veasanti0305Noch keine Bewertungen
- Sale of Property When - KP AstrologyDokument2 SeitenSale of Property When - KP Astrologyprajishvet100% (1)
- Wire Rope Forensics Letter PDFDokument50 SeitenWire Rope Forensics Letter PDFAshley DeanNoch keine Bewertungen
- Field Dry Density Test Using Sand Replacement MethodDokument29 SeitenField Dry Density Test Using Sand Replacement MethodJassel Jalandoni100% (1)