Das könnte Ihnen auch gefallen
- Ppap 101Dokument7 SeitenPpap 101Elvia PalmaNoch keine Bewertungen
- Manual Ppap 1Dokument17 SeitenManual Ppap 1Flavia PiruNoch keine Bewertungen
- Ppap Romo RiDokument11 SeitenPpap Romo RiRamiro Garcia ibarraNoch keine Bewertungen
- PPAPDokument2 SeitenPPAPnonameNoch keine Bewertungen
- Caso PPAPDokument19 SeitenCaso PPAPUlises BifanoNoch keine Bewertungen
- 03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021Dokument38 Seiten03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021alejandroNoch keine Bewertungen
- Cuestionario 2Dokument10 SeitenCuestionario 2David MoralesNoch keine Bewertungen
- Plan y AmefDokument33 SeitenPlan y AmefE Ivan Castillo100% (1)
- Curso Ppap 4 Edic (Quality)Dokument76 SeitenCurso Ppap 4 Edic (Quality)JUAN REYES100% (1)
- PPAP - Production Part Approval ProcessDokument22 SeitenPPAP - Production Part Approval ProcessIvette ZamarripaNoch keine Bewertungen
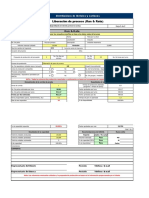
- Run & Rate Formato DimecaDokument3 SeitenRun & Rate Formato DimecaMarco Antonio Andrade ValdesNoch keine Bewertungen
- Ppap AmefDokument41 SeitenPpap AmefFlor Erika Mendez Cruz100% (1)
- Ppap 9°"d"Dokument58 SeitenPpap 9°"d"Miguel Cardone100% (1)
- 4M Control de Cambios - Hi-Lex MX - Tier N PDFDokument35 Seiten4M Control de Cambios - Hi-Lex MX - Tier N PDFGabriel BermudezNoch keine Bewertungen
- PPAPDokument36 SeitenPPAPcitaba3045Noch keine Bewertungen
- Requerimientos Del PPAPDokument7 SeitenRequerimientos Del PPAPOzziii AlvaNoch keine Bewertungen
- APQP+PPAP (Example)Dokument21 SeitenAPQP+PPAP (Example)Salvador Rosales100% (1)
- de PPAPDokument12 Seitende PPAPGaabs LdNoch keine Bewertungen
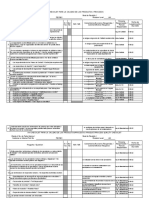
- Checklist Amefs ProcesosDokument1 SeiteChecklist Amefs ProcesosgabrielaNoch keine Bewertungen
- Resumen Ppap y Apqp1Dokument6 SeitenResumen Ppap y Apqp1Carolina GarayNoch keine Bewertungen
- Los 18 Elementos Del PPAP Son Los SiguientesDokument2 SeitenLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezNoch keine Bewertungen
- Manual SPC Segunda Edición PDFDokument234 SeitenManual SPC Segunda Edición PDFSebastian Gomez MorenoNoch keine Bewertungen
- PPAPDokument86 SeitenPPAPDana JuarezNoch keine Bewertungen
- APQP Quality - Bulls-TM173Dokument41 SeitenAPQP Quality - Bulls-TM173Carim JiménezNoch keine Bewertungen
- IATF 16949 GM CSR Dec 2020Dokument29 SeitenIATF 16949 GM CSR Dec 2020Arturo Vieyra100% (2)
- Lista Preliminar de Características Especiales de Productos y ProcesosDokument11 SeitenLista Preliminar de Características Especiales de Productos y ProcesosAnahí CLNoch keine Bewertungen
- Amef de Diseño CigueñalDokument16 SeitenAmef de Diseño CigueñalJazmin RiveraNoch keine Bewertungen
- Propuesta SMED - MAQUITECDokument35 SeitenPropuesta SMED - MAQUITECLuis Daniel MonjarazNoch keine Bewertungen
- Manual PPAPDokument5 SeitenManual PPAPJesska ChavezNoch keine Bewertungen
- Fase 3 de APQPDokument23 SeitenFase 3 de APQPJimena DiazNoch keine Bewertungen
- AMEFDokument6 SeitenAMEFPaulina NevarezNoch keine Bewertungen
- Resumen de Los Puntos de IATF 16949Dokument5 SeitenResumen de Los Puntos de IATF 16949renanmastacheNoch keine Bewertungen
- Manual gp12 EspaolDokument3 SeitenManual gp12 EspaolJhon QsacNoch keine Bewertungen
- APQPDokument4 SeitenAPQPLesly Rubi Vargas EslavaNoch keine Bewertungen
- CP y AMEFDokument9 SeitenCP y AMEFAdolfo CastilloNoch keine Bewertungen
- Plan de ControlDokument3 SeitenPlan de ControlJowell ReynosaNoch keine Bewertungen
- Ppap ApqpDokument15 SeitenPpap ApqpJONATHAN MENDEZ100% (1)
- 1.4 Supuestos Del Producto-ProcesoDokument5 Seiten1.4 Supuestos Del Producto-ProcesoSamuel RodriguezNoch keine Bewertungen
- 2.6 Proceso de Aprobacion de Partes de ProductoDokument50 Seiten2.6 Proceso de Aprobacion de Partes de ProductoWen EsLu100% (1)
- Cuadro Comparativo MantenimientoDokument2 SeitenCuadro Comparativo MantenimientojocelynNoch keine Bewertungen
- Presentacion Transicion A Iatf 3Dokument3 SeitenPresentacion Transicion A Iatf 3Juan Posada GNoch keine Bewertungen
- Ppap PasosDokument2 SeitenPpap PasosLuis DovalinaNoch keine Bewertungen
- Pasos PPAP EspañolDokument3 SeitenPasos PPAP Españolana4116Noch keine Bewertungen
- PPAP LESLIE 13 15 Fase 3 APQPDokument12 SeitenPPAP LESLIE 13 15 Fase 3 APQPJONATHAN MENDEZNoch keine Bewertungen
- Manual Aiag ApqpDokument111 SeitenManual Aiag ApqpRosalba Guadalupe Herrera TrejoNoch keine Bewertungen
- Competencia 4 Aplicac. de Los Dif. Met. de Insp. para La Mejora de La Calidad. 2023-1 ApqpDokument34 SeitenCompetencia 4 Aplicac. de Los Dif. Met. de Insp. para La Mejora de La Calidad. 2023-1 Apqpjesus gonzalezNoch keine Bewertungen
- Norma IATF 16949Dokument4 SeitenNorma IATF 16949Anonymous msqTwtjplNoch keine Bewertungen
- Temario Fase 1 APQPDokument4 SeitenTemario Fase 1 APQPÑaño MustafatNoch keine Bewertungen
- QCQRDokument9 SeitenQCQRpeinado11Noch keine Bewertungen
- Ejemplo de MSADokument16 SeitenEjemplo de MSAVictor ServinNoch keine Bewertungen
- 1.2 Plan de Negocios y Estrategia de MercadotecniaDokument2 Seiten1.2 Plan de Negocios y Estrategia de MercadotecniaSamuel RodriguezNoch keine Bewertungen
- Ensayo Fases APQPDokument5 SeitenEnsayo Fases APQPMugiwara AryztarNoch keine Bewertungen
- Que ControlarDokument42 SeitenQue ControlarJhak Jheerson Tucto ValladaresNoch keine Bewertungen
- Formato Acciones CorrectivasDokument1 SeiteFormato Acciones CorrectivasDavid SarmientoNoch keine Bewertungen
- Plan de Control Frenos BalatasDokument2 SeitenPlan de Control Frenos BalatasNeithan HernandezNoch keine Bewertungen
- Identificacion Empresa - AkwelDokument8 SeitenIdentificacion Empresa - AkwelMarco Tellez Olivares100% (1)
- Core ToolsDokument67 SeitenCore ToolsArturo Zarazúa50% (2)
- 0429 PDFDokument57 Seiten0429 PDFAlberto alvarezNoch keine Bewertungen
- "Implementación de La Metodología 8d'sDokument31 Seiten"Implementación de La Metodología 8d'sDaniel Onnar Solis OrtizNoch keine Bewertungen
- SINGLE TUBE (Final)Dokument40 SeitenSINGLE TUBE (Final)Citlali AlexiaNoch keine Bewertungen
- Formato Prueba de Adherencia PDFDokument1 SeiteFormato Prueba de Adherencia PDFeduardohe_ingNoch keine Bewertungen
- ZRC Folleto Galvanizado en FrioDokument2 SeitenZRC Folleto Galvanizado en Frioeduardohe_ingNoch keine Bewertungen
- Ficha Tecnica Galvanizado en Frio ZRCDokument5 SeitenFicha Tecnica Galvanizado en Frio ZRCeduardohe_ing100% (1)
- Catalogo de Camiones InternationalDokument1 SeiteCatalogo de Camiones Internationaleduardohe_ing100% (1)
- Perfil CF Tubo Abierto - Original PDFDokument3 SeitenPerfil CF Tubo Abierto - Original PDFeduardohe_ingNoch keine Bewertungen
- Tours OaxacaDokument70 SeitenTours Oaxacaeduardohe_ingNoch keine Bewertungen
- Zielteck CV 2019Dokument9 SeitenZielteck CV 2019eduardohe_ingNoch keine Bewertungen
- Qué Es Un CEODokument4 SeitenQué Es Un CEOeduardohe_ingNoch keine Bewertungen
- Sacha TextilDokument3 SeitenSacha TextilCarla PameNoch keine Bewertungen
- Medidas de Seguridad en La Manipulación de Gases en Un Laboratorio de Análisis ClínicosDokument1 SeiteMedidas de Seguridad en La Manipulación de Gases en Un Laboratorio de Análisis ClínicosJose Antonio RubioNoch keine Bewertungen
- Mapa Mental GravimetriaDokument1 SeiteMapa Mental GravimetriaRony Coleman100% (1)
- Reporte de Calidad Ug Mayo 2020Dokument2 SeitenReporte de Calidad Ug Mayo 2020Edwin AlvaradoNoch keine Bewertungen
- INECUACIONESDokument11 SeitenINECUACIONESDiego JiménezNoch keine Bewertungen
- Avaluo Semovientes Predio Las AcaciasDokument30 SeitenAvaluo Semovientes Predio Las Acaciasedgar cortes67% (3)
- Dientes Rojos - Jesús CañadasDokument405 SeitenDientes Rojos - Jesús CañadasJessica BasantesNoch keine Bewertungen
- La Naturaleza de La Realidad - El Alba de Un Nuevo ParadigmaDokument4 SeitenLa Naturaleza de La Realidad - El Alba de Un Nuevo Paradigmaozric8367% (3)
- TEMA No 1 MecanicaDokument3 SeitenTEMA No 1 Mecanicavictor hugo herreraNoch keine Bewertungen
- MODELO - Plan Trienal de Actividades - FundaciónDokument2 SeitenMODELO - Plan Trienal de Actividades - FundaciónVirginia Guillé100% (3)
- U2. - Problemas I Parte B RespuestasDokument6 SeitenU2. - Problemas I Parte B RespuestasGabriel MartirenéNoch keine Bewertungen
- 5.2 Niveles de Conciencia 5.3 Escala de GlasgowDokument17 Seiten5.2 Niveles de Conciencia 5.3 Escala de GlasgowRosa MartinezNoch keine Bewertungen
- Abandono Del BuqueDokument22 SeitenAbandono Del Buquegeorge javierNoch keine Bewertungen
- Práctica - 6 - Luevano Mojica Laura Mariel 4AM2Dokument6 SeitenPráctica - 6 - Luevano Mojica Laura Mariel 4AM2Laura Mariel Luevano MojicaNoch keine Bewertungen
- Ayudantía y Pauta 9.1Dokument8 SeitenAyudantía y Pauta 9.1Pablo GutierrezNoch keine Bewertungen
- Manifiesto BauhausDokument2 SeitenManifiesto BauhausAlexis Marambio BrunaNoch keine Bewertungen
- Componentes Fisicos de Un Equipo de Resonancia MagneticaDokument7 SeitenComponentes Fisicos de Un Equipo de Resonancia MagneticaWRM67% (3)
- Nanotecnología en El Concreto y CementoDokument13 SeitenNanotecnología en El Concreto y CementoBKAVE TOWRSNoch keine Bewertungen
- Calculo Cimentacion de PosteDokument8 SeitenCalculo Cimentacion de PosteJose Caceres100% (2)
- Partes Microalambre MillermaticDokument16 SeitenPartes Microalambre MillermaticWall OmarNoch keine Bewertungen
- Cateter de Arteria Pulmonar - Fundacion FavaloroDokument44 SeitenCateter de Arteria Pulmonar - Fundacion FavaloroBerni Benitez Reimers100% (1)
- Abraham Leonardo Juárez Moreno Miércoles ComentariosDokument4 SeitenAbraham Leonardo Juárez Moreno Miércoles ComentariosAndres SanchezNoch keine Bewertungen
- Manual de Instrumental QuirurgicoDokument27 SeitenManual de Instrumental QuirurgicoJazmin MendozaNoch keine Bewertungen
- G Tesis 2Dokument113 SeitenG Tesis 2Eleison IsraelNoch keine Bewertungen
- El Amor Tiene Sus Propias RazonesDokument12 SeitenEl Amor Tiene Sus Propias Razonestheotokos00726Noch keine Bewertungen
- Partes de Un MapaDokument2 SeitenPartes de Un MapaJennie MálagaNoch keine Bewertungen
- Legalización de La MarihuanaDokument13 SeitenLegalización de La MarihuanavalNoch keine Bewertungen
- Influencia de La Arquitectura Hospitalaria en El Mejoramiento DelDokument7 SeitenInfluencia de La Arquitectura Hospitalaria en El Mejoramiento DelESTEBAN PATRICIO HIDALGO JARAMILLONoch keine Bewertungen
- Doihipbhq2ihnsm1eift Signature Poli 170401213110Dokument171 SeitenDoihipbhq2ihnsm1eift Signature Poli 170401213110Dario CaparròzNoch keine Bewertungen
- Danmachi The Blind Swordsman Chapter 33 - ChapteDokument15 SeitenDanmachi The Blind Swordsman Chapter 33 - ChapteEder Mael Roque GarciaNoch keine Bewertungen