Das könnte Ihnen auch gefallen
- Government Publications: Key PapersVon EverandGovernment Publications: Key PapersBernard M. FryNoch keine Bewertungen
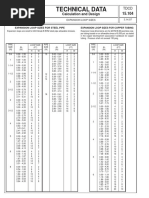
- Expansion Loop Sizes For Steel PipeDokument1 SeiteExpansion Loop Sizes For Steel PipeArif FaturohmanNoch keine Bewertungen
- Expansion Chart PipeDokument15 SeitenExpansion Chart PipechabibNoch keine Bewertungen
- Quality NBR Insulation Thickness Guide for Condensation ControlDokument8 SeitenQuality NBR Insulation Thickness Guide for Condensation ControlSam Wing HongNoch keine Bewertungen
- Asiacold Storage 230311 Layout3Dokument1 SeiteAsiacold Storage 230311 Layout3judNoch keine Bewertungen
- Riese und Muller Folding Bike Catalogue Features Birdy and Frog ModelsDokument40 SeitenRiese und Muller Folding Bike Catalogue Features Birdy and Frog ModelsWahyu WidiNoch keine Bewertungen
- Air PropertiesDokument19 SeitenAir PropertiesVanbiervlietNoch keine Bewertungen
- High Efficiency Packaged Boilers and Modular Boiler HousesDokument6 SeitenHigh Efficiency Packaged Boilers and Modular Boiler Housesdnageshm4n244Noch keine Bewertungen
- Scroll-Chillers Catalog High-ResDokument12 SeitenScroll-Chillers Catalog High-ResubaidNoch keine Bewertungen
- Steam Drum (Single) : Drum Thickness Calculation - Sa 516 Gr. 70 (As Per Ibr)Dokument3 SeitenSteam Drum (Single) : Drum Thickness Calculation - Sa 516 Gr. 70 (As Per Ibr)neelNoch keine Bewertungen
- Flowserve-Ball Valve Technical Manual For AKH3 IOMDokument23 SeitenFlowserve-Ball Valve Technical Manual For AKH3 IOMwholenumberNoch keine Bewertungen
- Ansi B16.9-16.28-MSS SP-43Dokument3 SeitenAnsi B16.9-16.28-MSS SP-43vangie3339515Noch keine Bewertungen
- R134a Water Cooled Packaged Water Chillers - Cooling Only - : UWD Series (40HP 120HP)Dokument39 SeitenR134a Water Cooled Packaged Water Chillers - Cooling Only - : UWD Series (40HP 120HP)MarceloRiosNoch keine Bewertungen
- Hydroheater Auto Manual VersionDokument45 SeitenHydroheater Auto Manual VersionVishal Nawalgaria100% (3)
- Pranav 1Dokument14 SeitenPranav 1DesignNoch keine Bewertungen
- Aeration System and Oxygen RequirementDokument7 SeitenAeration System and Oxygen Requirementdzari6738Noch keine Bewertungen
- Clarke 100e Mig WelderDokument18 SeitenClarke 100e Mig WelderplainmanNoch keine Bewertungen
- Elliptical Head Design Tool: Pressure Vessel Engineering LTDDokument1 SeiteElliptical Head Design Tool: Pressure Vessel Engineering LTDJaveed KhanNoch keine Bewertungen
- Ammonia Application, Thermosyphon Cooling & Other Refrigeration Developments - PHDokument10 SeitenAmmonia Application, Thermosyphon Cooling & Other Refrigeration Developments - PHVee SundarNoch keine Bewertungen
- Basic Data SheetDokument15 SeitenBasic Data Sheeterkamlakar2234Noch keine Bewertungen
- Snowkey Quotation F50A SN20191209 PE 01Dokument3 SeitenSnowkey Quotation F50A SN20191209 PE 01hugo renzo chavez bernuyNoch keine Bewertungen
- LMTD Corrected For All Heat Exchanger TypeDokument3 SeitenLMTD Corrected For All Heat Exchanger TypescranderiNoch keine Bewertungen
- Yaws Chapter 1Dokument1 SeiteYaws Chapter 1basana siamremareNoch keine Bewertungen
- Coolfreeze Time CalculatationDokument21 SeitenCoolfreeze Time CalculatationduiechNoch keine Bewertungen
- Motor Starting Voltage ImpactDokument8 SeitenMotor Starting Voltage ImpactVíctor RojasNoch keine Bewertungen
- Standard SpecificationDokument1 SeiteStandard SpecificationĐạt TrầnNoch keine Bewertungen
- Compressed Air Dryer: Industrial Ammonia SystemsDokument8 SeitenCompressed Air Dryer: Industrial Ammonia Systemsfernando_tkm_65065Noch keine Bewertungen
- Water in Air Calculator - Version 3Dokument7 SeitenWater in Air Calculator - Version 3Neelakandan DNoch keine Bewertungen
- An Assignment of Principles of Food Preservation and Processing Submitted by - Roll No.Dokument17 SeitenAn Assignment of Principles of Food Preservation and Processing Submitted by - Roll No.Keshav SharmaNoch keine Bewertungen
- Appendix D-2 Viscosity of Pure Water 0-100° PDFDokument1 SeiteAppendix D-2 Viscosity of Pure Water 0-100° PDFLuis Argüelles SaenzNoch keine Bewertungen
- CPG Pressure Vessel DivisionDokument18 SeitenCPG Pressure Vessel DivisionNikhil VermaNoch keine Bewertungen
- CFM and Capacity CalculatorsDokument13 SeitenCFM and Capacity CalculatorsSeymurH-vNoch keine Bewertungen
- Stirred Tank Heat ExchangerDokument4 SeitenStirred Tank Heat ExchangerMiguel OjedaNoch keine Bewertungen
- DR17 HDPE Friction Loss Table PDFDokument1 SeiteDR17 HDPE Friction Loss Table PDFMohamed Badian TraoreNoch keine Bewertungen
- Mayekawa DOC.2011-200 R5 PDFDokument28 SeitenMayekawa DOC.2011-200 R5 PDFadNoch keine Bewertungen
- 1 TPH 10.54 KG, Vapi Care PharmaDokument16 Seiten1 TPH 10.54 KG, Vapi Care PharmashastrysnNoch keine Bewertungen
- Apendice 2Dokument12 SeitenApendice 2JA UMAN1Noch keine Bewertungen
- Continuous Casting Machine Scale PitDokument1 SeiteContinuous Casting Machine Scale PitAnonymous Q0LKwZNNoch keine Bewertungen
- IceDokument4 SeitenIcemuzammilkhatibNoch keine Bewertungen
- Ice making systems guideDokument51 SeitenIce making systems guideJoel Alberto GarciaNoch keine Bewertungen
- Boldrocchi CatalogueDokument19 SeitenBoldrocchi Catalogueamitjoshi2002Noch keine Bewertungen
- Solid Bulk DensityDokument21 SeitenSolid Bulk DensityMauricio RodriguezNoch keine Bewertungen
- N.R. Engineering: Chemical AnalysisDokument4 SeitenN.R. Engineering: Chemical Analysisrajesh reddyNoch keine Bewertungen
- Return Air Square: Ceiling DiffuserDokument1 SeiteReturn Air Square: Ceiling DiffuserEnak Cenir100% (1)
- Overall Heat Transfer Coefficient and Pipe Length CalculationDokument2 SeitenOverall Heat Transfer Coefficient and Pipe Length CalculationCaleb FalcoteloNoch keine Bewertungen
- Cooling Towers Certified by CTIDokument7 SeitenCooling Towers Certified by CTIvsrajguruNoch keine Bewertungen
- VT Program Rotary Screw Compressors 40-75HPDokument6 SeitenVT Program Rotary Screw Compressors 40-75HPQco MyNoch keine Bewertungen
- Saturated SteamDokument3 SeitenSaturated SteamViet DangNoch keine Bewertungen
- HVAC Cooling Load Estimate SheetDokument1 SeiteHVAC Cooling Load Estimate SheetideepujNoch keine Bewertungen
- Data Bank Reid SherwoodDokument88 SeitenData Bank Reid SherwoodAlejandro Sandoval GuillénNoch keine Bewertungen
- Psychrometric ChartDokument2 SeitenPsychrometric ChartJohn100% (1)
- Fans Static Head Calculation SheetDokument1 SeiteFans Static Head Calculation SheetraifaisalNoch keine Bewertungen
- Performance NT100M HVDokument1 SeitePerformance NT100M HVAnonymous 3fTYXaW7WNoch keine Bewertungen
- Aero FlexDokument32 SeitenAero Flexdharamvirpmp100% (1)
- Is 14164 2008Dokument45 SeitenIs 14164 2008Pukhraj DagaNoch keine Bewertungen
- Espectro De Diseño Sismico Gbds: Espectro Zona 3-Suelo S4 (1.5 Kg/cm2>σadm ≥ 0.5Kg/cm2)Dokument4 SeitenEspectro De Diseño Sismico Gbds: Espectro Zona 3-Suelo S4 (1.5 Kg/cm2>σadm ≥ 0.5Kg/cm2)OscarQuirogaNoch keine Bewertungen
- Experiment 1: Constant Voltage Sources 1. Connect The Circuit According From The Diagram by Start With R 10Dokument6 SeitenExperiment 1: Constant Voltage Sources 1. Connect The Circuit According From The Diagram by Start With R 10Zhenyi OoiNoch keine Bewertungen
- Resistance Calculations.: Delft Series ('98)Dokument3 SeitenResistance Calculations.: Delft Series ('98)Alex CioaraNoch keine Bewertungen
- EDM Surface Finish Charts 12-09.36214442Dokument2 SeitenEDM Surface Finish Charts 12-09.36214442ical iculNoch keine Bewertungen
- Instrumentation Lab 3Dokument9 SeitenInstrumentation Lab 3ryan warisNoch keine Bewertungen
- Acids in RefrigerationDokument9 SeitenAcids in Refrigerationzikhail93Noch keine Bewertungen
- Tools: Refrigerant Drum Hex Caps With GasketDokument1 SeiteTools: Refrigerant Drum Hex Caps With Gasketzikhail93Noch keine Bewertungen
- R&T 2009 - VFDs For Compressors - Cosner PDFDokument37 SeitenR&T 2009 - VFDs For Compressors - Cosner PDFzikhail93Noch keine Bewertungen
- Tdoct1551b Eng PDFDokument738 SeitenTdoct1551b Eng PDFzikhail93Noch keine Bewertungen
- 851 Foundations For Screw CompressorsDokument12 Seiten851 Foundations For Screw Compressorszikhail93Noch keine Bewertungen
- Engineered Industrial Refrigeration Systems Application PDFDokument389 SeitenEngineered Industrial Refrigeration Systems Application PDFNor Firdaus YunusNoch keine Bewertungen
- STAL Miniplant Blocks PDFDokument65 SeitenSTAL Miniplant Blocks PDFzikhail93100% (2)
- Swagelok-Thread and End Connection Identification Guide-MS-13-77 PDFDokument56 SeitenSwagelok-Thread and End Connection Identification Guide-MS-13-77 PDFmac9papNoch keine Bewertungen
- CO2 Presentation LAM 2003 06 PDFDokument81 SeitenCO2 Presentation LAM 2003 06 PDFzikhail93Noch keine Bewertungen
- Ag 31-011 120407 1Dokument91 SeitenAg 31-011 120407 1Klich77Noch keine Bewertungen
- Different Operational Modes For Refrigeration Twin-Screw CompressDokument18 SeitenDifferent Operational Modes For Refrigeration Twin-Screw Compresszikhail93Noch keine Bewertungen
- 402 Colma DX Ammonia Piping Handbook PDFDokument55 Seiten402 Colma DX Ammonia Piping Handbook PDFOsmar DiasNoch keine Bewertungen
- Analysis of Screw Compressor Performance Based On Indicator DiagrDokument11 SeitenAnalysis of Screw Compressor Performance Based On Indicator Diagrzikhail93Noch keine Bewertungen
- Calculation of Rotor Interference in Screw CompressorsDokument8 SeitenCalculation of Rotor Interference in Screw Compressorszikhail93Noch keine Bewertungen
- Elforsk 340-010 Elimination of Wet Return Final ReportDokument49 SeitenElforsk 340-010 Elimination of Wet Return Final Reportzikhail93Noch keine Bewertungen
- Maintain stand-alone solar PV systemsDokument14 SeitenMaintain stand-alone solar PV systemsEdmund YoongNoch keine Bewertungen
- Mcmurdo Smartfind Nav-7 Navtex User ManualDokument52 SeitenMcmurdo Smartfind Nav-7 Navtex User ManualtariktunadNoch keine Bewertungen
- EEDCS Tutorial IISWC2011 PDFDokument214 SeitenEEDCS Tutorial IISWC2011 PDFpNoch keine Bewertungen
- Ldb-Ac-Cal-001 - Ac Calculation - Rev.d - 15.11.18 + CRSDokument32 SeitenLdb-Ac-Cal-001 - Ac Calculation - Rev.d - 15.11.18 + CRSArys FarandyNoch keine Bewertungen
- Technical Hager PDFDokument32 SeitenTechnical Hager PDFjohnvar04Noch keine Bewertungen
- Fischer FH II High Performance AnchorDokument5 SeitenFischer FH II High Performance AnchorJaga NathNoch keine Bewertungen
- Festo ValveDokument165 SeitenFesto ValveBagus Pujo Prasasti AdjieNoch keine Bewertungen
- C18H0 UFAA78 ProposalDokument9 SeitenC18H0 UFAA78 Proposaledward baskaraNoch keine Bewertungen
- Filter ServiceDokument2 SeitenFilter Servicearif muza89Noch keine Bewertungen
- Ignition TroubleShooting PDFDokument2 SeitenIgnition TroubleShooting PDFchichid20080% (1)
- Cabin ModuleDokument75 SeitenCabin ModuleESRANoch keine Bewertungen
- Kil Gu-Un Series UnionsDokument2 SeitenKil Gu-Un Series UnionsNoe AlvarezNoch keine Bewertungen
- v1 - Cars Models Pricelist KL1 NA 02 2023Dokument40 Seitenv1 - Cars Models Pricelist KL1 NA 02 2023NigelNoch keine Bewertungen
- FH e - FL eDokument2 SeitenFH e - FL eKiet Pham TanNoch keine Bewertungen
- Exhaust Spread and TroubleshootingDokument2 SeitenExhaust Spread and TroubleshootingAnino MaminorNoch keine Bewertungen
- Electric Drive Truck: Gross Horsepower Nominal GVWDokument20 SeitenElectric Drive Truck: Gross Horsepower Nominal GVWanzhen wangNoch keine Bewertungen
- 570st - Tractor Loader Backhoe (08/16 - ) 84 - Booms, Dippers & Buckets 84.114.af (04) - Swing Cylinders Sub AssyDokument3 Seiten570st - Tractor Loader Backhoe (08/16 - ) 84 - Booms, Dippers & Buckets 84.114.af (04) - Swing Cylinders Sub AssyСтаниславNoch keine Bewertungen
- Band Saw G5018WA: Features of Metal Band Sawing Machine From Hoton MachineryDokument1 SeiteBand Saw G5018WA: Features of Metal Band Sawing Machine From Hoton MachineryMantención FastpackNoch keine Bewertungen
- High Horsepower Subsea 14Dokument30 SeitenHigh Horsepower Subsea 14FlorincrihanNoch keine Bewertungen
- AMCA 207 Errata Rev1Dokument3 SeitenAMCA 207 Errata Rev1Miki SinghNoch keine Bewertungen
- 60 - Surge ArrestersDokument69 Seiten60 - Surge ArrestersJorge Baque100% (1)
- TVT Series Operator ManualDokument268 SeitenTVT Series Operator ManualGeorge Bogdan100% (4)
- E110B and E120B Excavators Electrical SystemDokument2 SeitenE110B and E120B Excavators Electrical Systemedwin quiroz0% (1)
- Smart TrolleyDokument24 SeitenSmart TrolleyAbdul Razzak100% (1)
- Simple MachincesDokument2 SeitenSimple MachincesLEILANIE ABAD100% (1)
- TBM meeting records HSE issuesDokument1 SeiteTBM meeting records HSE issuesilham taufik hsseNoch keine Bewertungen
- Training 132 KV IndriDokument9 SeitenTraining 132 KV IndriPreet ChahalNoch keine Bewertungen
- Cx2000 Ac Drive CatalogueDokument24 SeitenCx2000 Ac Drive CataloguepandurangaNoch keine Bewertungen
- Operator Protective Guards level 2Dokument7 SeitenOperator Protective Guards level 2Irfan SaeedNoch keine Bewertungen