Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Materials 12 01325 PDFDokument21 SeitenMaterials 12 01325 PDFRodolfoMarínNoch keine Bewertungen
- Special Provision To Specal Specification Marine StructuresDokument47 SeitenSpecial Provision To Specal Specification Marine StructuresRodolfoMarínNoch keine Bewertungen
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDokument1 SeiteUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínNoch keine Bewertungen
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Dokument10 SeitenIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínNoch keine Bewertungen
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Dokument11 SeitenIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínNoch keine Bewertungen
- International Standard: Metallic Materials - Brinell Hardness TestDokument8 SeitenInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaNoch keine Bewertungen
- 602 Ssab Toolox Machining Rec 6 PDFDokument20 Seiten602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Tecnicas de SoldaduraDokument96 SeitenTecnicas de SoldaduraRodolfoMarínNoch keine Bewertungen
- Echnical Pecification: Ersion AnuaryDokument42 SeitenEchnical Pecification: Ersion AnuaryRodolfoMarínNoch keine Bewertungen
- Welcomes: Protecting The World From WearDokument30 SeitenWelcomes: Protecting The World From WearRodolfoMarínNoch keine Bewertungen
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDokument1 SeiteVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínNoch keine Bewertungen
- Pala CAT 6050 Bucket PDFDokument12 SeitenPala CAT 6050 Bucket PDFRodolfoMarínNoch keine Bewertungen
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDokument9 SeitenIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Dokument114 Seiten1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínNoch keine Bewertungen
- Vertical Shroud For Cat 966 - 980 LoadersDokument1 SeiteVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínNoch keine Bewertungen
- P6003CON01LDokument28 SeitenP6003CON01LRodolfoMarínNoch keine Bewertungen
- Mining Tooth SystemDokument5 SeitenMining Tooth SystemRodolfoMarínNoch keine Bewertungen
- Scrap MGT - Optimization SolutionsDokument25 SeitenScrap MGT - Optimization SolutionsRodolfoMarínNoch keine Bewertungen
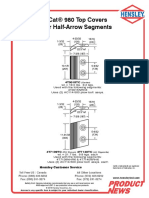
- Cat® 980 Top Covers For Half-Arrow SegmentsDokument1 SeiteCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínNoch keine Bewertungen
- Owner'S Manual Manual Del Usuario: DelanceyDokument32 SeitenOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínNoch keine Bewertungen
- Hensley AdaptersDokument8 SeitenHensley AdaptersRodolfoMarínNoch keine Bewertungen
- 966 & 966GDokument1 Seite966 & 966GRodolfoMarínNoch keine Bewertungen
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDokument71 SeitenQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínNoch keine Bewertungen
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDokument4 SeitenHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínNoch keine Bewertungen
- 330 SeriesDokument4 Seiten330 SeriesRodolfoMarínNoch keine Bewertungen
- 290 SeriesDokument4 Seiten290 SeriesRodolfoMarínNoch keine Bewertungen
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDokument1 SeiteSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínNoch keine Bewertungen
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDokument2 SeitenASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Terracycle Opportunities at UW - Stout: A Feasibility StudyDokument36 SeitenTerracycle Opportunities at UW - Stout: A Feasibility StudyAlakesh GangwalNoch keine Bewertungen
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Dokument7 SeitenTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNoch keine Bewertungen
- Structural Steel Design BowlesDokument276 SeitenStructural Steel Design BowlesIonut Narcis Iuga88% (8)
- Msds For BenzilDokument5 SeitenMsds For BenzilArfin FardiansyahNoch keine Bewertungen
- General: ASTM A351 Gr. CF3MDokument1 SeiteGeneral: ASTM A351 Gr. CF3MPipeline EngineerNoch keine Bewertungen
- ASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesDokument3 SeitenASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesRaul SebastiamNoch keine Bewertungen
- Ch04 Design Calculation of Structures and Fatigue BehaviourDokument20 SeitenCh04 Design Calculation of Structures and Fatigue Behaviourmostafa mostafaNoch keine Bewertungen
- Capicitor 1000uf Datasheet 1000ufDokument5 SeitenCapicitor 1000uf Datasheet 1000ufcarlosNoch keine Bewertungen
- Samsung DVD v5600 v6600 SMDokument239 SeitenSamsung DVD v5600 v6600 SMchuftaNoch keine Bewertungen
- Dow - Epoxy-Curing-Agents-Product-Overview NADokument12 SeitenDow - Epoxy-Curing-Agents-Product-Overview NAfatemeh.ahmadkhaniNoch keine Bewertungen
- Setting-Up ArduCopter Electronics V 002Dokument19 SeitenSetting-Up ArduCopter Electronics V 002Marco ReisNoch keine Bewertungen
- Assembly and Parts Album: KDE12STA3Dokument1 SeiteAssembly and Parts Album: KDE12STA3Luis Gustavo Escobar MachadoNoch keine Bewertungen
- Types of WireDokument2 SeitenTypes of WireMICHAELNoch keine Bewertungen
- Cherry RedDokument1 SeiteCherry Redjcordon-2Noch keine Bewertungen
- Rev.02 Panther T8 Parts CatalogDokument184 SeitenRev.02 Panther T8 Parts CatalogJovita UvijindiaNoch keine Bewertungen
- Fibre Reinforced Concrete PDFDokument6 SeitenFibre Reinforced Concrete PDFAref AbadelNoch keine Bewertungen
- PNS 40 2020 Steel RebarsDokument9 SeitenPNS 40 2020 Steel RebarscesuquilangNoch keine Bewertungen
- Painting NitDokument5 SeitenPainting NitrkukgNoch keine Bewertungen
- BMP - Powder MetallurgyDokument71 SeitenBMP - Powder Metallurgymantra2010Noch keine Bewertungen
- Rab Rehab Kantor Agama KonutDokument14 SeitenRab Rehab Kantor Agama KonutLa Ode Muhamad SalehNoch keine Bewertungen
- Sika PDS - E - Icosit KC 340-65 PDFDokument2 SeitenSika PDS - E - Icosit KC 340-65 PDFlwin_oo2435Noch keine Bewertungen
- Grouting Work and Jet-Grouting - ENDokument92 SeitenGrouting Work and Jet-Grouting - ENLucki Yohan GunawanNoch keine Bewertungen
- Broad X User Manual 0814 Revised PDFDokument64 SeitenBroad X User Manual 0814 Revised PDFs7ukNoch keine Bewertungen
- Hojas de Sierra Wood-Mizer.Dokument8 SeitenHojas de Sierra Wood-Mizer.Enrique HernandezNoch keine Bewertungen
- ANUBISPapercraft Maskby NtanosDokument12 SeitenANUBISPapercraft Maskby NtanosandrescardonaNoch keine Bewertungen
- 05 Fuel SystemDokument109 Seiten05 Fuel SystemUtomo BudidarmoNoch keine Bewertungen
- Hot WireDokument3 SeitenHot WirewaleedfoxxNoch keine Bewertungen
- Testing Procedure of Bioplastics: Maliha Jahan Reg No: 2015431027Dokument7 SeitenTesting Procedure of Bioplastics: Maliha Jahan Reg No: 2015431027Maliha JahanNoch keine Bewertungen
- Sample Preconditioning: On-Line Liquid AnalysisDokument12 SeitenSample Preconditioning: On-Line Liquid AnalysispinitNoch keine Bewertungen
- EU Duties: Yes or No? & More: Silicon CarbideDokument4 SeitenEU Duties: Yes or No? & More: Silicon CarbidejhscribdaccNoch keine Bewertungen