Das könnte Ihnen auch gefallen
- Materials Science and Technology of Optical FabricationVon EverandMaterials Science and Technology of Optical FabricationNoch keine Bewertungen
- 84 Ijmperdoct201984Dokument10 Seiten84 Ijmperdoct201984TJPRC PublicationsNoch keine Bewertungen
- Optimization of The WEDM Parameters On MDokument10 SeitenOptimization of The WEDM Parameters On MlarryNoch keine Bewertungen
- Study and Optimization of Transfer Press Machine Process Parameters For Carbide MaterialDokument8 SeitenStudy and Optimization of Transfer Press Machine Process Parameters For Carbide MaterialIJRASETPublicationsNoch keine Bewertungen
- 7 Ijmperdfeb20187Dokument10 Seiten7 Ijmperdfeb20187TJPRC PublicationsNoch keine Bewertungen
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDokument6 SeitenEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNoch keine Bewertungen
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDokument8 SeitenOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNoch keine Bewertungen
- Ijmet 06 09 001Dokument9 SeitenIjmet 06 09 001IAEME PublicationNoch keine Bewertungen
- Confers PDFDokument7 SeitenConfers PDFshanjuneo17Noch keine Bewertungen
- Nadia Hamzawy Mohamed - Nadia PaperDokument7 SeitenNadia Hamzawy Mohamed - Nadia PaperchatgptuseregyptNoch keine Bewertungen
- Investigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining ProcessDokument7 SeitenInvestigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining Processshanjuneo17Noch keine Bewertungen
- 126 Ijmperdfeb2018126Dokument6 Seiten126 Ijmperdfeb2018126TJPRC PublicationsNoch keine Bewertungen
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDokument6 SeitenEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNoch keine Bewertungen
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDokument6 SeitenParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNoch keine Bewertungen
- 1 s2.0 S1877705813017165 MainDokument8 Seiten1 s2.0 S1877705813017165 Mainbharath ramNoch keine Bewertungen
- Optimization of Bead Geometry Parameters of Bead-On-Plate Weldments Prepared by Submerged Arc Welding Using Taguchi TechniqueDokument7 SeitenOptimization of Bead Geometry Parameters of Bead-On-Plate Weldments Prepared by Submerged Arc Welding Using Taguchi TechniqueIJERDNoch keine Bewertungen
- Bending Tests: 3-Point and 4-Point BendingDokument20 SeitenBending Tests: 3-Point and 4-Point BendingTuấn NguyễnNoch keine Bewertungen
- Experimental Investigation On Electrochemical Grinding (ECG) For Stainless Steel 316Dokument8 SeitenExperimental Investigation On Electrochemical Grinding (ECG) For Stainless Steel 316shahadNoch keine Bewertungen
- Study of The Chips Morphology in Turning by Stratified Sampling MethodDokument9 SeitenStudy of The Chips Morphology in Turning by Stratified Sampling MethodAbderrahim BelloufiNoch keine Bewertungen
- Investigating The Effect of Machining Parameters On Surface RoughnessDokument7 SeitenInvestigating The Effect of Machining Parameters On Surface RoughnessIAEME PublicationNoch keine Bewertungen
- Effect of Eccentricity Pin Geometry On The Fabrication of Surface Composite (Al6061-T6 /sic) by Friction Stir ProcessingDokument6 SeitenEffect of Eccentricity Pin Geometry On The Fabrication of Surface Composite (Al6061-T6 /sic) by Friction Stir ProcessingTJPRC PublicationsNoch keine Bewertungen
- Claw Tooth of Mole CricketsDokument5 SeitenClaw Tooth of Mole CricketsAmeer BA-faiadhNoch keine Bewertungen
- Characterization and ModellingDokument4 SeitenCharacterization and Modellingnarayananx5Noch keine Bewertungen
- Optimization of Process Parameters Using Taguchi TDokument7 SeitenOptimization of Process Parameters Using Taguchi Troopesh1422Noch keine Bewertungen
- Optimization of Casting Parameters For Casting of Al/rha/rm Hybrid Composites Using Taguchi MethodDokument5 SeitenOptimization of Casting Parameters For Casting of Al/rha/rm Hybrid Composites Using Taguchi MethodseventhsensegroupNoch keine Bewertungen
- Sivateja 2015 PDFDokument6 SeitenSivateja 2015 PDFsuneetha suniNoch keine Bewertungen
- Design Process of Energy Effective Shredding Machines For Biomass TreatmentDokument5 SeitenDesign Process of Energy Effective Shredding Machines For Biomass TreatmentAhmed ShawkiNoch keine Bewertungen
- Effect of Hard Chroming On Wear Loss of Rotavator BladeDokument8 SeitenEffect of Hard Chroming On Wear Loss of Rotavator BladeIJRASETPublicationsNoch keine Bewertungen
- 1 s2.0 S221201731630041X MainDokument7 Seiten1 s2.0 S221201731630041X MainTrupti bagalNoch keine Bewertungen
- The Use of Comminution Testwork Results in SAG Mill DesignDokument16 SeitenThe Use of Comminution Testwork Results in SAG Mill DesignLevent ErgunNoch keine Bewertungen
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDokument4 SeitenApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefeliceNoch keine Bewertungen
- Influence of Rolling Force and Roll Gap On Thickness of StripDokument5 SeitenInfluence of Rolling Force and Roll Gap On Thickness of StripYashWant DonGe ThaKurNoch keine Bewertungen
- HES3350 Machine Design, Assignment 2: Gear Specification With Consideration of Bending Fatigue and Surface Durability (Semester 1, 2012)Dokument21 SeitenHES3350 Machine Design, Assignment 2: Gear Specification With Consideration of Bending Fatigue and Surface Durability (Semester 1, 2012)StephenPYBongNoch keine Bewertungen
- Mix Design M - 20Dokument5 SeitenMix Design M - 20souravsrkNoch keine Bewertungen
- Die Stress Optimization Using Quantum Behaved Particle Swarm OptimizationDokument10 SeitenDie Stress Optimization Using Quantum Behaved Particle Swarm OptimizationTJPRC PublicationsNoch keine Bewertungen
- A Project Report Submitted in Partial Fulfilment of The Requirements For The Award of Degree of inDokument22 SeitenA Project Report Submitted in Partial Fulfilment of The Requirements For The Award of Degree of inBADINEHALSANDEEPNoch keine Bewertungen
- Analysis of Machining Parameters On CNC Milling of Aluminium 2219Dokument6 SeitenAnalysis of Machining Parameters On CNC Milling of Aluminium 2219IJAERS JOURNALNoch keine Bewertungen
- Efectos Aisi 316LDokument6 SeitenEfectos Aisi 316LSonia Elizabeth AmanchaNoch keine Bewertungen
- Spierings 2011 Influence of The Particle Size Distribution On Surface Quality and Mechanical Properties in ADokument10 SeitenSpierings 2011 Influence of The Particle Size Distribution On Surface Quality and Mechanical Properties in ARaj RajeshNoch keine Bewertungen
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDokument6 SeitenOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNoch keine Bewertungen
- Injection Molding Parameter Optimization Using The Taguchi Method For Highest Green Strength For Bimodal Powder Mixture With Ss316L in Peg and PmmaDokument9 SeitenInjection Molding Parameter Optimization Using The Taguchi Method For Highest Green Strength For Bimodal Powder Mixture With Ss316L in Peg and Pmmakp13021987Noch keine Bewertungen
- Sag MillDokument7 SeitenSag Milldarwin_hua100% (1)
- Optimisation of 3D Printing Parameter For Improving Mechanical Strength of Abs Printed PartsDokument6 SeitenOptimisation of 3D Printing Parameter For Improving Mechanical Strength of Abs Printed PartsIAEME PUBLICATIONNoch keine Bewertungen
- Experimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodDokument6 SeitenExperimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodYayati JadhavNoch keine Bewertungen
- TMT 2011, Prague, Czech Republic, 12-18 September 2011Dokument4 SeitenTMT 2011, Prague, Czech Republic, 12-18 September 2011Nexhat QehajaNoch keine Bewertungen
- Optimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351Dokument10 SeitenOptimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351TJPRC PublicationsNoch keine Bewertungen
- Analysis of Residual Stresses in Wire Drawing ProcessesDokument4 SeitenAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosNoch keine Bewertungen
- Optimization of Machining Parameter For Turning of en 16 SteelDokument5 SeitenOptimization of Machining Parameter For Turning of en 16 SteelShivam SharmaNoch keine Bewertungen
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDokument8 SeitenMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNoch keine Bewertungen
- Experimental Investigation of Face Milling Surface Study On AA1100 by Using VMCDokument7 SeitenExperimental Investigation of Face Milling Surface Study On AA1100 by Using VMCIJRASETPublicationsNoch keine Bewertungen
- Micro-Hole Drilling On Thin Sheet Metals by Micro-EdmDokument11 SeitenMicro-Hole Drilling On Thin Sheet Metals by Micro-EdmAmit Kumar SinghNoch keine Bewertungen
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraDokument10 SeitenImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationNoch keine Bewertungen
- 2 67 1587472886 2.ijmperdjun20202Dokument12 Seiten2 67 1587472886 2.ijmperdjun20202TJPRC PublicationsNoch keine Bewertungen
- II Biaxial LoadDokument7 SeitenII Biaxial LoadNandit JadvaniNoch keine Bewertungen
- 2 67 1632465738 12ijmperdoct202112Dokument14 Seiten2 67 1632465738 12ijmperdoct202112TJPRC PublicationsNoch keine Bewertungen
- Evalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantDokument9 SeitenEvalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantInternational Organization of Scientific Research (IOSR)Noch keine Bewertungen
- Effect of Feed Rate On The Generation of Surface Roughness in TurningDokument7 SeitenEffect of Feed Rate On The Generation of Surface Roughness in TurningAPSARAUSANoch keine Bewertungen
- 41 Ijmperdjun201941Dokument8 Seiten41 Ijmperdjun201941TJPRC PublicationsNoch keine Bewertungen
- Optimization of Machining Parameters in Drilling of GFRP (Glass/Vinyl Ester) Composites For Reduction of Delamination FactorDokument6 SeitenOptimization of Machining Parameters in Drilling of GFRP (Glass/Vinyl Ester) Composites For Reduction of Delamination FactorTJPRC PublicationsNoch keine Bewertungen
- Friction Stir Welding PP TDokument56 SeitenFriction Stir Welding PP TSantosh V HiremathNoch keine Bewertungen
- Ie 5504Dokument34 SeitenIe 5504RAJANoch keine Bewertungen
- CIMDokument42 SeitenCIMrammit2007Noch keine Bewertungen
- Ijesr Y13 09297 PDFDokument5 SeitenIjesr Y13 09297 PDFSakthivelNoch keine Bewertungen
- Calendar of Even Sem-2018 PDFDokument2 SeitenCalendar of Even Sem-2018 PDFSakthivelNoch keine Bewertungen
- Samudra-Pasai at The Dawn of The European AgeDokument39 SeitenSamudra-Pasai at The Dawn of The European AgemalaystudiesNoch keine Bewertungen
- CP R80.10 Installation and Upgrade GuideDokument246 SeitenCP R80.10 Installation and Upgrade GuideAlejandro OrtìzNoch keine Bewertungen
- Upend RA Kumar: Master List of Approved Vendors For Manufacture and Supply of Electrical ItemsDokument42 SeitenUpend RA Kumar: Master List of Approved Vendors For Manufacture and Supply of Electrical Itemssantosh iyerNoch keine Bewertungen
- Shsa1105 - Unit-III Course MaterialsDokument58 SeitenShsa1105 - Unit-III Course Materialssivanikesh bonagiriNoch keine Bewertungen
- Smarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFDokument629 SeitenSmarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFaggarwalakanksha100% (2)
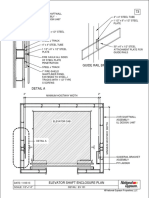
- Guide Rail Bracket AssemblyDokument1 SeiteGuide Rail Bracket AssemblyPrasanth VarrierNoch keine Bewertungen
- 033 - Flight Planning Monitoring - QuestionsDokument126 Seiten033 - Flight Planning Monitoring - QuestionsEASA ATPL Question Bank100% (4)
- Put Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsDokument2 SeitenPut Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsNithya SweetieNoch keine Bewertungen
- Ojt HRMDokument7 SeitenOjt HRMArlyn Joy NacinoNoch keine Bewertungen
- Dbe Bes100 ZZ XXXX YyyDokument3 SeitenDbe Bes100 ZZ XXXX Yyyjavierdb2012Noch keine Bewertungen
- 127 Bba-204Dokument3 Seiten127 Bba-204Ghanshyam SharmaNoch keine Bewertungen
- Fuel Injection PDFDokument11 SeitenFuel Injection PDFscaniaNoch keine Bewertungen
- The Accreditation Committee Cityland Development CorporationDokument5 SeitenThe Accreditation Committee Cityland Development Corporationthe apprenticeNoch keine Bewertungen
- VISCOLAM202 D20 Acrylic 20 Thickeners 202017Dokument33 SeitenVISCOLAM202 D20 Acrylic 20 Thickeners 202017Oswaldo Manuel Ramirez MarinNoch keine Bewertungen
- Macro Economics A2 Level Notes Book PDFDokument33 SeitenMacro Economics A2 Level Notes Book PDFMustafa Bilal50% (2)
- Sample Heat Sheets June 2007Dokument63 SeitenSample Heat Sheets June 2007Nesuui MontejoNoch keine Bewertungen
- Fish Siomai RecipeDokument12 SeitenFish Siomai RecipeRhyz Mareschal DongonNoch keine Bewertungen
- Cavitation in Francis PDFDokument373 SeitenCavitation in Francis PDFAlberto AliagaNoch keine Bewertungen
- AppendixA LaplaceDokument12 SeitenAppendixA LaplaceSunny SunNoch keine Bewertungen
- Kharrat Et Al., 2007 (Energy - Fuels)Dokument4 SeitenKharrat Et Al., 2007 (Energy - Fuels)Leticia SakaiNoch keine Bewertungen
- Oracle® Secure Backup: Installation and Configuration Guide Release 10.4Dokument178 SeitenOracle® Secure Backup: Installation and Configuration Guide Release 10.4andrelmacedoNoch keine Bewertungen
- What Is An InfographicDokument4 SeitenWhat Is An InfographicAryaaaNoch keine Bewertungen
- Caracterisation D'une Entreprise anglosaxonne-ETLV - STMG1.Dokument2 SeitenCaracterisation D'une Entreprise anglosaxonne-ETLV - STMG1.meredith.licagaNoch keine Bewertungen
- Role of Quick Response To Supply ChainDokument15 SeitenRole of Quick Response To Supply ChainSanuwar RashidNoch keine Bewertungen
- Study of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderDokument3 SeitenStudy of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderLegaldevil LlabsNoch keine Bewertungen
- Law MCQ 25Dokument3 SeitenLaw MCQ 25nonoNoch keine Bewertungen
- Taewoo Kim Et Al. v. Jump TradingDokument44 SeitenTaewoo Kim Et Al. v. Jump TradingCrainsChicagoBusiness100% (1)
- AXIOM75 50 25 1B - Rev.6 10.000MHzDokument4 SeitenAXIOM75 50 25 1B - Rev.6 10.000MHzTürkay PektürkNoch keine Bewertungen
- Group 9Dokument1 SeiteGroup 9Kyla Jane GabicaNoch keine Bewertungen
- Copy - of - Commonlit - Meet The Fearless Cook Who Secretly Fed and Funded The Civil Rights Movement - StudentDokument6 SeitenCopy - of - Commonlit - Meet The Fearless Cook Who Secretly Fed and Funded The Civil Rights Movement - Studentlilywright08Noch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Marine Structural Design CalculationsVon EverandMarine Structural Design CalculationsBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Advanced Modelling Techniques in Structural DesignVon EverandAdvanced Modelling Techniques in Structural DesignBewertung: 5 von 5 Sternen5/5 (3)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsVon EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNoch keine Bewertungen
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesVon EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsVon EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNoch keine Bewertungen
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresVon EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresBewertung: 1 von 5 Sternen1/5 (2)
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- The Invisible Rainbow: A History of Electricity and LifeVon EverandThe Invisible Rainbow: A History of Electricity and LifeBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesVon EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityVon EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityBewertung: 5 von 5 Sternen5/5 (2)