Das könnte Ihnen auch gefallen
- SKYLON User Manual Rev1Dokument52 SeitenSKYLON User Manual Rev1Jarek JaworskiNoch keine Bewertungen
- Reusable Rocket BoosterDokument15 SeitenReusable Rocket BoosterPritv SavalagiNoch keine Bewertungen
- Skylon Space Plane - FinalDokument27 SeitenSkylon Space Plane - FinalEricNoch keine Bewertungen
- Skylon SpaceplaneDokument5 SeitenSkylon SpaceplaneΒαρδίκος ΔημήτρηςNoch keine Bewertungen
- Progress On Hyper Velocity Railgun Research For Launch To SpaceDokument8 SeitenProgress On Hyper Velocity Railgun Research For Launch To SpacetexasrunNoch keine Bewertungen
- Launch To Space With and Electromagnetic Railgun PDFDokument10 SeitenLaunch To Space With and Electromagnetic Railgun PDFari wiliamNoch keine Bewertungen
- 2009 - Why The X-33 VentureStar Gave SSTO A Bad NameDokument11 Seiten2009 - Why The X-33 VentureStar Gave SSTO A Bad Namefundamental_aeroNoch keine Bewertungen
- Creating Closed Ecological Bioregenerative Life Support SystemsDokument13 SeitenCreating Closed Ecological Bioregenerative Life Support SystemsKevin E MyrickNoch keine Bewertungen
- The Economics of Outer SpaceDokument24 SeitenThe Economics of Outer SpacepatricioNoch keine Bewertungen
- The Possibilities of Single Stage To Orbit Spacecraft by Evan CombaDokument62 SeitenThe Possibilities of Single Stage To Orbit Spacecraft by Evan Combaapi-538385653Noch keine Bewertungen
- 1979 Lunar Resources Utilization Vol2Dokument486 Seiten1979 Lunar Resources Utilization Vol2Sean100% (2)
- Electromagnetic AugmentationDokument8 SeitenElectromagnetic Augmentationbring it onNoch keine Bewertungen
- Shelby Bates Kevin Chun Eric GambillDokument64 SeitenShelby Bates Kevin Chun Eric GambillEricNoch keine Bewertungen
- NASA Facts X-33 Advanced Technology DemonstratorDokument4 SeitenNASA Facts X-33 Advanced Technology DemonstratorBob Andrepont100% (1)
- The Short Range Anti-Gravitational Force and the Hierarchically Stratified Space-Time Geometry in 12 DimensionsVon EverandThe Short Range Anti-Gravitational Force and the Hierarchically Stratified Space-Time Geometry in 12 DimensionsNoch keine Bewertungen
- Saturn WorkshopDokument433 SeitenSaturn WorkshopGruff GrufferNoch keine Bewertungen
- Living Aloft (SP-483)Dokument191 SeitenLiving Aloft (SP-483)Randal Marbury100% (1)
- Electric Propulsion DevelopmentVon EverandElectric Propulsion DevelopmentErnst StuhlingerNoch keine Bewertungen
- ADVANCES IN DENSE PLASMA FOR FUSION POWER AND SPACE PROPULSION, With George Miley, Ph.D.Dokument55 SeitenADVANCES IN DENSE PLASMA FOR FUSION POWER AND SPACE PROPULSION, With George Miley, Ph.D.Tedd St Rain100% (1)
- The Design and Simulated Performance of the Attitude Determination and Control System of a Gravity Gradient Stabilized Cube SatelliteVon EverandThe Design and Simulated Performance of the Attitude Determination and Control System of a Gravity Gradient Stabilized Cube SatelliteNoch keine Bewertungen
- Reusable Launch VehicleDokument22 SeitenReusable Launch Vehiclesoumik_boseNoch keine Bewertungen
- Introducing Physical Warp DrivesDokument24 SeitenIntroducing Physical Warp DrivesAcademicScientistsNoch keine Bewertungen
- Faster-Than-Light Space Warps, Status and Next StepsDokument18 SeitenFaster-Than-Light Space Warps, Status and Next StepsGherghe BogdanNoch keine Bewertungen
- Types of Rocket Propulsion and Potential Space DrivesVon EverandTypes of Rocket Propulsion and Potential Space DrivesNoch keine Bewertungen
- Field PropulsionDokument15 SeitenField PropulsionGherghe BogdanNoch keine Bewertungen
- Artificial Gravity: To Maintain Your Foot in the Space, Artificial Gravity Is a MustVon EverandArtificial Gravity: To Maintain Your Foot in the Space, Artificial Gravity Is a MustNoch keine Bewertungen
- Flying CarDokument29 SeitenFlying CarKunal Mehra0% (1)
- Shielding Strategies For Human Space ExplorationDokument459 SeitenShielding Strategies For Human Space Explorationcoloane85UNoch keine Bewertungen
- Nuclear SSTO and SPACE VAGINASDokument103 SeitenNuclear SSTO and SPACE VAGINASClayton RobertsonNoch keine Bewertungen
- Glen A. Robertson, P.A. Murad and Eric Davis - New Frontiers in Space Propulsion SciencesDokument17 SeitenGlen A. Robertson, P.A. Murad and Eric Davis - New Frontiers in Space Propulsion SciencesRtpomNoch keine Bewertungen
- MaterialsDokument336 SeitenMaterialsjmartinezmoNoch keine Bewertungen
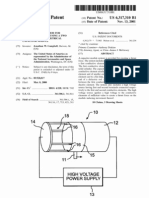
- Anti-Gravity - Patent - U.S. Patents Office #6317310 - (Jonathan W. Campbell) (NASA) (2001)Dokument7 SeitenAnti-Gravity - Patent - U.S. Patents Office #6317310 - (Jonathan W. Campbell) (NASA) (2001)Ismael Arinas PellónNoch keine Bewertungen
- Propulsion Re-Entry Physics: ProceedingsVon EverandPropulsion Re-Entry Physics: ProceedingsMichał LuncNoch keine Bewertungen
- Puthoff Et Al - Engineering The Zero-Point Field and Polarizable Vacuum For Interstellar Flight (2002)Dokument8 SeitenPuthoff Et Al - Engineering The Zero-Point Field and Polarizable Vacuum For Interstellar Flight (2002)ramy86Noch keine Bewertungen
- Apollo 11 Mission AS-506Dokument116 SeitenApollo 11 Mission AS-506Aviation/Space History Library100% (1)
- GHathaway IEPC1991-127 PDFDokument11 SeitenGHathaway IEPC1991-127 PDFjmulder1Noch keine Bewertungen
- Linear Aerospike EngineDokument51 SeitenLinear Aerospike EngineSanad ShajahanNoch keine Bewertungen
- Quantum Controller of GravityDokument7 SeitenQuantum Controller of GravityFran De AquinoNoch keine Bewertungen
- Aquino - Gravitational-Electromagnetic Field Theory (1992)Dokument130 SeitenAquino - Gravitational-Electromagnetic Field Theory (1992)leosarasua100% (2)
- H. E. Puthoff Et Al - Engineering The Zero-Point Field and Polarizable Vacuum For Interstellar FlightDokument13 SeitenH. E. Puthoff Et Al - Engineering The Zero-Point Field and Polarizable Vacuum For Interstellar FlightRtpomNoch keine Bewertungen
- Historical Origins of NASA's Launch Operations Center To July 1, 1962Dokument322 SeitenHistorical Origins of NASA's Launch Operations Center To July 1, 1962Bob Andrepont100% (2)
- Space Resources Space Settlements: NASA SP-428Dokument300 SeitenSpace Resources Space Settlements: NASA SP-428ugauravNoch keine Bewertungen
- Model Aeroplanes and Their Engines: A Practical Book for BeginnersVon EverandModel Aeroplanes and Their Engines: A Practical Book for BeginnersNoch keine Bewertungen
- Powerplant PDFDokument2 SeitenPowerplant PDFDanielNoch keine Bewertungen
- Reusable Launch VehiclesDokument12 SeitenReusable Launch VehiclesShardul PatelNoch keine Bewertungen
- All Eyes Open For Dark MatterDokument3 SeitenAll Eyes Open For Dark MatterSubramanian AnanthanarayananNoch keine Bewertungen
- Apollo Entry AerodynamicsDokument6 SeitenApollo Entry AerodynamicsKanishka LankatillakeNoch keine Bewertungen
- Orbital MechanicsDokument28 SeitenOrbital MechanicsMartin Schweighart MoyaNoch keine Bewertungen
- Introduction To Cryogenic EngineDokument6 SeitenIntroduction To Cryogenic Engineshadma ansariNoch keine Bewertungen
- Tethered Aerostats For CommunicationsDokument5 SeitenTethered Aerostats For CommunicationsGordon DuffNoch keine Bewertungen
- Force Field Propulsion PDFDokument9 SeitenForce Field Propulsion PDFArizonaMilitiaNoch keine Bewertungen
- NearSpace Balloon LaunchDokument687 SeitenNearSpace Balloon Launchfranco.didio1945Noch keine Bewertungen
- ClrsDokument25 SeitenClrsSaiKrishnaReddyNoch keine Bewertungen
- How To Make SuperconductersDokument8 SeitenHow To Make SuperconductersjasonwesleycastleNoch keine Bewertungen
- Hy30 3300 UkDokument5 SeitenHy30 3300 UkosamaNoch keine Bewertungen
- XVS950 Catalogo de Partes 5S71 - 2009Dokument72 SeitenXVS950 Catalogo de Partes 5S71 - 2009Exiquio SánchezNoch keine Bewertungen
- 4TNV88 GgeaDokument30 Seiten4TNV88 GgeaKevin TanNoch keine Bewertungen
- GE LMS100 World Power Briefing Systems (May 2010) PDFDokument4 SeitenGE LMS100 World Power Briefing Systems (May 2010) PDFAnonymous PkeI8e84RsNoch keine Bewertungen
- GPR Package DatasheetDokument11 SeitenGPR Package DatasheetVitor SegniniNoch keine Bewertungen
- Cojinetes de Biela y Bancada STD SeleccionDokument5 SeitenCojinetes de Biela y Bancada STD SeleccionAlejandro ValenzuelaNoch keine Bewertungen
- Catalog 2019 Jyhy DieselDokument10 SeitenCatalog 2019 Jyhy DieselAndre vatar andreNoch keine Bewertungen
- Shell Rimula R4X 15W-40Dokument2 SeitenShell Rimula R4X 15W-40Abel Carhuapoma100% (1)
- Edel 2016 Catalog .Dokument752 SeitenEdel 2016 Catalog .tayfuns67% (3)
- Workshop Manual: TAD1240GE, TAD1241GE/VE TAD1242GE/VE, TWD1240VEDokument104 SeitenWorkshop Manual: TAD1240GE, TAD1241GE/VE TAD1242GE/VE, TWD1240VEThong Chan100% (1)
- Partes Yamaha 5GS5 - 2000Dokument57 SeitenPartes Yamaha 5GS5 - 2000ksi d todoNoch keine Bewertungen
- Cooling System From AmityuniversityDokument12 SeitenCooling System From AmityuniversityPavan KumarNoch keine Bewertungen
- 854F-Disassembly and AssemblyDokument204 Seiten854F-Disassembly and AssemblyZIBA KHADIBI100% (2)
- Various Types of Engine EfficienciesDokument11 SeitenVarious Types of Engine EfficienciesWajahat RasoolNoch keine Bewertungen
- Caterpillar Cat C7 Marine Engine Parts Catalogue ManualDokument21 SeitenCaterpillar Cat C7 Marine Engine Parts Catalogue ManualkfsmmeNoch keine Bewertungen
- Course Plan GDJPDokument3 SeitenCourse Plan GDJPHariharan HariNoch keine Bewertungen
- 5800 2 Ecomax t4 93kw Ipu LRDokument4 Seiten5800 2 Ecomax t4 93kw Ipu LRInkanata SacNoch keine Bewertungen
- Repair Denso PumpsDokument77 SeitenRepair Denso PumpsAka Diesel93% (14)
- V2403 M T E3bDokument2 SeitenV2403 M T E3bPercyLeonNoch keine Bewertungen
- 3042f843 Plano de TesteDokument1 Seite3042f843 Plano de TesteJose Alexandre Sunhega100% (1)
- 4T Ev ListDokument36 Seiten4T Ev ListGuntér Ögies HijackerNoch keine Bewertungen
- D 51 Ex PX-22 Código de Peças PDFDokument495 SeitenD 51 Ex PX-22 Código de Peças PDFJulia Coitinho SilvaNoch keine Bewertungen
- Diesel Injection Pump Service Manual. Common Rail System For Toyota Aven - Sis 2ad-Ftv - FHV Engine Operation. May, eDokument32 SeitenDiesel Injection Pump Service Manual. Common Rail System For Toyota Aven - Sis 2ad-Ftv - FHV Engine Operation. May, eMouh ben mouNoch keine Bewertungen
- Rexton - Service Manual - ENGINE PDFDokument587 SeitenRexton - Service Manual - ENGINE PDFdanila99Noch keine Bewertungen
- FAR 33 para MotoresDokument32 SeitenFAR 33 para MotoresErick Trejo ZuñigaNoch keine Bewertungen
- Especificaciones Motor C 4.4 RetroDokument3 SeitenEspecificaciones Motor C 4.4 RetroAstrid RosasNoch keine Bewertungen
- Problem Set - Diesel Power Plant Briones, Chris John NME 522 - 1ME Venzon, Cedrick Lupanggo, Paula Mae G. Sebastian, EfraimDokument15 SeitenProblem Set - Diesel Power Plant Briones, Chris John NME 522 - 1ME Venzon, Cedrick Lupanggo, Paula Mae G. Sebastian, EfraimAriel GamboaNoch keine Bewertungen
- XL 100 Spare PartsDokument35 SeitenXL 100 Spare PartsTEJAA TVS100% (1)
- Series: GBG 110te & GBG 120teDokument1 SeiteSeries: GBG 110te & GBG 120teEduardo VicoNoch keine Bewertungen
- 228 TOP Compressors, Gas Turbines and Jet Engines - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsDokument36 Seiten228 TOP Compressors, Gas Turbines and Jet Engines - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsNagaraj Muniyandi100% (1)