Das könnte Ihnen auch gefallen
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsVon EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNoch keine Bewertungen
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionVon EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNoch keine Bewertungen
- Cupola Regression AnalysisDokument6 SeitenCupola Regression AnalysisMayank SharmaNoch keine Bewertungen
- Munisamy 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012021Dokument6 SeitenMunisamy 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012021Belay AyalewNoch keine Bewertungen
- The Application of Cone Calorimeter On The Study of Burni - 2014 - Procedia EngiDokument5 SeitenThe Application of Cone Calorimeter On The Study of Burni - 2014 - Procedia EngijanainaNoch keine Bewertungen
- Energy Saving in Ceramic Tile KilnsDokument18 SeitenEnergy Saving in Ceramic Tile KilnsMohammad Al-SammanNoch keine Bewertungen
- Coke Quality and Thermal Reserve Zone PDFDokument6 SeitenCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216Noch keine Bewertungen
- High Efficiency Pulverized Coal-Fired Power Generation Technology (Ultra Super Critical Steam Condition)Dokument2 SeitenHigh Efficiency Pulverized Coal-Fired Power Generation Technology (Ultra Super Critical Steam Condition)Hns Kvn Chavez100% (2)
- Nergy and NvironmentDokument14 SeitenNergy and NvironmentperulesNoch keine Bewertungen
- Implementation of A Mathematical Modelling of A Rotary Cement KilnsDokument10 SeitenImplementation of A Mathematical Modelling of A Rotary Cement KilnsSapto Adi NugrohoNoch keine Bewertungen
- Reheat Furnace Efficiency at Laverton Rod MillDokument12 SeitenReheat Furnace Efficiency at Laverton Rod MillJJNoch keine Bewertungen
- Technological Developments in Annealing Furnaces For Performance Improvement Ijariie5717Dokument12 SeitenTechnological Developments in Annealing Furnaces For Performance Improvement Ijariie5717Sontosh BhattacharjeeNoch keine Bewertungen
- Modelling of Aluminium Scrap Melting in A Rotary FurnaceDokument10 SeitenModelling of Aluminium Scrap Melting in A Rotary FurnaceestefanoveiraNoch keine Bewertungen
- Preprints201608 0029 v1Dokument14 SeitenPreprints201608 0029 v1Juan Ignacio GonzálezNoch keine Bewertungen
- The Design of A Radiation-Recuperative Heat ExchanDokument9 SeitenThe Design of A Radiation-Recuperative Heat Exchanagbajelola idrisNoch keine Bewertungen
- Sootblowing OptimizationDokument9 SeitenSootblowing OptimizationvnchromeNoch keine Bewertungen
- Numerical Simulation of The Flow Streams Behavior in A Self-Regenerative Crucible FurnaceDokument7 SeitenNumerical Simulation of The Flow Streams Behavior in A Self-Regenerative Crucible FurnaceperulesNoch keine Bewertungen
- Review Paper On Numerical Analysis of Induction Furnace: Nihar BaraDokument7 SeitenReview Paper On Numerical Analysis of Induction Furnace: Nihar BaraUma KoduriNoch keine Bewertungen
- 08 Steam Raising: Boiler Operation/designDokument1 Seite08 Steam Raising: Boiler Operation/designNorman IskandarNoch keine Bewertungen
- Ijet V4i3p38 PDFDokument10 SeitenIjet V4i3p38 PDFInternational Journal of Engineering and TechniquesNoch keine Bewertungen
- CB08S - Effects of Fire Cycle Time On Heat Transfer Characteristics and E..Dokument4 SeitenCB08S - Effects of Fire Cycle Time On Heat Transfer Characteristics and E..Pedro Milton ChibulachoNoch keine Bewertungen
- Analisa Faktor-Faktor Penyebab Perubahan Efisiensi Boiler Jenis Pulverized Coal Fired Forced Circulation Sub-CriticalDokument12 SeitenAnalisa Faktor-Faktor Penyebab Perubahan Efisiensi Boiler Jenis Pulverized Coal Fired Forced Circulation Sub-CriticalrezzaNoch keine Bewertungen
- Analysis of Sootblowing Experiments and Research oDokument7 SeitenAnalysis of Sootblowing Experiments and Research ouser_nitsNoch keine Bewertungen
- Applied Thermal Engineering: Adem Atmaca, Recep YumrutasDokument10 SeitenApplied Thermal Engineering: Adem Atmaca, Recep YumrutasAnonymous N3LpAX100% (1)
- Energy ManagementDokument20 SeitenEnergy Managementhasan_jafri_2Noch keine Bewertungen
- Waste Heat Recovery From Metal Casting and Scrap Preheating Using Recovered HeatDokument10 SeitenWaste Heat Recovery From Metal Casting and Scrap Preheating Using Recovered HeatAntonius Adi Hendra SaputraNoch keine Bewertungen
- Continuous Scrap Melting in A Short Rotary FurnaceDokument12 SeitenContinuous Scrap Melting in A Short Rotary FurnaceAnonymous ipcYV390% (1)
- 10 35378-Gujs 1052416-2171116Dokument14 Seiten10 35378-Gujs 1052416-2171116dasde87Noch keine Bewertungen
- Cupola FurnacesDokument8 SeitenCupola Furnacesmiroslav2paunovNoch keine Bewertungen
- Coal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesDokument8 SeitenCoal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesAnis SuryadiNoch keine Bewertungen
- Thermodynamic and Experimental Analysis of A Biomass Steam Power Plant: Critical Issues and Their Possible Solutions With CCGT SystemsDokument10 SeitenThermodynamic and Experimental Analysis of A Biomass Steam Power Plant: Critical Issues and Their Possible Solutions With CCGT Systemsjhugo_mirandaNoch keine Bewertungen
- CFD Modeling of Waste Heat Recovery On The Rotary Kiln System in The Cement IndustryDokument17 SeitenCFD Modeling of Waste Heat Recovery On The Rotary Kiln System in The Cement Industryghada ghoudiNoch keine Bewertungen
- Preparation of Activated Carbon From Coconut Shell Chars in Pilot-Scale Microwave Heating Equipment at 60 KWDokument5 SeitenPreparation of Activated Carbon From Coconut Shell Chars in Pilot-Scale Microwave Heating Equipment at 60 KWandreas.exaNoch keine Bewertungen
- Assessment of Blast Furnace Behaviour Through Softening-Melting TestDokument10 SeitenAssessment of Blast Furnace Behaviour Through Softening-Melting TestvidhyasagarNoch keine Bewertungen
- Analysis of Combustion Characteristics in A Aluminium Melting FurnaceDokument5 SeitenAnalysis of Combustion Characteristics in A Aluminium Melting FurnaceDanilo AmorimNoch keine Bewertungen
- Energy Survey of The Coal Based Sponge Iron IndustDokument15 SeitenEnergy Survey of The Coal Based Sponge Iron IndusttapashnagNoch keine Bewertungen
- Application of A Boiler Performance Model To Evaluate Lo 1997Dokument1 SeiteApplication of A Boiler Performance Model To Evaluate Lo 1997Ahmad HamzahNoch keine Bewertungen
- Jejurkar 2011Dokument12 SeitenJejurkar 2011Karandeep SinghNoch keine Bewertungen
- Analisa Efisiensi Exergi Boiler Di Pltu Unit 3 Pt. Indonesia Power Semarang - Jawa TengahDokument10 SeitenAnalisa Efisiensi Exergi Boiler Di Pltu Unit 3 Pt. Indonesia Power Semarang - Jawa Tengahuswatun hasanahNoch keine Bewertungen
- DryerDokument4 SeitenDryerJAGDISHNoch keine Bewertungen
- Comparison of Diesel With Butane Gas in Firing Crucible Furnace For Melting AluminiumDokument4 SeitenComparison of Diesel With Butane Gas in Firing Crucible Furnace For Melting AluminiumPeeka Prabhakara RaoNoch keine Bewertungen
- Contoh JurnalDokument9 SeitenContoh JurnalMuhammad DaffaNoch keine Bewertungen
- 13 1 - 20116ISIJSuper SINTERDokument10 Seiten13 1 - 20116ISIJSuper SINTERShashi Kant TiwariNoch keine Bewertungen
- EnergyEfficiencyImprovement ResearchgateDokument6 SeitenEnergyEfficiencyImprovement ResearchgateAnonymous nw5AXJqjdNoch keine Bewertungen
- 1 s2.0 S2214157X21002100 MainDokument11 Seiten1 s2.0 S2214157X21002100 MainChayapon SaiboutongNoch keine Bewertungen
- For Review ISTP26 FudhailDokument7 SeitenFor Review ISTP26 FudhailHERDI SUTANTONoch keine Bewertungen
- Decreasing Blast Furnace Process Costs at Iscor Long ProductsDokument6 SeitenDecreasing Blast Furnace Process Costs at Iscor Long ProductsPaul VermeulenNoch keine Bewertungen
- Simulation of The Limestone Calcination in Normal Shaft Kilns Part 3Dokument11 SeitenSimulation of The Limestone Calcination in Normal Shaft Kilns Part 3Nathalie Jamett GuillierNoch keine Bewertungen
- Numerical Simulation of Coal Particle SiDokument6 SeitenNumerical Simulation of Coal Particle SiFaridNoch keine Bewertungen
- Yudisaputro - 2021 - J. - Phys. - Conf. - Ser. - 1845 - 012053Dokument13 SeitenYudisaputro - 2021 - J. - Phys. - Conf. - Ser. - 1845 - 012053Hendra YudisaputroNoch keine Bewertungen
- Energy Efficiency Improvement Strategies For Industrial Boilers: A Case StudyDokument5 SeitenEnergy Efficiency Improvement Strategies For Industrial Boilers: A Case StudyHarshit PathakNoch keine Bewertungen
- JCTM New - Thomas PDFDokument12 SeitenJCTM New - Thomas PDFanon_535137002Noch keine Bewertungen
- Requiere Un RatoDokument10 SeitenRequiere Un RatoRossembert Laime MartinezNoch keine Bewertungen
- Bake FurnaceDokument6 SeitenBake FurnaceharoldNoch keine Bewertungen
- Project ProposalDokument4 SeitenProject ProposalRidwan BamideleNoch keine Bewertungen
- Introduction of Hitachinaka Thermal Power Station Unit 2, Tokyo Electric Power CompanyDokument3 SeitenIntroduction of Hitachinaka Thermal Power Station Unit 2, Tokyo Electric Power CompanyEdzwan RedzaNoch keine Bewertungen
- Energies 13 03922 v2Dokument25 SeitenEnergies 13 03922 v2map vitcoNoch keine Bewertungen
- Investigating The Energy and Exergy Analysis in Coal Fired Power PlantDokument12 SeitenInvestigating The Energy and Exergy Analysis in Coal Fired Power PlantTJPRC PublicationsNoch keine Bewertungen
- Investigation of Boiler Performance in A Power Plant: Md. Amanulla Farhan & Dr.P. RathnakumarDokument5 SeitenInvestigation of Boiler Performance in A Power Plant: Md. Amanulla Farhan & Dr.P. RathnakumarArjun Jinumon PootharaNoch keine Bewertungen
- A Case Study On Thermodynamic Analysis of Cogeneration Power Plant (IRJET-V2I9163)Dokument5 SeitenA Case Study On Thermodynamic Analysis of Cogeneration Power Plant (IRJET-V2I9163)luis hyungNoch keine Bewertungen
- ENERGY EFFICIENCY IntroductionDokument13 SeitenENERGY EFFICIENCY IntroductionAzmi HashimNoch keine Bewertungen
- Acetic Acid ReportDokument5 SeitenAcetic Acid Reportyigitilgaz100% (1)
- M Helmy Aspen Hysys SuperCourse 03 2020Dokument7 SeitenM Helmy Aspen Hysys SuperCourse 03 2020Hatem HusseinNoch keine Bewertungen
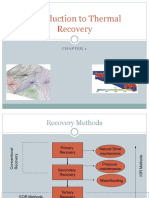
- Introduction To Thermal RecoveryDokument49 SeitenIntroduction To Thermal RecoveryShely RiveraNoch keine Bewertungen
- 1.3 - Energy Basics, Fuel Supply and PricingDokument36 Seiten1.3 - Energy Basics, Fuel Supply and PricingKhaled QarraNoch keine Bewertungen
- 117 - JT Spiral-Tube 2014Dokument2 Seiten117 - JT Spiral-Tube 2014Bayu Pramana PutraNoch keine Bewertungen
- AGA Report No.3-2000 Part 2 - Orifice Metering of Natural Gas and Other Related Hydrocarbon FluidsDokument80 SeitenAGA Report No.3-2000 Part 2 - Orifice Metering of Natural Gas and Other Related Hydrocarbon Fluidspras_fistek100% (1)
- Type of BoilersDokument10 SeitenType of BoilersZaheer Ahmad Raza100% (1)
- Risk Assessment of Petroleum System, Plays, Prospects - 2Dokument28 SeitenRisk Assessment of Petroleum System, Plays, Prospects - 2DevinLeeNoch keine Bewertungen
- Power GridDokument20 SeitenPower Grideng_tamer14261848Noch keine Bewertungen
- Complete Formaldehyde PlantDokument7 SeitenComplete Formaldehyde PlantYamil Sejas SuarezNoch keine Bewertungen
- INGAA GHG Guidelines Vol 1 - Emission Estimative MethodsDokument97 SeitenINGAA GHG Guidelines Vol 1 - Emission Estimative MethodsAnonymous N4TBhZO6100% (1)
- Fill-Line Breakaway (FLB-5000) - Heavy-Duty Truck/Bus: MaterialsDokument4 SeitenFill-Line Breakaway (FLB-5000) - Heavy-Duty Truck/Bus: MaterialsBraulio CollanteNoch keine Bewertungen
- 3 - WaterfloodingDokument68 Seiten3 - Waterfloodingpermanahend100% (1)
- Fertilizer Policy in IndiaDokument242 SeitenFertilizer Policy in IndiaArun D PaulNoch keine Bewertungen
- LNG Bali 2019 - BrochureDokument5 SeitenLNG Bali 2019 - BrochureVincinius AxelNoch keine Bewertungen
- Advances in Ethane CrackingDokument54 SeitenAdvances in Ethane CrackingSaad Arif100% (1)
- Sasol Business Overview DocumentDokument24 SeitenSasol Business Overview DocumentKseniya SergeevaNoch keine Bewertungen
- TB165 Operating ProceduresDokument2 SeitenTB165 Operating ProceduresDon BraithwaiteNoch keine Bewertungen
- Refri Star - Evacuatio of Refrigerant CircuitsDokument2 SeitenRefri Star - Evacuatio of Refrigerant CircuitsmanonpomNoch keine Bewertungen
- Restricted Use of Fossil FuelsDokument7 SeitenRestricted Use of Fossil FuelsNeon GamerNoch keine Bewertungen
- Birkosit Sealing Compound Contains Boiled Linseed OilsDokument2 SeitenBirkosit Sealing Compound Contains Boiled Linseed OilsProject Sales CorpNoch keine Bewertungen
- Oil and Gas - Black Gold! Msc. Ing. Felix Miranda GDokument25 SeitenOil and Gas - Black Gold! Msc. Ing. Felix Miranda GHardmann Lio MayNoch keine Bewertungen
- Pyro Catalogue-MiccDokument16 SeitenPyro Catalogue-Micckprasad_56900Noch keine Bewertungen
- Paper Sukanta, Azad - 10Dokument7 SeitenPaper Sukanta, Azad - 10ovidiuNoch keine Bewertungen
- Argon Purity LevelDokument2 SeitenArgon Purity Levelnagarathinam82Noch keine Bewertungen
- Use of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas StreamsDokument15 SeitenUse of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas Streamsfika putriNoch keine Bewertungen
- SUMMATIVE TEST Climate Answer KeyDokument2 SeitenSUMMATIVE TEST Climate Answer KeyCarissa Mae Cañete100% (3)
- Oil CompaniesDokument20 SeitenOil CompaniesJulio CesarNoch keine Bewertungen
- Brunei & Sakhalin LNGDokument18 SeitenBrunei & Sakhalin LNGMelly Chandra FrayektiNoch keine Bewertungen