Das könnte Ihnen auch gefallen
- FIAT SIENA FIRE 1.4 MPi-esquema ElectricoDokument52 SeitenFIAT SIENA FIRE 1.4 MPi-esquema ElectricoRaulJoseRainieri70% (44)
- Programacion Torno CNC FanucDokument120 SeitenProgramacion Torno CNC FanucDAVID FIGUEROA100% (8)
- Problemas de Cinetica de FluidosDokument8 SeitenProblemas de Cinetica de FluidosKevin Casanova Martínez100% (4)
- Practica 3Dokument11 SeitenPractica 3danny_alfradNoch keine Bewertungen
- Partes de Un Motor de Jaula de ArdillaDokument4 SeitenPartes de Un Motor de Jaula de ArdillaJorge Cardenas0% (2)
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Von EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Noch keine Bewertungen
- Manual Operativo Sinumerik 802sDokument13 SeitenManual Operativo Sinumerik 802scarmelotomas100% (2)
- Guias de Procedimientos de La C. de Est.-Hma 1Dokument133 SeitenGuias de Procedimientos de La C. de Est.-Hma 1Fredy Mallma SaldañaNoch keine Bewertungen
- Programación de Máquinas de CNC Con Códigos G&M - TecnoEduDokument17 SeitenProgramación de Máquinas de CNC Con Códigos G&M - TecnoEduHector HectorNoch keine Bewertungen
- Ensayo Money BallDokument4 SeitenEnsayo Money Balldavid100% (4)
- Control Numerico ComputarizadoDokument12 SeitenControl Numerico Computarizado4681007006Noch keine Bewertungen
- Programación CNCDokument20 SeitenProgramación CNCOmarAndréCastilloGarcíaNoch keine Bewertungen
- Uso de Maquinas CNCDokument64 SeitenUso de Maquinas CNCAnderson Gomez CastroNoch keine Bewertungen
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Dokument5 SeitenParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánNoch keine Bewertungen
- TecnoEdu - Programación de Máquinas de CNC Con Códigos G&MDokument16 SeitenTecnoEdu - Programación de Máquinas de CNC Con Códigos G&MJohn Freddy Triana VargasNoch keine Bewertungen
- CNC Exercises Milling SpanishDokument39 SeitenCNC Exercises Milling SpanishDaniel UtreraNoch keine Bewertungen
- Calculo de ModuloDokument20 SeitenCalculo de ModuloStacy QuirozNoch keine Bewertungen
- Programación CNCDokument71 SeitenProgramación CNCIgnacioNoch keine Bewertungen
- Ejemplos de Unidades Derivadas Del SIDokument2 SeitenEjemplos de Unidades Derivadas Del SIAlicia Arevalo100% (1)
- 3.-Plantilla Documento Requerimientos de SoftwareDokument28 Seiten3.-Plantilla Documento Requerimientos de SoftwareZackyJácome100% (1)
- 96-8010 Spanish MillDokument323 Seiten96-8010 Spanish MillalvaradomatematicoNoch keine Bewertungen
- Introduccion A La Programacion CNC Modulo I PDFDokument19 SeitenIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateNoch keine Bewertungen
- Economía Centralmente Planificada PDFDokument15 SeitenEconomía Centralmente Planificada PDFMayra Cristina Chavez Perez100% (6)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Von EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Noch keine Bewertungen
- Imocom: Centro de Formacion TecnologicaDokument124 SeitenImocom: Centro de Formacion TecnologicaAnto Solalinde100% (1)
- CODIGOS G y MDokument7 SeitenCODIGOS G y Mmmuriel uribe100% (1)
- CNCDokument44 SeitenCNCRoberto Azcárate SánchezNoch keine Bewertungen
- Tema 14-3 CNCDokument37 SeitenTema 14-3 CNCCristhian Jesus Pinto ManuelNoch keine Bewertungen
- MAC Aplicado A MaquinadosDokument34 SeitenMAC Aplicado A Maquinadosice028Noch keine Bewertungen
- Codigo M y G CNCDokument4 SeitenCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- CNC 014Dokument17 SeitenCNC 014Kevin Carrasco NorambuenaNoch keine Bewertungen
- CNC WinUnisoftDokument26 SeitenCNC WinUnisoftHoppet0% (1)
- Lista de Herramientas CNCDokument11 SeitenLista de Herramientas CNCUbernot ClockretNoch keine Bewertungen
- Manual de Diseño Catia V5 R14Dokument135 SeitenManual de Diseño Catia V5 R14Rob HerdezNoch keine Bewertungen
- CNC 021Dokument29 SeitenCNC 021Dany EscobarNoch keine Bewertungen
- CNC 009Dokument15 SeitenCNC 009Faustino DioNoch keine Bewertungen
- Fusco - Cajera Rectangular y CircularDokument3 SeitenFusco - Cajera Rectangular y Circularfuss fussNoch keine Bewertungen
- Torno de Control Numerico ComputarizadoDokument7 SeitenTorno de Control Numerico ComputarizadoEduardo Zavaleta MacedoNoch keine Bewertungen
- Fresadora CNCDokument17 SeitenFresadora CNCIan Gómez QuinteroNoch keine Bewertungen
- Catia 4 - Superficies BásicasDokument99 SeitenCatia 4 - Superficies BásicasSolamente VossNoch keine Bewertungen
- Man 8060 8065 8070 Simul InstDokument54 SeitenMan 8060 8065 8070 Simul Insthank_scorpioNoch keine Bewertungen
- Códigos de Programación de Máquinas Herramientas CNCDokument21 SeitenCódigos de Programación de Máquinas Herramientas CNCGerardo DiazNoch keine Bewertungen
- Simulacion de Corte de PiezasDokument29 SeitenSimulacion de Corte de PiezasEufemioNoaChavezNoch keine Bewertungen
- Ejemplos Fagor 8055MDokument56 SeitenEjemplos Fagor 8055MFrank Ortolá SoriaNoch keine Bewertungen
- Procesos de Arranque de Viruta (TORNO)Dokument14 SeitenProcesos de Arranque de Viruta (TORNO)Luis Fernando Glez AcostaaNoch keine Bewertungen
- Primer Laboratorio de CNC TornoDokument15 SeitenPrimer Laboratorio de CNC Torno7z7v7h7Noch keine Bewertungen
- CuestionariosDokument42 SeitenCuestionariosRodrigo Vilca SanchezNoch keine Bewertungen
- Generalidades Del TorneadoDokument36 SeitenGeneralidades Del TorneadochinitauapNoch keine Bewertungen
- Equipo 2. Procesos y Equipos de Rem de Materiales.Dokument91 SeitenEquipo 2. Procesos y Equipos de Rem de Materiales.Jesus Manuel Vazquez NicolasNoch keine Bewertungen
- Programación Con Códigos G y M en CNCDokument3 SeitenProgramación Con Códigos G y M en CNCgasbyNoch keine Bewertungen
- Apuntes de Torno ConvencionalDokument9 SeitenApuntes de Torno ConvencionalFL Erick F100% (2)
- Programa CNCDokument38 SeitenPrograma CNCEmmanuel DohmaNoch keine Bewertungen
- Reporte U4 WinUnisoftDokument19 SeitenReporte U4 WinUnisoftArturo FigueroaNoch keine Bewertungen
- Cero Pieza 2Dokument6 SeitenCero Pieza 2cesar eduardoNoch keine Bewertungen
- Programación de Máquinas de CNC Con Códigos G y MDokument3 SeitenProgramación de Máquinas de CNC Con Códigos G y MgasbyNoch keine Bewertungen
- Winunisoft 3.4Dokument18 SeitenWinunisoft 3.4Cristian GomezNoch keine Bewertungen
- 429 CaDokument17 Seiten429 CaalexisfagnoladNoch keine Bewertungen
- Herramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesDokument21 SeitenHerramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesmorihnoNoch keine Bewertungen
- Material Didáctico CNC FranklinDokument84 SeitenMaterial Didáctico CNC FranklinFranklin SanchezNoch keine Bewertungen
- Mantenimientopreventivoycorrectivo 150104191451 Conversion Gate02Dokument9 SeitenMantenimientopreventivoycorrectivo 150104191451 Conversion Gate02Buffon RoyalNoch keine Bewertungen
- Torno CNCDokument11 SeitenTorno CNCIvan GuarnizoNoch keine Bewertungen
- Practica 1Dokument9 SeitenPractica 1danny_alfrad100% (1)
- Lab2 CNC VictorDokument9 SeitenLab2 CNC VictorgermanNoch keine Bewertungen
- Fdocuments - Es - Programacion Torno CNC 55b079b048ce7Dokument120 SeitenFdocuments - Es - Programacion Torno CNC 55b079b048ce7Esteban NeutoNoch keine Bewertungen
- TecnoEdu - Programación de Máquinas de CNC Con Códigos G&MDokument11 SeitenTecnoEdu - Programación de Máquinas de CNC Con Códigos G&MJorge BalbuenaNoch keine Bewertungen
- Manual de Torno CNC 5to Ac3b1oDokument16 SeitenManual de Torno CNC 5to Ac3b1oJohann Gustavo Gonzales IncaNoch keine Bewertungen
- Clase 2 - Texto Guía - Programación Paso A Paso Torno CNC - 4°FDokument6 SeitenClase 2 - Texto Guía - Programación Paso A Paso Torno CNC - 4°FAna Yamilet UwUNoch keine Bewertungen
- Dossier de Ejemplos Fagor 8055 F (Vicente Aldaco) PDFDokument29 SeitenDossier de Ejemplos Fagor 8055 F (Vicente Aldaco) PDFSamuel GallegoNoch keine Bewertungen
- Centro de Fuerzas Paralelas y Centro de GravedadDokument3 SeitenCentro de Fuerzas Paralelas y Centro de GravedadAlicia ArevaloNoch keine Bewertungen
- Movimiento CurvilíneoDokument7 SeitenMovimiento CurvilíneoAlicia ArevaloNoch keine Bewertungen
- Par de Rotacion de Un Motor AsincronoDokument7 SeitenPar de Rotacion de Un Motor AsincronoIvan GuarnizoNoch keine Bewertungen
- Copia de Preparatorio 2Dokument12 SeitenCopia de Preparatorio 2Alicia ArevaloNoch keine Bewertungen
- Informe Torno CNCDokument12 SeitenInforme Torno CNCAlicia ArevaloNoch keine Bewertungen
- Magnituddes FundamentalesDokument4 SeitenMagnituddes FundamentalesAlicia ArevaloNoch keine Bewertungen
- Análisis de Modelos Apropiados y Apropiables de Cocinas Solares para El Cantón de CatamayoDokument12 SeitenAnálisis de Modelos Apropiados y Apropiables de Cocinas Solares para El Cantón de CatamayoAlicia ArevaloNoch keine Bewertungen
- TatiDokument3 SeitenTatiAlicia ArevaloNoch keine Bewertungen
- Cocina de InducciónDokument6 SeitenCocina de InducciónAlicia ArevaloNoch keine Bewertungen
- Matlab ComandosDokument17 SeitenMatlab ComandosAlicia ArevaloNoch keine Bewertungen
- Cocina SolarDokument13 SeitenCocina SolarAlicia ArevaloNoch keine Bewertungen
- 51 Definicion SucesionDokument7 Seiten51 Definicion SucesionAlicia ArevaloNoch keine Bewertungen
- EncuestasDokument2 SeitenEncuestasAlicia ArevaloNoch keine Bewertungen
- CatamayoDokument2 SeitenCatamayoAlicia ArevaloNoch keine Bewertungen
- DirectoraDokument1 SeiteDirectorabetci123Noch keine Bewertungen
- Ecuador Patria Enrique AyalaDokument120 SeitenEcuador Patria Enrique AyalaSusans Meneses100% (9)
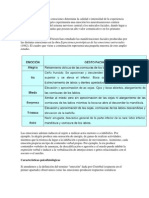
- La Expresión Facial de Las Emociones Determina La Calidad o Intensidad de La Experiencia EmocionalDokument9 SeitenLa Expresión Facial de Las Emociones Determina La Calidad o Intensidad de La Experiencia EmocionalAlicia ArevaloNoch keine Bewertungen
- El Protocolo MidiDokument8 SeitenEl Protocolo MidiAlmudena Martín LópezNoch keine Bewertungen
- Juventud y Trabajo en La ArgentinaDokument12 SeitenJuventud y Trabajo en La ArgentinaAnna CaligaresNoch keine Bewertungen
- Cuencas HidrograficasDokument65 SeitenCuencas HidrograficasFernando Ortiz Jaimes100% (2)
- Myra LevineDokument3 SeitenMyra LevineMichy RodríguezNoch keine Bewertungen
- Programacao LinuxDokument131 SeitenProgramacao LinuxjosueccNoch keine Bewertungen
- Ayuda Memoria. Sector EducaciónDokument3 SeitenAyuda Memoria. Sector EducaciónJOSEPH CONCEPCION VILLANUEVANoch keine Bewertungen
- F002-00677147 SaludDokument1 SeiteF002-00677147 SaludJair brayan Ventura leivaNoch keine Bewertungen
- Practica 5 Dormitorio SecundarioDokument8 SeitenPractica 5 Dormitorio Secundarioluis gomezNoch keine Bewertungen
- 1259 Libro Riegos (Intro)Dokument22 Seiten1259 Libro Riegos (Intro)andrei sabogalNoch keine Bewertungen
- DocumentoDokument3 SeitenDocumentoCristian abkNoch keine Bewertungen
- Diferencias Entre Subred y SuperredDokument3 SeitenDiferencias Entre Subred y SuperredKleiver Torres100% (1)
- Teka - Es - MX - HSB 750 G SS RXDokument5 SeitenTeka - Es - MX - HSB 750 G SS RXPeter HopskynNoch keine Bewertungen
- Pin TuraDokument21 SeitenPin Turasebastian0210_401439Noch keine Bewertungen
- Proyecto Fisica CompletoDokument11 SeitenProyecto Fisica CompletoLuisa Martinez AriasNoch keine Bewertungen
- Ats Del LaboratorioDokument3 SeitenAts Del LaboratorioLeonel Gamero CardenasNoch keine Bewertungen
- Origen de La AuditoríaDokument9 SeitenOrigen de La AuditoríaMilagros Mestanza ZuluetaNoch keine Bewertungen
- Prensa Hidráulica y LaminadoraDokument26 SeitenPrensa Hidráulica y LaminadoraAnthony AndujarNoch keine Bewertungen
- Programa Marco Ejecución de Cargas LSMWDokument2 SeitenPrograma Marco Ejecución de Cargas LSMWotracuentaaux4Noch keine Bewertungen
- Problemas Tema 3 PDFDokument3 SeitenProblemas Tema 3 PDFdmorenocNoch keine Bewertungen
- Ficha Tecnica Ladrillo Tolete Recocido de Arcilla CocinadaDokument3 SeitenFicha Tecnica Ladrillo Tolete Recocido de Arcilla Cocinadamarta guerrero100% (1)
- Cms Colombia Ltda - Clinica Santa AnaDokument2 SeitenCms Colombia Ltda - Clinica Santa AnaAuxiliar Facturacion Santa AnaNoch keine Bewertungen
- Dictamen Tecnico. MP-200-PR02-P04-F06Dokument4 SeitenDictamen Tecnico. MP-200-PR02-P04-F06Moi YzqNoch keine Bewertungen
- Notas de Sección: Nombre Completo: Toledano Rios Morelia Fecha: 17 de Febrero de 2024Dokument4 SeitenNotas de Sección: Nombre Completo: Toledano Rios Morelia Fecha: 17 de Febrero de 2024Morelia T.R.Noch keine Bewertungen
- PC-0200-OPE-03 Operacion en Hidrovaciado Versión 5Dokument37 SeitenPC-0200-OPE-03 Operacion en Hidrovaciado Versión 5rodrigo antonio valencia reyesNoch keine Bewertungen