Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MvsDokument98 SeitenMvsapi-3694132100% (5)
- Theodore Sider - Logic For Philosophy PDFDokument377 SeitenTheodore Sider - Logic For Philosophy PDFAnonymous pYK2AqH100% (1)
- FM Testbank Ch08Dokument6 SeitenFM Testbank Ch08David LarryNoch keine Bewertungen
- Spreadsheet Practice Exercises-2016FDokument40 SeitenSpreadsheet Practice Exercises-2016FDharneeshkarDandy92% (12)
- Riluzole For SCZDokument11 SeitenRiluzole For SCZHana Rizka AnandaNoch keine Bewertungen
- Unit 3 Study Guide and ExercisesDokument2 SeitenUnit 3 Study Guide and ExercisesTuan NguyenNoch keine Bewertungen
- Flashprint UserGuide en USDokument44 SeitenFlashprint UserGuide en USdreamelarn100% (2)
- DDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetDokument14 SeitenDDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetNaveenNoch keine Bewertungen
- Quiz Sectiunea 7Dokument5 SeitenQuiz Sectiunea 7Bogdan BrkicNoch keine Bewertungen
- On The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart III Chip Coating Passivation and DesignDokument8 SeitenOn The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart III Chip Coating Passivation and DesignJiyang WangNoch keine Bewertungen
- 21 1/4 - 2,000 Ram Blowout Preventer Operation Manual Hydraulic Wedge Lock 2FZ54-14 FZ54-14Dokument28 Seiten21 1/4 - 2,000 Ram Blowout Preventer Operation Manual Hydraulic Wedge Lock 2FZ54-14 FZ54-14Mehdi SoltaniNoch keine Bewertungen
- St. John of Buug Foundation IncDokument12 SeitenSt. John of Buug Foundation Inctammy a. romuloNoch keine Bewertungen
- Physics of Racing Series - Brian BeckmanDokument148 SeitenPhysics of Racing Series - Brian BeckmanVipin NairNoch keine Bewertungen
- IS30 IS50 WM CWL WM-L Schnittstellendoku enDokument250 SeitenIS30 IS50 WM CWL WM-L Schnittstellendoku enspidigeNoch keine Bewertungen
- Airplane Wing Geometry and ConfigurationsDokument7 SeitenAirplane Wing Geometry and Configurationsh_mahdiNoch keine Bewertungen
- Schwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDokument15 SeitenSchwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDimitra BilliaNoch keine Bewertungen
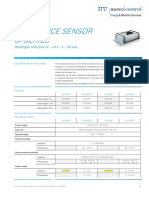
- DB Irradiance Sensor Si-Series en 20171016Dokument3 SeitenDB Irradiance Sensor Si-Series en 20171016Solar ProjectsNoch keine Bewertungen
- Characterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresDokument44 SeitenCharacterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresnicolasNoch keine Bewertungen
- Generalized CoordinatesDokument8 SeitenGeneralized CoordinatesJoshua WoodNoch keine Bewertungen
- Cambridge International AS and A Level Biology WorkbookDokument254 SeitenCambridge International AS and A Level Biology WorkbookMash GrigNoch keine Bewertungen
- Pedal Power Generation 0Dokument5 SeitenPedal Power Generation 0super meal coleenNoch keine Bewertungen
- CSBS Syllabus Book 01 11 2021 1Dokument117 SeitenCSBS Syllabus Book 01 11 2021 1PRITHVI P. K SEC 2020Noch keine Bewertungen
- Understanding & Programming The PIC16C84: A Beginners' Tutorial Jim BrownDokument35 SeitenUnderstanding & Programming The PIC16C84: A Beginners' Tutorial Jim BrownCornelius CampbellNoch keine Bewertungen
- ME201 Material Science & Engineering: Imperfections in SolidsDokument30 SeitenME201 Material Science & Engineering: Imperfections in SolidsAmar BeheraNoch keine Bewertungen
- Opsis Technique Eng 2007Dokument4 SeitenOpsis Technique Eng 2007sukumariicbNoch keine Bewertungen
- Brugg Cables Presentation ECMC PDFDokument47 SeitenBrugg Cables Presentation ECMC PDFlilcristiNoch keine Bewertungen
- Modern Aldol Reactions, Part1Dokument344 SeitenModern Aldol Reactions, Part1KybernetikumNoch keine Bewertungen
- B.A GeographyDokument8 SeitenB.A GeographyShravani SalunkheNoch keine Bewertungen
- Brake Disc ProposalDokument12 SeitenBrake Disc ProposalNiko KoNoch keine Bewertungen