Das könnte Ihnen auch gefallen
- CFD Simulation of Process-Driven Particle Fragmentation in A Coal Bed GasifierDokument13 SeitenCFD Simulation of Process-Driven Particle Fragmentation in A Coal Bed Gasifier조기현Noch keine Bewertungen
- Recovery of Water From Boiler Flue GasDokument97 SeitenRecovery of Water From Boiler Flue Gas조기현Noch keine Bewertungen
- Materials: Detailed Modeling of The Direct Reduction of Iron Ore in A Shaft FurnaceDokument16 SeitenMaterials: Detailed Modeling of The Direct Reduction of Iron Ore in A Shaft Furnace조기현Noch keine Bewertungen
- JONAYAT - Transient Model of Meniscus and Slag Consumption - Published VersionDokument23 SeitenJONAYAT - Transient Model of Meniscus and Slag Consumption - Published Version조기현Noch keine Bewertungen
- Flow and Mass Transfer in The Furnace For Gas-Solid ReactionDokument38 SeitenFlow and Mass Transfer in The Furnace For Gas-Solid Reaction조기현Noch keine Bewertungen
- Journal TSEA 2014 ShaftDokument10 SeitenJournal TSEA 2014 Shaft조기현Noch keine Bewertungen
- HRSG CFD AnalysisDokument185 SeitenHRSG CFD Analysis조기현Noch keine Bewertungen
- Thangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036Dokument8 SeitenThangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036조기현Noch keine Bewertungen
- Thermal Science and Engineering Progress: SciencedirectDokument22 SeitenThermal Science and Engineering Progress: Sciencedirect조기현Noch keine Bewertungen
- Multiphysics Modeling of The Graphite Electrode Joint in Electric Arc Furnaces For Scrap Steel RecyclingDokument28 SeitenMultiphysics Modeling of The Graphite Electrode Joint in Electric Arc Furnaces For Scrap Steel Recycling조기현Noch keine Bewertungen
- Example-Resistive Heating: Solved With Comsol Multiphysics 3.5ADokument15 SeitenExample-Resistive Heating: Solved With Comsol Multiphysics 3.5A조기현Noch keine Bewertungen
- Manual Optris CTlaserDokument98 SeitenManual Optris CTlaser조기현Noch keine Bewertungen
- Modeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional CompositeDokument3 SeitenModeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional Composite조기현Noch keine Bewertungen
- Processes: Experimental and Numerical Investigation of The Air Side Heat Transfer of A Finned Tubes Heat ExchangerDokument15 SeitenProcesses: Experimental and Numerical Investigation of The Air Side Heat Transfer of A Finned Tubes Heat Exchanger조기현Noch keine Bewertungen
- Design Optimization of Variable Geometry Microchannel Heat ExchangersDokument11 SeitenDesign Optimization of Variable Geometry Microchannel Heat Exchangers조기현Noch keine Bewertungen
- Arif Zaki Ariffin - 12323 - Dissertation Report-GoodDokument62 SeitenArif Zaki Ariffin - 12323 - Dissertation Report-Good조기현Noch keine Bewertungen
- Compact Heat Exchangers For Microturbines: R.K. ShahDokument18 SeitenCompact Heat Exchangers For Microturbines: R.K. Shah조기현Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Aspen Distil Com Thermo Reference GuideDokument315 SeitenAspen Distil Com Thermo Reference GuideRolando ValdiviaNoch keine Bewertungen
- Blackbody RadiationDokument19 SeitenBlackbody Radiationlenc46Noch keine Bewertungen
- Mazda Technical Service Training Air Conditioning FundamentalsDokument9 SeitenMazda Technical Service Training Air Conditioning Fundamentalsmary100% (47)
- Worksheet 1 - Air, Water, Weather 2Dokument4 SeitenWorksheet 1 - Air, Water, Weather 2Jain PushpNoch keine Bewertungen
- Fuel Analysis: A H C N O S M QDokument10 SeitenFuel Analysis: A H C N O S M QThaigroup CementNoch keine Bewertungen
- Heat Transfer Across Banks of Tubes (Week 8)Dokument15 SeitenHeat Transfer Across Banks of Tubes (Week 8)ali khanNoch keine Bewertungen
- Industrial InstrumentationDokument24 SeitenIndustrial InstrumentationNhân Phạm ĐìnhNoch keine Bewertungen
- EXP5procedure PDFDokument2 SeitenEXP5procedure PDFGeneva OrañoNoch keine Bewertungen
- Understanding Heat Flux Limitations CCTI 2010Dokument8 SeitenUnderstanding Heat Flux Limitations CCTI 2010B rgNoch keine Bewertungen
- Chemistry 2300: Mol and DH NRLNDokument4 SeitenChemistry 2300: Mol and DH NRLNNoreen Guiyab TannaganNoch keine Bewertungen
- Customer Story Kemira Sweden PP62350EN 2Dokument2 SeitenCustomer Story Kemira Sweden PP62350EN 2mohsen123Noch keine Bewertungen
- P200C ThermostatDokument14 SeitenP200C ThermostatYaNoch keine Bewertungen
- Petr7902 11 SSM C13Dokument29 SeitenPetr7902 11 SSM C13hmhk5678Noch keine Bewertungen
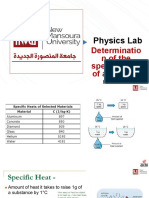
- Physics Lab: Determinatio Nofthe Specific Heat of A Solid by MixingDokument12 SeitenPhysics Lab: Determinatio Nofthe Specific Heat of A Solid by MixingFelix SNoch keine Bewertungen
- QSK19 Coolant Flow Diagram PDFDokument11 SeitenQSK19 Coolant Flow Diagram PDFJohn YangNoch keine Bewertungen
- General Chemistry-Part II-Chapter 1-Thermochemistry-NotesDokument11 SeitenGeneral Chemistry-Part II-Chapter 1-Thermochemistry-NotesHuy VũNoch keine Bewertungen
- ME 2301 Thermal Engineering Short Questions and AnswersDokument67 SeitenME 2301 Thermal Engineering Short Questions and AnswersBIBIN CHIDAMBARANATHAN100% (6)
- ARNU18 Gtqc4: Btu/h Indoor UnitDokument2 SeitenARNU18 Gtqc4: Btu/h Indoor Unitwinder chanta peñaNoch keine Bewertungen
- Precision Air ConditioningDokument3 SeitenPrecision Air ConditioningperezismaelNoch keine Bewertungen
- Pi Ti Vi p1 T1 V: Solution To Applied Lecture 1 Fundamentals of Thermal and Hydraulic Machines and Fluid PowerDokument10 SeitenPi Ti Vi p1 T1 V: Solution To Applied Lecture 1 Fundamentals of Thermal and Hydraulic Machines and Fluid PoweryanpainNoch keine Bewertungen
- Carbon-Foam Finned Tubes in Air-Water Heat Exchangers: Qijun Yu, Anthony G. Straatman, Brian E. ThompsonDokument13 SeitenCarbon-Foam Finned Tubes in Air-Water Heat Exchangers: Qijun Yu, Anthony G. Straatman, Brian E. Thompsonmahakaal67Noch keine Bewertungen
- Spirax Sarco's Steam Trap Range: ThermodynamicDokument1 SeiteSpirax Sarco's Steam Trap Range: ThermodynamicBinhvvNoch keine Bewertungen
- Vam DaikinDokument146 SeitenVam Daikinntt_1219870% (1)
- Bme (A) Group 8Dokument27 SeitenBme (A) Group 8Tanay PrasadNoch keine Bewertungen
- The Solubility of Anthracene and Phenanthrene in Various SolventsDokument8 SeitenThe Solubility of Anthracene and Phenanthrene in Various SolventsFazal rahimNoch keine Bewertungen
- HTTP Eto - Carrier.com Litterature Tecdata 30hxcphaseIIDokument1 SeiteHTTP Eto - Carrier.com Litterature Tecdata 30hxcphaseIIJoe Israel V-Red SkidNoch keine Bewertungen
- Tables of R 134a From NistDokument6 SeitenTables of R 134a From NistMarel8980% (1)
- Detailed Drawing Drawings (Air Handling Unit) : Dijlah University CollegeDokument10 SeitenDetailed Drawing Drawings (Air Handling Unit) : Dijlah University Collegeدنيا قيس كاظمNoch keine Bewertungen
- Chemical Equilibrium-II TestDokument2 SeitenChemical Equilibrium-II Testnaeemullahs435Noch keine Bewertungen
- Thermal and Hydraulic Optimization of Plate Heat Exchanger Using Multi Objective Genetic AlgorithmDokument9 SeitenThermal and Hydraulic Optimization of Plate Heat Exchanger Using Multi Objective Genetic AlgorithmRohaan TNoch keine Bewertungen