Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Trasdata HelpDokument4.852 SeitenTrasdata HelpPaul Galwez75% (4)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Premier MDokument44 SeitenPremier Mthebetterman0511Noch keine Bewertungen
- Weilding TechnologyDokument15 SeitenWeilding TechnologyRAMALAKSHMI SUDALAIKANNANNoch keine Bewertungen
- Pass Through CharacteristicsDokument10 SeitenPass Through CharacteristicsmirosekNoch keine Bewertungen
- C D C SDokument4 SeitenC D C SandriNoch keine Bewertungen
- CQI 9 4th EditionDokument1 SeiteCQI 9 4th Editionmirosek100% (1)
- DD Cen Ts 1992-4-2009 Design of Fastenings For Use in ConcreteDokument190 SeitenDD Cen Ts 1992-4-2009 Design of Fastenings For Use in ConcretemirosekNoch keine Bewertungen
- Genetic Algorithms - Principles and Perspectives - A Guide To GA TheoryDokument327 SeitenGenetic Algorithms - Principles and Perspectives - A Guide To GA Theoryluis-barrios-941150% (4)
- Slag Pot DesignDokument2 SeitenSlag Pot Designnitesh1mishra100% (2)
- QD83 - Global Supplier Quality Directive - Edition 2018Dokument66 SeitenQD83 - Global Supplier Quality Directive - Edition 2018mirosek100% (1)
- Non-Metallic InclusionsDokument7 SeitenNon-Metallic InclusionsmirosekNoch keine Bewertungen
- Analysis of The Impact of Temperature LoDokument3 SeitenAnalysis of The Impact of Temperature LomirosekNoch keine Bewertungen
- Study of The Distribution of Bolt ForcesDokument5 SeitenStudy of The Distribution of Bolt ForcesmirosekNoch keine Bewertungen
- Analysis of The Tightening Process of AnDokument8 SeitenAnalysis of The Tightening Process of AnmirosekNoch keine Bewertungen
- Portal Solution Presentation Suppliers - Polen - 07.11.2016Dokument12 SeitenPortal Solution Presentation Suppliers - Polen - 07.11.2016mirosekNoch keine Bewertungen
- A Comparative Study Zinc Phosphate-Soapcoatingversus Polymer Based Coati..Dokument6 SeitenA Comparative Study Zinc Phosphate-Soapcoatingversus Polymer Based Coati..mirosekNoch keine Bewertungen
- Tracking Solute Atoms During Bainite ReaDokument21 SeitenTracking Solute Atoms During Bainite ReamirosekNoch keine Bewertungen
- Fundamental Concepts in Steel Heat Treatment: Alexey V. Sverdlin and Arnold R. NessDokument44 SeitenFundamental Concepts in Steel Heat Treatment: Alexey V. Sverdlin and Arnold R. NessmirosekNoch keine Bewertungen
- Failure of Diesel-Engine CrankshaftsDokument11 SeitenFailure of Diesel-Engine CrankshaftsmirosekNoch keine Bewertungen
- Package QuantityDokument3 SeitenPackage QuantitymirosekNoch keine Bewertungen
- Online FirstDokument7 SeitenOnline FirstmirosekNoch keine Bewertungen
- Deposition of Zinc - Zinc Phosphate Composite Coatings On Steel by Cathodic Electrochemical Treatment-1Dokument13 SeitenDeposition of Zinc - Zinc Phosphate Composite Coatings On Steel by Cathodic Electrochemical Treatment-1mirosekNoch keine Bewertungen
- Cold Working Processes For Screws and BoltsDokument4 SeitenCold Working Processes For Screws and BoltsmirosekNoch keine Bewertungen
- Damage-Induced Performance Variations of Cold Forged PartsDokument31 SeitenDamage-Induced Performance Variations of Cold Forged PartsmirosekNoch keine Bewertungen
- Solution For A Joint - KonferencjaDokument32 SeitenSolution For A Joint - KonferencjamirosekNoch keine Bewertungen
- Defects As A Root Cause of Fatigue Failure of Metallic Components. II No..Dokument12 SeitenDefects As A Root Cause of Fatigue Failure of Metallic Components. II No..mirosekNoch keine Bewertungen
- Non Linear Analysis of Bolted Extended End Plate Steel Beam To Column ConnectionDokument9 SeitenNon Linear Analysis of Bolted Extended End Plate Steel Beam To Column ConnectionmirosekNoch keine Bewertungen
- Solution For A Joint - BezmiechowaDokument17 SeitenSolution For A Joint - BezmiechowamirosekNoch keine Bewertungen
- 6 3 PdcaDokument20 Seiten6 3 PdcamirosekNoch keine Bewertungen
- Neutral Cleaner - Always Neutral? Application Areas of Neutral Cleaners at The Industrial Parts Cleaning Expert Forum Parts2clean, 23.10.2013Dokument29 SeitenNeutral Cleaner - Always Neutral? Application Areas of Neutral Cleaners at The Industrial Parts Cleaning Expert Forum Parts2clean, 23.10.2013mirosekNoch keine Bewertungen
- Guidelines For Xii Plan: Ther Backward Classes (Obc)Dokument15 SeitenGuidelines For Xii Plan: Ther Backward Classes (Obc)SACHCHIDANAND PRASADNoch keine Bewertungen
- TX-SMS Remote Programming GuideDokument2 SeitenTX-SMS Remote Programming GuidedjbobyNoch keine Bewertungen
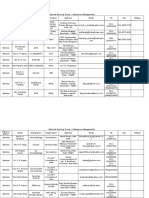
- Contact List For All NWGDokument22 SeitenContact List For All NWGKarthickNoch keine Bewertungen
- ASW Connection PDFDokument7 SeitenASW Connection PDFWawan SatiawanNoch keine Bewertungen
- Em - 1110 1 1005Dokument498 SeitenEm - 1110 1 1005Sajid arNoch keine Bewertungen
- EMT Tooth Saver Data SheetDokument5 SeitenEMT Tooth Saver Data SheetTerry FarmakisNoch keine Bewertungen
- XII Bahasa Inggris No. 16-18Dokument3 SeitenXII Bahasa Inggris No. 16-18Auryn AnastashaNoch keine Bewertungen
- Adit 600-9-4.user ManualDokument668 SeitenAdit 600-9-4.user ManualAnonymous SvtHpVNoch keine Bewertungen
- Manual Redutores SEWDokument154 SeitenManual Redutores SEWLucas Issamu Nakasone PauloNoch keine Bewertungen
- Multilin 369Dokument5 SeitenMultilin 369Edo RossNoch keine Bewertungen
- VEH MB ML320 EAM Extended Activity Module TaskDokument1 SeiteVEH MB ML320 EAM Extended Activity Module Taskd9d100% (1)
- MF 3854 WDDokument96 SeitenMF 3854 WDRizwanAli100% (1)
- Man Ssa Ug en 0698Dokument43 SeitenMan Ssa Ug en 0698Andy LNoch keine Bewertungen
- Rotork: Product TrainingDokument4 SeitenRotork: Product TraininghieuNoch keine Bewertungen
- Bat 12v 18ah - Amp9039 - UkDokument2 SeitenBat 12v 18ah - Amp9039 - UkAbdoullai camaraNoch keine Bewertungen
- AGC IPC Slash Sheet ReferenceDokument4 SeitenAGC IPC Slash Sheet ReferenceSelvakumar NatarajanNoch keine Bewertungen
- Guidelines For Hall IC SubassemblyDokument9 SeitenGuidelines For Hall IC SubassemblyvkmsNoch keine Bewertungen
- Rainwater Harvesting - A Reliable Alternative in The San Juan IslandsDokument103 SeitenRainwater Harvesting - A Reliable Alternative in The San Juan IslandsGreen Action Sustainable Technology Group100% (1)
- CATALO VetivDokument240 SeitenCATALO VetivHữu CôngNoch keine Bewertungen
- G M CryocoolerDokument22 SeitenG M CryocoolerJaydeep PonkiyaNoch keine Bewertungen
- CMMIDokument23 SeitenCMMIChaithanya KumarNoch keine Bewertungen
- CL21C650MLMXZD PDFDokument45 SeitenCL21C650MLMXZD PDFJone Ferreira Dos SantosNoch keine Bewertungen
- MIS Officer Job Description and Person SpecificationDokument3 SeitenMIS Officer Job Description and Person SpecificationviewpawanNoch keine Bewertungen
- III Sem Jan 2010 Examination Results SwatisDokument21 SeitenIII Sem Jan 2010 Examination Results SwatisAvinash HegdeNoch keine Bewertungen