Das könnte Ihnen auch gefallen
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsVon EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNoch keine Bewertungen
- Rolling Mill DetailsDokument32 SeitenRolling Mill DetailsGovind RaoNoch keine Bewertungen
- Distortion in Weld JointDokument54 SeitenDistortion in Weld JointDiVik BhargAva100% (1)
- Aluminium Extrusion Training Aluminium EDokument68 SeitenAluminium Extrusion Training Aluminium EChitranjan Kumar100% (1)
- Quality Problems in Continuous Cast ProductsDokument47 SeitenQuality Problems in Continuous Cast Productsmanas burmaNoch keine Bewertungen
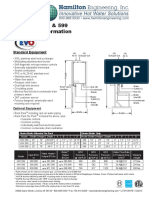
- EVO 299, 399, & 599 Technical Information: Standard EquipmentDokument2 SeitenEVO 299, 399, & 599 Technical Information: Standard EquipmentOscar GarayNoch keine Bewertungen
- G MadanPresnDokument32 SeitenG MadanPresnpulilathaNoch keine Bewertungen
- D SeriesDokument2 SeitenD SeriesRupesh ParaswarNoch keine Bewertungen
- KYOCERA CatalogueDokument95 SeitenKYOCERA CatalogueMANIT KUMAR BHOINoch keine Bewertungen
- Gas Turbine Fundamentals - 15mar2022 - R1Dokument35 SeitenGas Turbine Fundamentals - 15mar2022 - R1Chinelo GilbertNoch keine Bewertungen
- Welding DistortionDokument51 SeitenWelding DistortionRaj singhNoch keine Bewertungen
- Equipo Split Ducto YORK R22 Asia Manejadora YNSFXC060BBQ FXDokument4 SeitenEquipo Split Ducto YORK R22 Asia Manejadora YNSFXC060BBQ FXJheyson Maquera Mengoa0% (1)
- Basic Sheet and Coil Training Edit VersionDokument35 SeitenBasic Sheet and Coil Training Edit VersioncuongdcNoch keine Bewertungen
- 1441793840rbfatank Dada Sheet 50kl ss304Dokument1 Seite1441793840rbfatank Dada Sheet 50kl ss304Suaib VCSNoch keine Bewertungen
- JNF12 Hales 2380 PDFDokument18 SeitenJNF12 Hales 2380 PDFagilan89Noch keine Bewertungen
- Alfacond Range: Plate CondensersDokument2 SeitenAlfacond Range: Plate Condensersandres mNoch keine Bewertungen
- CRCA Technical Notes - 2018Dokument11 SeitenCRCA Technical Notes - 2018Sajib Chandra RoyNoch keine Bewertungen
- 2 - Flex Bellow Assembly 304 Stainless - 2 - Stainless Flex Pipe - Ace Race PartsDokument4 Seiten2 - Flex Bellow Assembly 304 Stainless - 2 - Stainless Flex Pipe - Ace Race Partsait oubella marouaneNoch keine Bewertungen
- Djei Opi Kahru Ioeg4Dokument1 SeiteDjei Opi Kahru Ioeg4P DNoch keine Bewertungen
- Shell Rolling ProcedureDokument26 SeitenShell Rolling ProcedureKingston Rivington100% (1)
- Albrecht Precision Drill Chucks: The World'S Most Consistently Accurate Drill ChucksDokument10 SeitenAlbrecht Precision Drill Chucks: The World'S Most Consistently Accurate Drill ChucksfgrefeNoch keine Bewertungen
- Shell Rolling For Pressure VesselsDokument26 SeitenShell Rolling For Pressure VesselsSHREEJINoch keine Bewertungen
- SABIC Flat ProductDokument15 SeitenSABIC Flat ProductAiman AliNoch keine Bewertungen
- High Static Ducted Split System (YSB)Dokument35 SeitenHigh Static Ducted Split System (YSB)Mai Hữu Nhân100% (4)
- AISI 8720 SteelDokument1 SeiteAISI 8720 SteelSIVASUTECH ENTERPRISESNoch keine Bewertungen
- PF Cfhe Coils enDokument2 SeitenPF Cfhe Coils enfeyza cebiNoch keine Bewertungen
- Hyundai Steel Products GuideDokument40 SeitenHyundai Steel Products GuidecarloNoch keine Bewertungen
- Annealing FundamentalsDokument41 SeitenAnnealing FundamentalsSuvro ChakrabortyNoch keine Bewertungen
- Double Regulating ValveDokument24 SeitenDouble Regulating ValveMohamed Rady33% (3)
- Technical Specification: Submersible Pump B 2066, 60 HZDokument8 SeitenTechnical Specification: Submersible Pump B 2066, 60 HZSebastian Amézaga ZegarraNoch keine Bewertungen
- Reinforcement Steel WorksDokument28 SeitenReinforcement Steel WorksPooja PawarNoch keine Bewertungen
- 9 Rolling, ForgingDokument103 Seiten9 Rolling, Forgingkagarwal3be23Noch keine Bewertungen
- Disbo-Extra: Innovative Design To Fit All InteriorsDokument5 SeitenDisbo-Extra: Innovative Design To Fit All Interiorsvimal alaberahNoch keine Bewertungen
- Carbon Steel Fact SheetDokument2 SeitenCarbon Steel Fact Sheettshepo hlakudiNoch keine Bewertungen
- Wet Beta Gamma Picoline TankDokument1 SeiteWet Beta Gamma Picoline Tanksushant_jhawerNoch keine Bewertungen
- RollingDokument22 SeitenRollingSahil JhambNoch keine Bewertungen
- Change !!: Change Change Change ChangeDokument20 SeitenChange !!: Change Change Change Changexmen norNoch keine Bewertungen
- Self-Drilling Dowel: Steel and AluminumDokument6 SeitenSelf-Drilling Dowel: Steel and AluminumLucas SeñaNoch keine Bewertungen
- Bar Basics and TerminologyDokument24 SeitenBar Basics and TerminologyEdwin MPNoch keine Bewertungen
- G100 Geneglace Brochure PremiumDokument2 SeitenG100 Geneglace Brochure Premiumtamphamdinh02Noch keine Bewertungen
- Product Catalogue Pt. GRDDokument40 SeitenProduct Catalogue Pt. GRDkrisna monicaNoch keine Bewertungen
- Ch4 SheetMetalDokument10 SeitenCh4 SheetMetalmaurya21Noch keine Bewertungen
- Remelting For Highest StandardsDokument12 SeitenRemelting For Highest StandardsX800XLNoch keine Bewertungen
- Welding Processes Welding KnowledgeDokument85 SeitenWelding Processes Welding KnowledgeIshtiaqNoch keine Bewertungen
- A Seminar Report On: Production of Ball BearingDokument25 SeitenA Seminar Report On: Production of Ball BearingParveen KumarNoch keine Bewertungen
- Cilindro BimbaDokument133 SeitenCilindro Bimbajuan apazaNoch keine Bewertungen
- Metal Seated Ball ValveDokument24 SeitenMetal Seated Ball Valvehiep nguyenNoch keine Bewertungen
- End Mill Basic TrainingDokument22 SeitenEnd Mill Basic TrainingChiao YunNoch keine Bewertungen
- Welcome To Honingcraft: Total Support in Hydraulic Cylinder ManufacturingDokument34 SeitenWelcome To Honingcraft: Total Support in Hydraulic Cylinder ManufacturingSHANENoch keine Bewertungen
- NSK - HPS Brochure FinalDokument8 SeitenNSK - HPS Brochure FinalRicardo PerezNoch keine Bewertungen
- Cold Rolling (DG Teori Detil)Dokument32 SeitenCold Rolling (DG Teori Detil)Baginda HamzahNoch keine Bewertungen
- ABCO - Hammer UnionsDokument2 SeitenABCO - Hammer UnionsOman Baptist ChurchNoch keine Bewertungen
- Technical Data Sheet For Shell and Tube Heat Exchager Design SpecificationDokument4 SeitenTechnical Data Sheet For Shell and Tube Heat Exchager Design SpecificationSakthi VelNoch keine Bewertungen
- TS PR Residential SeriesDokument2 SeitenTS PR Residential SeriesGégé di TPNoch keine Bewertungen
- 20160331071021-6541 23MnNiCrMo52Dokument1 Seite20160331071021-6541 23MnNiCrMo52rusf123Noch keine Bewertungen
- Rolling Mills and Strip Processing Lines: Capital Market Days 2007Dokument40 SeitenRolling Mills and Strip Processing Lines: Capital Market Days 2007Vikanshu bansalNoch keine Bewertungen
- Type 55b Ds Feb18Dokument3 SeitenType 55b Ds Feb18Suresh KumarNoch keine Bewertungen
- T GRP Catalogue 28102021Dokument80 SeitenT GRP Catalogue 28102021Muhammad FadhilNoch keine Bewertungen
- Yu13 EndmilDokument446 SeitenYu13 EndmilBrian FloresNoch keine Bewertungen
- The Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsDokument55 SeitenThe Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsAirielle MiotenNoch keine Bewertungen
- Separation of Ions by Fractional PrecipitationDokument45 SeitenSeparation of Ions by Fractional PrecipitationPrincess NavarroNoch keine Bewertungen
- Intrepid FBV15285 - Coil Damage ReportDokument10 SeitenIntrepid FBV15285 - Coil Damage ReportVIKTORNoch keine Bewertungen
- Science 5 q3 Module 3Dokument7 SeitenScience 5 q3 Module 3Alli SinaNoch keine Bewertungen
- Compressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmDokument6 SeitenCompressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmNewton GalileoNoch keine Bewertungen
- Sucker Rod Pump BasicsDokument76 SeitenSucker Rod Pump BasicsDumitrescu GabrielNoch keine Bewertungen
- NGL CT 1 0000 Pi SP 2013 D1 PDFDokument21 SeitenNGL CT 1 0000 Pi SP 2013 D1 PDFAnonymous cVnKDdhNoch keine Bewertungen
- GSTS Module-5Dokument14 SeitenGSTS Module-5Poison PinkNoch keine Bewertungen
- DOICT - Technical SpecificationsDokument6 SeitenDOICT - Technical Specificationsahmadmukit0Noch keine Bewertungen
- Cement BoardDokument5 SeitenCement BoardYsabella May Sarthou CervantesNoch keine Bewertungen
- Water Pollution, Causes and EffectsDokument28 SeitenWater Pollution, Causes and EffectsRuchir Gupta67% (3)
- 175 171500Dokument3 Seiten175 171500balajiNoch keine Bewertungen
- Materials Characterization: Iwona Sulima, Sonia Boczkal, Lucyna JaworskaDokument10 SeitenMaterials Characterization: Iwona Sulima, Sonia Boczkal, Lucyna JaworskaGunawan DarmaNoch keine Bewertungen
- Data Sheet: Experiment 1: Chemical ReactionsDokument17 SeitenData Sheet: Experiment 1: Chemical ReactionsLinh NguyễnNoch keine Bewertungen
- Mathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiDokument8 SeitenMathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiLovely Joy ArdanielNoch keine Bewertungen
- Astm C1567 - 13 PDFDokument6 SeitenAstm C1567 - 13 PDFAnonymous SBjNS7Gw0qNoch keine Bewertungen
- G 94 - 05 (2014)Dokument31 SeitenG 94 - 05 (2014)jose floresNoch keine Bewertungen
- F2 Chem Et2 QNDokument11 SeitenF2 Chem Et2 QNJOSEPH MWANGINoch keine Bewertungen
- 15 - Mangla Joshi PDFDokument22 Seiten15 - Mangla Joshi PDFSHIKHA SINGHNoch keine Bewertungen
- Safety Data Sheet Chemical Aquatrol - 275-1Dokument4 SeitenSafety Data Sheet Chemical Aquatrol - 275-1nikoNoch keine Bewertungen
- Trends in Period 3Dokument47 SeitenTrends in Period 3abby jacksonNoch keine Bewertungen
- The Effects of Mechanical Stress On Semiconductor DevicesDokument3 SeitenThe Effects of Mechanical Stress On Semiconductor Devicesvishnu vardhanNoch keine Bewertungen
- Method Statement For Stone Finish GRC Fabrication and ErectionDokument5 SeitenMethod Statement For Stone Finish GRC Fabrication and ErectionAnjo MolinaNoch keine Bewertungen
- What Is Column Chromatography?Dokument4 SeitenWhat Is Column Chromatography?rajeev KumarNoch keine Bewertungen
- Is 14745 1999 Thermic FluidsDokument8 SeitenIs 14745 1999 Thermic FluidsRajesh KumarNoch keine Bewertungen
- Laporan Material Teknik 2021Dokument23 SeitenLaporan Material Teknik 2021Rasendriya JettaNoch keine Bewertungen
- Smith Industries WaterBath Indirect Heater PDFDokument29 SeitenSmith Industries WaterBath Indirect Heater PDFcassindromeNoch keine Bewertungen
- Firestop: B-Line Series Cable Tray Systems EatonDokument6 SeitenFirestop: B-Line Series Cable Tray Systems EatonibharNoch keine Bewertungen
- Misumi OilFreeBushing p281 282Dokument1 SeiteMisumi OilFreeBushing p281 282Lutfi ArdiansyahNoch keine Bewertungen
- DVS Technical Codes On Plastics Joining TechnologiesDokument11 SeitenDVS Technical Codes On Plastics Joining TechnologiesjavierNoch keine Bewertungen