Das könnte Ihnen auch gefallen
- Mechanical Engineering Department, GCET JAMMUDokument31 SeitenMechanical Engineering Department, GCET JAMMUquant followerNoch keine Bewertungen
- Staircase Climbing Trolley PDFDokument7 SeitenStaircase Climbing Trolley PDFSelvakumarNoch keine Bewertungen
- Stair Climbing TrolleyDokument14 SeitenStair Climbing TrolleyTAMIL TECHNO TALKIESNoch keine Bewertungen
- Design and Fabrication of Stair Climbing Hand Cart: Government Engineering CollegeDokument28 SeitenDesign and Fabrication of Stair Climbing Hand Cart: Government Engineering CollegeFayyaz NadeemNoch keine Bewertungen
- Techno-Environmental Feature-Based Sun Tracking Model Fabrication & Optimal Analyses by Precise Position AlgorithmDokument9 SeitenTechno-Environmental Feature-Based Sun Tracking Model Fabrication & Optimal Analyses by Precise Position AlgorithmInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Lab 9 TransistorDokument8 SeitenLab 9 TransistorChing Wai YongNoch keine Bewertungen
- Bank Token Display SystemDokument22 SeitenBank Token Display Systemsandy_18_sn5879Noch keine Bewertungen
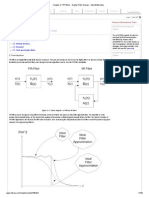
- Chapter 3 - Choppers - PDFDokument75 SeitenChapter 3 - Choppers - PDFZahidullah100% (1)
- Real-Time Monitoring Security System Integrated With Raspberry Pi and E-Mail Communication LinkDokument12 SeitenReal-Time Monitoring Security System Integrated With Raspberry Pi and E-Mail Communication LinkIJRASETPublicationsNoch keine Bewertungen
- Universiti Teknologi Mara Final Examination: Confidential EM/JUN2012/MEM560Dokument5 SeitenUniversiti Teknologi Mara Final Examination: Confidential EM/JUN2012/MEM560Muhammad FirdawsNoch keine Bewertungen
- Monitoring and Control of Solar Power System Using Reliance SCADADokument4 SeitenMonitoring and Control of Solar Power System Using Reliance SCADAEditor IJTSRDNoch keine Bewertungen
- Universiti Teknologi Mara Final Examination: Confidential EM/JAN 2012/MEM561/KJP516/470Dokument4 SeitenUniversiti Teknologi Mara Final Examination: Confidential EM/JAN 2012/MEM561/KJP516/470Nasri JamaludinNoch keine Bewertungen
- Chapter 2 - FIR Filters - Digital Filter DesignDokument100 SeitenChapter 2 - FIR Filters - Digital Filter DesignSanjay BalwaniNoch keine Bewertungen
- Window Function ComparisonsDokument7 SeitenWindow Function ComparisonsHaripriya RadhakrishnanNoch keine Bewertungen
- Universiti Teknologi Mara Final Examination: Confidential EM/JAN 2013/MEM560Dokument5 SeitenUniversiti Teknologi Mara Final Examination: Confidential EM/JAN 2013/MEM560Shah GrungeNoch keine Bewertungen
- LED flasher using UJT oscillatorDokument5 SeitenLED flasher using UJT oscillatorBharathNoch keine Bewertungen
- PLC Based Automatic Car Washing System-18849Dokument6 SeitenPLC Based Automatic Car Washing System-18849Jok ZamNoch keine Bewertungen
- Solar Powered Mobile Operated Smart Multifunction Agriculture RobotDokument4 SeitenSolar Powered Mobile Operated Smart Multifunction Agriculture RobotVIVA-TECH IJRINoch keine Bewertungen
- Solar Power PlantDokument65 SeitenSolar Power PlantHil GloriosoNoch keine Bewertungen
- FIR Using Window MethodDokument24 SeitenFIR Using Window MethodModyKing99Noch keine Bewertungen
- C++ Tokens, Literals, and Short ProgramsDokument17 SeitenC++ Tokens, Literals, and Short Programsmehak2106Noch keine Bewertungen
- Design & Implementation of Mamdani Fuzzy Inference System On An Automatic Train Braking SystemDokument5 SeitenDesign & Implementation of Mamdani Fuzzy Inference System On An Automatic Train Braking SystemijsretNoch keine Bewertungen
- Adaptive Lighting for Automobiles Seminar PresentationDokument18 SeitenAdaptive Lighting for Automobiles Seminar Presentationkavitha mNoch keine Bewertungen
- 16 Unit15Dokument45 Seiten16 Unit15ZULUNoch keine Bewertungen
- EE6504 Electrical Machines-II PDFDokument233 SeitenEE6504 Electrical Machines-II PDFkumar m100% (1)
- Addressing The Causes That Hinder Effective English Language Teaching in Saudi Universities: A Case StudyDokument36 SeitenAddressing The Causes That Hinder Effective English Language Teaching in Saudi Universities: A Case StudyChoudhary Zahid JavidNoch keine Bewertungen
- Function of Law ReportDokument3 SeitenFunction of Law ReportzurainaNoch keine Bewertungen
- A Microcontroller Based Solar Panel Tracking SystemDokument10 SeitenA Microcontroller Based Solar Panel Tracking Systemvershakhemka7193100% (1)
- Mechanical Work Shop Lab ReportDokument9 SeitenMechanical Work Shop Lab ReportOG HackNoch keine Bewertungen
- Universiti Teknologi Mara Final Examination: Confidential EM/JAN 2012/MEM560Dokument5 SeitenUniversiti Teknologi Mara Final Examination: Confidential EM/JAN 2012/MEM560Muhammad FirdawsNoch keine Bewertungen
- Lab Sheet: Faculty of Engineering & TechnologyDokument12 SeitenLab Sheet: Faculty of Engineering & TechnologyMun Kit ChokNoch keine Bewertungen
- EMG 2505 - Measurement and Instrumentation PDFDokument159 SeitenEMG 2505 - Measurement and Instrumentation PDFVasda VinciNoch keine Bewertungen
- Characteristics of DC Shunt Compound Motor PDFDokument2 SeitenCharacteristics of DC Shunt Compound Motor PDFvenkat.snrajuNoch keine Bewertungen
- Malaysian Studies Exam Tips Tri 1 1011Dokument45 SeitenMalaysian Studies Exam Tips Tri 1 1011Karthik100% (1)
- The Use of Non Linear Metal Oxide Resistors in Transformer PDFDokument3 SeitenThe Use of Non Linear Metal Oxide Resistors in Transformer PDFtalaporriNoch keine Bewertungen
- Chapter No. Description Page No.: 1.1 Block Diagram 3Dokument69 SeitenChapter No. Description Page No.: 1.1 Block Diagram 3Deekshith Ram50% (2)
- EE658A Assignment 6Dokument14 SeitenEE658A Assignment 6sai kNoch keine Bewertungen
- Steady State ErrorsDokument13 SeitenSteady State ErrorsChetan KotwalNoch keine Bewertungen
- 5 Ddcet Syllabus Engineering1702910382 - 231218 - 203535Dokument9 Seiten5 Ddcet Syllabus Engineering1702910382 - 231218 - 203535alonewarrior2004Noch keine Bewertungen
- Staircase Climbing Trolley (Motorised) : Project Guide: Somashekar Assistant Professor Dept. of Mechanical EngineeringDokument12 SeitenStaircase Climbing Trolley (Motorised) : Project Guide: Somashekar Assistant Professor Dept. of Mechanical EngineeringShashank100% (1)
- (Experiment 3) BJT - Common Emiter Amplifier PDFDokument9 Seiten(Experiment 3) BJT - Common Emiter Amplifier PDFArik JuniarNoch keine Bewertungen
- ME 1305 - Applied Hydraulics and PneumaticsDokument7 SeitenME 1305 - Applied Hydraulics and PneumaticsUva ShruthikaNoch keine Bewertungen
- How Does A PID Controller Work - Structure & Tuning MethodsDokument12 SeitenHow Does A PID Controller Work - Structure & Tuning Methodsmurugan1984Noch keine Bewertungen
- Homemade Vacuum Cleaner Mini Project ReportDokument20 SeitenHomemade Vacuum Cleaner Mini Project ReportVijaya WamanNoch keine Bewertungen
- Accident Alert in Modern Traffic System With CameraDokument12 SeitenAccident Alert in Modern Traffic System With CameraLeander Lawrence100% (1)
- Robotics and AutomationDokument4 SeitenRobotics and AutomationTemitayo Olutimi EjidokunNoch keine Bewertungen
- MEP Internship Training Report Main PageDokument40 SeitenMEP Internship Training Report Main PageHhNoch keine Bewertungen
- Arduino Uno Based Solar Tracking SystemDokument6 SeitenArduino Uno Based Solar Tracking SystemPiyush ChaudhariNoch keine Bewertungen
- Photovoltaic EnergyDokument6 SeitenPhotovoltaic EnergyKento FujimoriNoch keine Bewertungen
- Design of Adders, Subtractors, BCD Adders Week6 and 7 - Lecture 2Dokument60 SeitenDesign of Adders, Subtractors, BCD Adders Week6 and 7 - Lecture 2Gursheel SinghNoch keine Bewertungen
- Pe Final Ex SS 2010-2011Dokument8 SeitenPe Final Ex SS 2010-2011Saif Uddin100% (1)
- Automatic Solar Tracker SystemDokument8 SeitenAutomatic Solar Tracker SystemAbhay TiwariNoch keine Bewertungen
- A Linear Motor or Linear Induction Motor Is An Alternating CurrentDokument6 SeitenA Linear Motor or Linear Induction Motor Is An Alternating CurrentAnand KanaujiyaNoch keine Bewertungen
- ZNC Varistor Switching SurgeDokument39 SeitenZNC Varistor Switching Surgeth3g4m3Noch keine Bewertungen
- Adaptive Lighting System For AutomobilesDokument29 SeitenAdaptive Lighting System For Automobilesspruhatech100% (1)
- Intelligent Solar Tracker System Implemented On 8051 MicrocontrollerDokument5 SeitenIntelligent Solar Tracker System Implemented On 8051 MicrocontrollerseventhsensegroupNoch keine Bewertungen
- Gearless Transmission Using Elbow MechanismDokument32 SeitenGearless Transmission Using Elbow Mechanismsanoop joseNoch keine Bewertungen
- Project ReportDokument95 SeitenProject ReportArunodayaprojectsNoch keine Bewertungen
- Research and Development in Non-Mechanical Electrical Power Sources: Proceedings of the 6th International Symposium Held at Brighton, September 1968Von EverandResearch and Development in Non-Mechanical Electrical Power Sources: Proceedings of the 6th International Symposium Held at Brighton, September 1968Noch keine Bewertungen
- Acoustic Levitation TechnicalDokument20 SeitenAcoustic Levitation TechnicalSathish RoyalrajaNoch keine Bewertungen
- Jammu-Udhampur-Srinagar-Baramulla Railway Link: World's Highest Railway Bridge in India (Kashmir)Dokument39 SeitenJammu-Udhampur-Srinagar-Baramulla Railway Link: World's Highest Railway Bridge in India (Kashmir)Sathish RoyalrajaNoch keine Bewertungen
- Institute of Technology: CertificateDokument21 SeitenInstitute of Technology: CertificateSunil Kumar IndiaNoch keine Bewertungen
- Jammu-Udhampur-Srinagar-Baramulla Railway Link: World's Highest Railway Bridge in India (Kashmir)Dokument39 SeitenJammu-Udhampur-Srinagar-Baramulla Railway Link: World's Highest Railway Bridge in India (Kashmir)Sathish RoyalrajaNoch keine Bewertungen
- Institute of Technology: CertificateDokument21 SeitenInstitute of Technology: CertificateSathish RoyalrajaNoch keine Bewertungen
- Institute of Technology: CertificateDokument21 SeitenInstitute of Technology: CertificateSathish RoyalrajaNoch keine Bewertungen
- HIGH-EFFICIENCY SOLAR THERMO-PHOTOVOLTAICDokument22 SeitenHIGH-EFFICIENCY SOLAR THERMO-PHOTOVOLTAICSathish RoyalrajaNoch keine Bewertungen
- Institute of Technology: CertificateDokument21 SeitenInstitute of Technology: CertificateSunil Kumar IndiaNoch keine Bewertungen
- Conceptual Design of The Chenab Bridge in IndiaDokument6 SeitenConceptual Design of The Chenab Bridge in IndiaAvinashNoch keine Bewertungen
- Conceptual Design of The Chenab Bridge in IndiaDokument6 SeitenConceptual Design of The Chenab Bridge in IndiaAvinashNoch keine Bewertungen
- HIGH-EFFICIENCY SOLAR THERMO-PHOTOVOLTAICDokument22 SeitenHIGH-EFFICIENCY SOLAR THERMO-PHOTOVOLTAICSathish RoyalrajaNoch keine Bewertungen
- Satheesh Kumar Arigondam: EducationDokument2 SeitenSatheesh Kumar Arigondam: EducationSathish RoyalrajaNoch keine Bewertungen
- Welding ThermoplasticsDokument11 SeitenWelding ThermoplasticsMaddela Rakesh KumarNoch keine Bewertungen
- 1Dokument4 Seiten1Sathish RoyalrajaNoch keine Bewertungen
- Email Analytics ReportDokument2 SeitenEmail Analytics ReportSathish RoyalrajaNoch keine Bewertungen
- Bwe Finel Report 2Dokument27 SeitenBwe Finel Report 2Sathish RoyalrajaNoch keine Bewertungen
- Cool Cab Services: Under The Guidance of Mr. B.vijayramaraoDokument31 SeitenCool Cab Services: Under The Guidance of Mr. B.vijayramaraoVishal KujurNoch keine Bewertungen
- Satheesh Kumar Arigondam: EducationDokument2 SeitenSatheesh Kumar Arigondam: EducationSathish RoyalrajaNoch keine Bewertungen
- Chapter-1: IntoductionDokument64 SeitenChapter-1: IntoductionSathish RoyalrajaNoch keine Bewertungen
- VinayDokument64 SeitenVinaySathish RoyalrajaNoch keine Bewertungen
- Staircase Climbing TrollyDokument47 SeitenStaircase Climbing TrollySathish Royalraja75% (4)
- JNTU Anantapur ECE Course StructureDokument16 SeitenJNTU Anantapur ECE Course StructurecvslnNoch keine Bewertungen
- Staircase Climbing Trolley Project ReportDokument4 SeitenStaircase Climbing Trolley Project ReportSathish RoyalrajaNoch keine Bewertungen
- Web ADI PersonalizationDokument7 SeitenWeb ADI PersonalizationsmohammedsaadNoch keine Bewertungen
- Advanced Excel Data Management & AnalysisDokument3 SeitenAdvanced Excel Data Management & AnalysisGaurav Shankar MullickNoch keine Bewertungen
- Jet Kit InstallDokument2 SeitenJet Kit InstallmihaisimoNoch keine Bewertungen
- Air Assisted FlaresDokument2 SeitenAir Assisted FlaresUr FriendNoch keine Bewertungen
- Blanking and PiercingDokument5 SeitenBlanking and PiercingSatheesh Sekar100% (1)
- Artigo - 1983 - Bodin - Routing and Scheduling of Vehicles and Crews - The State of The Art PDFDokument145 SeitenArtigo - 1983 - Bodin - Routing and Scheduling of Vehicles and Crews - The State of The Art PDFpgtimeNoch keine Bewertungen
- 1 Maritime TransportDokument413 Seiten1 Maritime TransportWondwosen Tiruneh100% (1)
- Structure damage assessment using Repair ManagerDokument10 SeitenStructure damage assessment using Repair ManagerJokenny WilliamNoch keine Bewertungen
- Control Inventario BodegaDokument48 SeitenControl Inventario BodegaLeonardo NorambuenaNoch keine Bewertungen
- Book To PrintDokument291 SeitenBook To PrintIan Untalan67% (6)
- DENSO Brochure enDokument32 SeitenDENSO Brochure enRudy BakriNoch keine Bewertungen
- 6.1 Item Code and ReplenishDokument10 Seiten6.1 Item Code and ReplenishMohamed AnwarNoch keine Bewertungen
- Hawker 00XPC LimitationsDokument31 SeitenHawker 00XPC LimitationsAngel Abraham Guerrero GarzaNoch keine Bewertungen
- Exam 70 461 Microsoft SQL ServerDokument10 SeitenExam 70 461 Microsoft SQL Serverjimmy_sam001Noch keine Bewertungen
- TDS Loxiol G 70 SDokument2 SeitenTDS Loxiol G 70 SAldwi100% (1)
- Engineering Outsourcing in IndiaDokument11 SeitenEngineering Outsourcing in IndiabestdealsNoch keine Bewertungen
- FD Valve: Product No. 054110110Dokument1 SeiteFD Valve: Product No. 054110110Marcelo PereiraNoch keine Bewertungen
- Method StatementDokument82 SeitenMethod StatementSrinidhi Kakarla83% (6)
- Automated Assembling of Electric Motors With Hairpin Technology - LowDokument2 SeitenAutomated Assembling of Electric Motors With Hairpin Technology - Lowjianfeng wangNoch keine Bewertungen
- Sample Forms WPS PQRDokument22 SeitenSample Forms WPS PQRGMNoch keine Bewertungen
- Compare Competencies Cross-Match SkillsDokument5 SeitenCompare Competencies Cross-Match Skillsmariannepunzalan33% (3)
- Field Service Engineer Application LetterDokument2 SeitenField Service Engineer Application LetterAnthony DibiaNoch keine Bewertungen
- PFMEA Import FormatDokument1 SeitePFMEA Import FormatMani Rathinam RajamaniNoch keine Bewertungen
- SQL Narayana ReddyDokument124 SeitenSQL Narayana ReddyTarikh Khan100% (1)
- CM11 Nordics p22-23 Koenigsegg CATIA EN FINAL PDFDokument1 SeiteCM11 Nordics p22-23 Koenigsegg CATIA EN FINAL PDFsunilbholNoch keine Bewertungen
- Industry-Company MatrixDokument66 SeitenIndustry-Company Matrixanon_981731217Noch keine Bewertungen
- Mule ESB 3 User GuideDokument804 SeitenMule ESB 3 User GuideTruong Tien DungNoch keine Bewertungen
- Auto Parts Inventory SystemDokument4 SeitenAuto Parts Inventory SystemVince Ryan L. ArboledaNoch keine Bewertungen
- Kathrein X-polarized Adjustable Electrical Downtilt Antenna FeaturesDokument2 SeitenKathrein X-polarized Adjustable Electrical Downtilt Antenna Featuresbluebird1969100% (1)