Das könnte Ihnen auch gefallen
- Experimentos Con Factores de RuidoDokument22 SeitenExperimentos Con Factores de RuidoAngie Balderas CidNoch keine Bewertungen
- Protocolo Six SigmaDokument11 SeitenProtocolo Six SigmaJosé Martínez100% (1)
- Funcion de PérdidaDokument21 SeitenFuncion de PérdidaPrici Villa Fuentes100% (1)
- Ejemplo de MSADokument16 SeitenEjemplo de MSAVictor ServinNoch keine Bewertungen
- Seis Sigma Actividad 3Dokument7 SeitenSeis Sigma Actividad 3Grecia MaldonadoNoch keine Bewertungen
- 3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoDokument5 Seiten3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoNestor BarbozaNoch keine Bewertungen
- Preguntas VSMDokument1 SeitePreguntas VSMLuis HernandezNoch keine Bewertungen
- Evidencia Final DMAICDokument32 SeitenEvidencia Final DMAICJose MiguelNoch keine Bewertungen
- 1.4. OPEX (Excelencia en Operaciones)Dokument20 Seiten1.4. OPEX (Excelencia en Operaciones)JarbeyPoolUcNoch keine Bewertungen
- UNIDAD-1 Sistemas de ManufacturaDokument8 SeitenUNIDAD-1 Sistemas de ManufacturaAdrian GCNoch keine Bewertungen
- 4.AMEF de DiseñoDokument2 Seiten4.AMEF de DiseñosergioNoch keine Bewertungen
- Unidad 3 Proceso de Auditoria en Un SistemaDokument22 SeitenUnidad 3 Proceso de Auditoria en Un SistemaIgnacio AnguianoNoch keine Bewertungen
- 1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaDokument21 Seiten1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaEduardo Rosales100% (1)
- UNIDAD III. Solución de Problemas de ManufacturaDokument90 SeitenUNIDAD III. Solución de Problemas de ManufacturaRuben Lopez RicoNoch keine Bewertungen
- UNIDAD I Control Estadístico de Calidad.Dokument87 SeitenUNIDAD I Control Estadístico de Calidad.Sandra Montenegro100% (1)
- SMEDDokument26 SeitenSMEDJesús Martínez MtzNoch keine Bewertungen
- 4.5 Medicón Del Desarrollo Del EquipoDokument16 Seiten4.5 Medicón Del Desarrollo Del EquipoAquiles Hernandez LopezNoch keine Bewertungen
- Unidad Rodeo - Metodo SLP CarniceriaDokument27 SeitenUnidad Rodeo - Metodo SLP CarniceriaDamaris Gabriela RomeroNoch keine Bewertungen
- Gemba KaizenDokument43 SeitenGemba KaizenAlan PalmaNoch keine Bewertungen
- Importancia Del VSM (Value Stream Mapping) en La ManufacturaDokument7 SeitenImportancia Del VSM (Value Stream Mapping) en La ManufacturaCésar Iván Aranda VillatoroNoch keine Bewertungen
- 3.2 Seis Sigma DMADVDokument21 Seiten3.2 Seis Sigma DMADVMartin RamirezNoch keine Bewertungen
- Resultado Del Aprendizaje Unidad - 6Dokument34 SeitenResultado Del Aprendizaje Unidad - 6Ana VargasNoch keine Bewertungen
- 1.3.1 Presentación de La Diferencia de Enfoques en Organizaciones Con Respecto A Las Estructuras Organizacionales Que Emplean.Dokument13 Seiten1.3.1 Presentación de La Diferencia de Enfoques en Organizaciones Con Respecto A Las Estructuras Organizacionales Que Emplean.JOSE JAVIER ZAYAS ALDAYNoch keine Bewertungen
- Gemba Walks DirectivosDokument5 SeitenGemba Walks DirectivosJulian Zabala VNoch keine Bewertungen
- One Piece Flow y KanbanDokument8 SeitenOne Piece Flow y KanbanRicardo Aslla FloresNoch keine Bewertungen
- Ensayo Core ToolsDokument2 SeitenEnsayo Core Toolsewva12Noch keine Bewertungen
- Aplicación de Seis Sigma (DFSS, DmadvDokument12 SeitenAplicación de Seis Sigma (DFSS, DmadvYomar AguilarNoch keine Bewertungen
- Fases Del Seis SigmaDokument3 SeitenFases Del Seis SigmaJuano MosqueraNoch keine Bewertungen
- Ejercicios Del Tema 4Dokument9 SeitenEjercicios Del Tema 4Cesar DiazNoch keine Bewertungen
- Fase de Definicion - Metodologia Seis SigmaDokument74 SeitenFase de Definicion - Metodologia Seis SigmaEdna Gabriela Ceja SilvaNoch keine Bewertungen
- Aplicación Busqueda de ComponentesDokument7 SeitenAplicación Busqueda de ComponentesLinda Lozano TorresNoch keine Bewertungen
- 2.3 Estudio de VariaciónDokument11 Seiten2.3 Estudio de VariaciónElias RodelaNoch keine Bewertungen
- ShaininDokument12 SeitenShaininross_scrib100% (1)
- Antología de Justo A TiempoDokument39 SeitenAntología de Justo A TiempoJesus Alejandro Santiago Guillen100% (1)
- Metodología de Hall y Jenkins.Dokument5 SeitenMetodología de Hall y Jenkins.Andy Castillejos HerreraNoch keine Bewertungen
- A1 U1 Calidad AplicadaDokument6 SeitenA1 U1 Calidad AplicadaRogelio Soto100% (1)
- 3.3 Proceso para La Gestion de Un Programa de AuditoriaDokument13 Seiten3.3 Proceso para La Gestion de Un Programa de AuditoriaJordan AlvaradoNoch keine Bewertungen
- Herramientas Lean Manufacturing 3.3Dokument16 SeitenHerramientas Lean Manufacturing 3.3Felimundo MendozaNoch keine Bewertungen
- Gage R&R AtributosDokument5 SeitenGage R&R AtributosVeronica OlguinNoch keine Bewertungen
- Aplicaciones (Enfoque Probabilistico)Dokument8 SeitenAplicaciones (Enfoque Probabilistico)Daniel CustodioNoch keine Bewertungen
- Exposicion DMAICDokument20 SeitenExposicion DMAICJazbeily GomezNoch keine Bewertungen
- Proyecto Seis SigmaDokument23 SeitenProyecto Seis SigmaAndres Felipe Acevedo Ortiz100% (1)
- Act.1. Complicaciones en La MediciónDokument4 SeitenAct.1. Complicaciones en La MediciónlizbethNoch keine Bewertungen
- TAREADokument5 SeitenTAREAELIAS EMPERADORNoch keine Bewertungen
- Ejemplo VSM (Analisis de Procesos)Dokument17 SeitenEjemplo VSM (Analisis de Procesos)Josemiguel Martinis BermudezNoch keine Bewertungen
- Control Estadistico de La Calidad y Seis Sigma (Reparado)Dokument63 SeitenControl Estadistico de La Calidad y Seis Sigma (Reparado)stevenNoch keine Bewertungen
- Premio Baja California A La Calidad y CompetitividadDokument3 SeitenPremio Baja California A La Calidad y CompetitividadJuan CorderoNoch keine Bewertungen
- Premios Nacionales e Internacionales A La CalidadDokument24 SeitenPremios Nacionales e Internacionales A La Calidadberetika100% (1)
- 3.1 TOPS (Equipos Orientados A La Solución de Problemas)Dokument3 Seiten3.1 TOPS (Equipos Orientados A La Solución de Problemas)Maria Fernanda Calva Moreno0% (1)
- APQP Quality - Bulls-TM173Dokument41 SeitenAPQP Quality - Bulls-TM173Carim Jiménez100% (1)
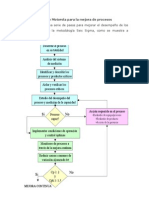
- Diez Pasos de Motorola para La Mejora de ProcesosDokument4 SeitenDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaNoch keine Bewertungen
- Casos de Estudio No ConformidadDokument10 SeitenCasos de Estudio No ConformidadPedro Salas EscalanteNoch keine Bewertungen
- Preguntas 8dsDokument1 SeitePreguntas 8dsElizabeth ManzanoNoch keine Bewertungen
- Toxicologia y Control Del Ambiente 5Dokument7 SeitenToxicologia y Control Del Ambiente 5Ana Karen ZavalaNoch keine Bewertungen
- Portafolio EvidenciasDokument153 SeitenPortafolio EvidenciasRicardo DíazNoch keine Bewertungen
- Trabajo de Control de CalidadDokument9 SeitenTrabajo de Control de Calidadjoseph alexander Estupiñan alvaradoNoch keine Bewertungen
- Sistema de Calidad Seis SigmaDokument11 SeitenSistema de Calidad Seis SigmawilfredoNoch keine Bewertungen
- Six SigmaDokument9 SeitenSix SigmaMilton HCNoch keine Bewertungen
- Six Sigma MonografiaDokument48 SeitenSix Sigma MonografiaZayana Llerena0% (2)
- Six Sigma EnsayoDokument7 SeitenSix Sigma EnsayoIlse Guadalupe EncinasNoch keine Bewertungen
- Oc 23407 Linde PeruDokument1 SeiteOc 23407 Linde Perucarloncho fariaNoch keine Bewertungen
- Tolerancias Dimensionales IIDokument12 SeitenTolerancias Dimensionales IILuisCarlosTorresNoch keine Bewertungen
- Costo, Volumen y UtilidadDokument47 SeitenCosto, Volumen y UtilidadCris Castillo MaytaNoch keine Bewertungen
- 2a. Sesion - Flujo de Costos en La OrganizacionDokument53 Seiten2a. Sesion - Flujo de Costos en La OrganizacionManuel Zegarra BallonNoch keine Bewertungen
- 01 02 Tolerancias DimensionalesDokument13 Seiten01 02 Tolerancias Dimensionalescarloncho fariaNoch keine Bewertungen
- Costos EstandarDokument37 SeitenCostos EstandarLuis Enrique Quintana RojasNoch keine Bewertungen
- Ejercicios de Programacic3b3n Resueltos Con Step 7 PDFDokument71 SeitenEjercicios de Programacic3b3n Resueltos Con Step 7 PDFSpawnkarioto100% (1)
- Clase 4 Pronosticos 2015-1Dokument42 SeitenClase 4 Pronosticos 2015-1Paul GLNoch keine Bewertungen
- Clase 13 PROGRAM DE OPERAC - Dictar PDFDokument45 SeitenClase 13 PROGRAM DE OPERAC - Dictar PDFcarloncho fariaNoch keine Bewertungen
- Álgebra PDFDokument505 SeitenÁlgebra PDFDuard DuduNoch keine Bewertungen
- SQLServerDokument282 SeitenSQLServerMilthon Ttito Cusi100% (1)
- 2 Introducción A JavaDokument39 Seiten2 Introducción A Javacarloncho fariaNoch keine Bewertungen
- Guia Laboratorio #2Dokument9 SeitenGuia Laboratorio #2carloncho fariaNoch keine Bewertungen
- CadenasDokument40 SeitenCadenasPatriciaIsabelNoch keine Bewertungen
- Lean ManuDokument31 SeitenLean Manucarloncho fariaNoch keine Bewertungen
- SQL1Dokument44 SeitenSQL1Angela MaxwellNoch keine Bewertungen
- Apuntes 2-01Dokument157 SeitenApuntes 2-01David Paz100% (2)
- Punteros en C++ PDFDokument24 SeitenPunteros en C++ PDFcarloncho fariaNoch keine Bewertungen
- Cantera Renovacion ADokument23 SeitenCantera Renovacion Acarloncho fariaNoch keine Bewertungen
- Integración Numerica1Dokument44 SeitenIntegración Numerica1carloncho fariaNoch keine Bewertungen
- Industrial 2015-2 VI ING-COS1 Final NoSolucionado Profesores 1044Dokument2 SeitenIndustrial 2015-2 VI ING-COS1 Final NoSolucionado Profesores 1044carloncho fariaNoch keine Bewertungen
- Pa04 Cotransa Catalogo Sistemas de Aluminio EstructuralDokument40 SeitenPa04 Cotransa Catalogo Sistemas de Aluminio Estructuralcarloncho fariaNoch keine Bewertungen
- Ordenamiento Metodo BurbujaDokument11 SeitenOrdenamiento Metodo Burbujacarloncho fariaNoch keine Bewertungen
- Integración Numerica1Dokument44 SeitenIntegración Numerica1carloncho fariaNoch keine Bewertungen
- Guia de Laboratorio 3 de Informatica PDFDokument4 SeitenGuia de Laboratorio 3 de Informatica PDFcarloncho fariaNoch keine Bewertungen
- Informe LaboratorioDokument11 SeitenInforme LaboratorioTatianita HerreraNoch keine Bewertungen
- Clasificacion de Los AlimentosDokument21 SeitenClasificacion de Los Alimentossupermariobros01100% (2)
- Equipo 4 Tetraclinicas, Aminoglucosidos, Cloranfenizol, LinezolidDokument69 SeitenEquipo 4 Tetraclinicas, Aminoglucosidos, Cloranfenizol, LinezolidFrida Estefania Orozco EsparzaNoch keine Bewertungen
- Malla Curricular D - 21 SetiembreDokument27 SeitenMalla Curricular D - 21 Setiembrealexander GNoch keine Bewertungen
- Ficha UrgoClean AgDokument2 SeitenFicha UrgoClean AgMaría José CárcamoNoch keine Bewertungen
- Planificación 6ta Semana 4ABCDokument26 SeitenPlanificación 6ta Semana 4ABCMoisés Aguirre BorborNoch keine Bewertungen
- Plantilla Caso MercaderistaDokument5 SeitenPlantilla Caso MercaderistaBequerUrdayApazaNoch keine Bewertungen
- Gráfico Mapa Mental Colores PastelesDokument7 SeitenGráfico Mapa Mental Colores Pasteles3CSORSHA SHENTEL TORRES VIVASNoch keine Bewertungen
- 5° CUADERNILLO (Segundo)Dokument16 Seiten5° CUADERNILLO (Segundo)Angélica SaucilloNoch keine Bewertungen
- Tratamiento para La HabronemiasisDokument4 SeitenTratamiento para La HabronemiasisYovanny Abella100% (1)
- El ComeconDokument2 SeitenEl ComeconFelipe J KarlosNoch keine Bewertungen
- TUIT de Dani Mateo HuelebragasDokument6 SeitenTUIT de Dani Mateo HuelebragasMartha Gil IdiotefulNoch keine Bewertungen
- Evidencia 1, Temas 7 Aplicaciones de Las Leyes de Newton y 8 Trabajo y Energía Cinética.Dokument32 SeitenEvidencia 1, Temas 7 Aplicaciones de Las Leyes de Newton y 8 Trabajo y Energía Cinética.Juan Francisco Sosa GarciaNoch keine Bewertungen
- Experiencia de Aprendizaje Ii 6ºDokument10 SeitenExperiencia de Aprendizaje Ii 6ºWilton Josué Soto ToribioNoch keine Bewertungen
- Donacion Navideña2Dokument2 SeitenDonacion Navideña2groveriv0% (1)
- Comunidades CientificasDokument2 SeitenComunidades CientificasJan Kaarlou Hrdzz D'Meejiiaa50% (2)
- Servicios SeeroilDokument15 SeitenServicios SeeroilGRANRICKYNoch keine Bewertungen
- Apoyo Al Soporte Vital AvanzadoDokument20 SeitenApoyo Al Soporte Vital AvanzadoMauricio Nicolas100% (1)
- Presente Perfecto (Present Perfect Tense)Dokument2 SeitenPresente Perfecto (Present Perfect Tense)Nelly LGNoch keine Bewertungen
- La Nube Errante PDFDokument5 SeitenLa Nube Errante PDFVíctor MarabolíNoch keine Bewertungen
- Resolucion 2646 de 2008 Riesgos PsicosocialesDokument8 SeitenResolucion 2646 de 2008 Riesgos PsicosocialesAstrid M. Sandoval BautistaNoch keine Bewertungen
- Resumen Recursos y Cosa JuzgadaDokument76 SeitenResumen Recursos y Cosa JuzgadaLucas Murillo Velásquez100% (1)
- Actividad Integral de LineaDokument8 SeitenActividad Integral de LineaIsaac Méndez MéndezNoch keine Bewertungen
- Libro 2 Guia Semanal 8Dokument40 SeitenLibro 2 Guia Semanal 8claudialinareNoch keine Bewertungen
- ColegioDokument4 SeitenColegioAdriana ZanoliNoch keine Bewertungen
- Debate Sobre PucciniDokument6 SeitenDebate Sobre PuccinijonnyleiruNoch keine Bewertungen
- Factibilidad Los Polvorines Rev ADokument126 SeitenFactibilidad Los Polvorines Rev AChurupaco de FríasNoch keine Bewertungen
- Informe de Practicas AnaDokument43 SeitenInforme de Practicas AnaAnnaAlfaroGonzales100% (1)
- Instrumentos Ópticos. TelescopioDokument31 SeitenInstrumentos Ópticos. TelescopioOSVALDONoch keine Bewertungen
- Cirugia Mucogingival PerioDokument16 SeitenCirugia Mucogingival PerioPepe RodriguezNoch keine Bewertungen