Das könnte Ihnen auch gefallen
- Satra 80634 14c Mat Kws OutsoleDokument10 SeitenSatra 80634 14c Mat Kws OutsoleFangfang YeohNoch keine Bewertungen
- Adidas ST-02 Tear StrengthDokument7 SeitenAdidas ST-02 Tear StrengthHenry Chao-Jen WangNoch keine Bewertungen
- CT-05 (PHC-FW0705) Testing of Bottom Components 04.06.2019Dokument27 SeitenCT-05 (PHC-FW0705) Testing of Bottom Components 04.06.2019fachruddin bachtiarNoch keine Bewertungen
- Physical Test Report: Ioh (Leohvkhhwpdwhuldov6$75$705Leerqpp Pp7Hhwkpp Pp1Rwuhohydqwwhvw$JlqjwhvwriuxeehuDokument2 SeitenPhysical Test Report: Ioh (Leohvkhhwpdwhuldov6$75$705Leerqpp Pp7Hhwkpp Pp1Rwuhohydqwwhvw$JlqjwhvwriuxeehuTrần LêNoch keine Bewertungen
- 8, 10.lab Test StandardDokument75 Seiten8, 10.lab Test Standarddan quangNoch keine Bewertungen
- Price ListDokument8 SeitenPrice ListKausik GhoshNoch keine Bewertungen
- H&M Quality Standards & Requirements Part 8: FootwearDokument19 SeitenH&M Quality Standards & Requirements Part 8: FootwearTHYAGUNoch keine Bewertungen
- Adidas ST-03 Tensile StrengthDokument9 SeitenAdidas ST-03 Tensile StrengthHenry Chao-Jen WangNoch keine Bewertungen
- 021 Standard Quality Level PDFDokument42 Seiten021 Standard Quality Level PDFhasan mehedi pialNoch keine Bewertungen
- DS160E- Tensile Test on Seam Assemblies Over Flexible Materials Sheet 29.06.2015 (1) -Đã Chuyển ĐổiDokument28 SeitenDS160E- Tensile Test on Seam Assemblies Over Flexible Materials Sheet 29.06.2015 (1) -Đã Chuyển ĐổiKen LeNoch keine Bewertungen
- Primark Apparel Test Manual V17 June 2021Dokument107 SeitenPrimark Apparel Test Manual V17 June 2021Ahmed AksarNoch keine Bewertungen
- Adidas FT-11Dokument4 SeitenAdidas FT-11Henry Chao-Jen WangNoch keine Bewertungen
- DS044B Delamination Test For Multilayer ComponentDokument9 SeitenDS044B Delamination Test For Multilayer ComponentKen LeNoch keine Bewertungen
- Leather SoftnessDokument217 SeitenLeather SoftnesscatifoNoch keine Bewertungen
- ASTM D2000 Standard Test MethodsDokument6 SeitenASTM D2000 Standard Test MethodsHazel EbordeNoch keine Bewertungen
- Physical Test Report: Lab: Young IL Viet Nam Brand: NikeDokument4 SeitenPhysical Test Report: Lab: Young IL Viet Nam Brand: Nikedan quangNoch keine Bewertungen
- Synthetic Tannins by Grasser, GeorgDokument107 SeitenSynthetic Tannins by Grasser, GeorgGutenberg.orgNoch keine Bewertungen
- Institutional Rocket Stove ManualDokument44 SeitenInstitutional Rocket Stove Manualchrysto_gypsyNoch keine Bewertungen
- Biljni Recepti Babe VangeDokument8 SeitenBiljni Recepti Babe VangekikiNoch keine Bewertungen
- Studies On The Production of Chrome Free Vegetable Tanned Glaze Finished Shoe Upper Leather From Cow Hide.Dokument73 SeitenStudies On The Production of Chrome Free Vegetable Tanned Glaze Finished Shoe Upper Leather From Cow Hide.singsaran100% (5)
- History of Polish SausagesDokument10 SeitenHistory of Polish SausagesaelenalauraNoch keine Bewertungen
- HACCP Generic Model Fermented Smoked Sausage-December 20 1995Dokument43 SeitenHACCP Generic Model Fermented Smoked Sausage-December 20 1995brianpoonNoch keine Bewertungen
- Organic Resource ManualDokument92 SeitenOrganic Resource Manualeric3862Noch keine Bewertungen
- +potato Haifa.Dokument38 Seiten+potato Haifa.Creative EnglishNoch keine Bewertungen
- Introduction To Cheesemaking The Artisan CheesemakerDokument43 SeitenIntroduction To Cheesemaking The Artisan CheesemakerChrissy DeSimoneNoch keine Bewertungen
- Medicinal Plant PDFDokument37 SeitenMedicinal Plant PDFAlka KakkarNoch keine Bewertungen
- EEM403 Footwear MachineryDokument1 SeiteEEM403 Footwear MachineryashutoshNoch keine Bewertungen
- A-Z Terms Related To Footware ProductionDokument80 SeitenA-Z Terms Related To Footware ProductionSharoon S RaoNoch keine Bewertungen
- Traditional Cheese Making 1989 PDFDokument83 SeitenTraditional Cheese Making 1989 PDFVarzaru AlinaNoch keine Bewertungen
- Alternativa Za Vas: Eko ČišćenjeDokument27 SeitenAlternativa Za Vas: Eko ČišćenjeIgor FilipovićNoch keine Bewertungen
- KGM Biscuitmachine Recipes ENGDokument45 SeitenKGM Biscuitmachine Recipes ENGbaneNoch keine Bewertungen
- Fertilizer Granulating Machine For Fertilizer PDFDokument4 SeitenFertilizer Granulating Machine For Fertilizer PDFMichael MedinaNoch keine Bewertungen
- Technical ManualDokument146 SeitenTechnical ManualGovindasamy Vaithiyanathan100% (1)
- System of Wheat IntensificationDokument25 SeitenSystem of Wheat IntensificationPappu Yadav100% (1)
- Rural Dairy TechnologyDokument123 SeitenRural Dairy TechnologyTomislav ĆurićNoch keine Bewertungen
- Meat and FishDokument82 SeitenMeat and Fishalphonse1988100% (1)
- List of Cotton DiseasesDokument7 SeitenList of Cotton DiseasesMuhammad TauseefNoch keine Bewertungen
- H&M FABRIC SUPPLIER LAB GUIDELINE Jan 2014Dokument7 SeitenH&M FABRIC SUPPLIER LAB GUIDELINE Jan 2014Rashedul Alam100% (1)
- QualityDokument11 SeitenQualityNaveen KumarNoch keine Bewertungen
- E-Cigarette Aerosol Analysis ReportDokument6 SeitenE-Cigarette Aerosol Analysis ReportUman KinapNoch keine Bewertungen
- Untitledyvhyfrc 6Dokument18 SeitenUntitledyvhyfrc 6Lsk MatammuNoch keine Bewertungen
- NEXT - ENG - Restricted Substance List - Voice Norge - May 2017 - Marked Changes...Dokument13 SeitenNEXT - ENG - Restricted Substance List - Voice Norge - May 2017 - Marked Changes...Dyeing DyeingNoch keine Bewertungen
- Norma ASTM - D490 (2003)Dokument2 SeitenNorma ASTM - D490 (2003)Edgar SortoNoch keine Bewertungen
- Packaging-Costco Smart Screening Protocol V4 - ApprovedDokument3 SeitenPackaging-Costco Smart Screening Protocol V4 - ApprovedKamal NayanarangaNoch keine Bewertungen
- QA ManualDokument11 SeitenQA ManualFazle Riaz Khan100% (1)
- Accepta Water Analysis Equipment Test Reagents CatalogueDokument119 SeitenAccepta Water Analysis Equipment Test Reagents CatalogueFarida Zulfah FitrianiNoch keine Bewertungen
- Information Sheet EmissionsDokument3 SeitenInformation Sheet Emissionsdionisius yogaNoch keine Bewertungen
- D2505 24472Dokument7 SeitenD2505 24472Stef AnyNoch keine Bewertungen
- Clean Agent System DesignsDokument63 SeitenClean Agent System DesignsWERMERMNoch keine Bewertungen
- Studies Toward The Substitution of PerfluorocarbonsDokument9 SeitenStudies Toward The Substitution of PerfluorocarbonsEMS 4AYDNoch keine Bewertungen
- Rexroth Oil Cleanliness Booklet PDFDokument44 SeitenRexroth Oil Cleanliness Booklet PDFJairoHernanLopera100% (1)
- Applicability of REACH For Leather and Leather Products Including FootwearDokument23 SeitenApplicability of REACH For Leather and Leather Products Including FootwearsonikhanNoch keine Bewertungen
- CPCB Effluent Discharge StandardsDokument9 SeitenCPCB Effluent Discharge StandardsPavan Tamiri100% (1)
- Uwell Aeglos Pod System TPD 20201114114434Dokument6 SeitenUwell Aeglos Pod System TPD 20201114114434Arya YansyahNoch keine Bewertungen
- Textil LAB Testing - Gihan RanganaDokument11 SeitenTextil LAB Testing - Gihan RanganaGihan RanganaNoch keine Bewertungen
- State of California: ScopeDokument3 SeitenState of California: ScopeLong An DoNoch keine Bewertungen
- Leather Testing Methods03!02!03Dokument46 SeitenLeather Testing Methods03!02!03naushene75% (4)
- Rexroth Oil Cleanliness BookletDokument44 SeitenRexroth Oil Cleanliness BookletM S Gokul100% (7)
- Apex - Inteccon Conference Presentation 2015 FinalDokument38 SeitenApex - Inteccon Conference Presentation 2015 FinalGabriel BustamanteNoch keine Bewertungen
- SGS UNITEC 240 WR Fluorcarbon C6 Test ReportDokument4 SeitenSGS UNITEC 240 WR Fluorcarbon C6 Test Reportvicgun210 210Noch keine Bewertungen
- SDM Case AssignmentDokument15 SeitenSDM Case Assignmentcharith sai t 122013601002Noch keine Bewertungen
- NCR Minimum WageDokument2 SeitenNCR Minimum WageJohnBataraNoch keine Bewertungen
- Database Management System and SQL CommandsDokument3 SeitenDatabase Management System and SQL Commandsdev guptaNoch keine Bewertungen
- Catalog enDokument292 SeitenCatalog enSella KumarNoch keine Bewertungen
- 990-91356A ACRD300 CE-UL TechnicalSpecifications Part2Dokument25 Seiten990-91356A ACRD300 CE-UL TechnicalSpecifications Part2Marvin NerioNoch keine Bewertungen
- Technical Manual: 110 125US 110M 135US 120 135UR 130 130LCNDokument31 SeitenTechnical Manual: 110 125US 110M 135US 120 135UR 130 130LCNKevin QuerubinNoch keine Bewertungen
- Key Features of A Company 1. Artificial PersonDokument19 SeitenKey Features of A Company 1. Artificial PersonVijayaragavan MNoch keine Bewertungen
- Apst GraduatestageDokument1 SeiteApst Graduatestageapi-253013067Noch keine Bewertungen
- Fortigate Fortiwifi 40F Series: Data SheetDokument6 SeitenFortigate Fortiwifi 40F Series: Data SheetDiego Carrasco DíazNoch keine Bewertungen
- 8524Dokument8 Seiten8524Ghulam MurtazaNoch keine Bewertungen
- Hyundai Himap BcsDokument22 SeitenHyundai Himap BcsLim Fung ChienNoch keine Bewertungen
- Catalogue of The Herbert Allen Collection of English PorcelainDokument298 SeitenCatalogue of The Herbert Allen Collection of English PorcelainPuiu Vasile ChiojdoiuNoch keine Bewertungen
- ARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiDokument5 SeitenARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiGAURAV DANGARNoch keine Bewertungen
- Bode PlotsDokument6 SeitenBode PlotshasanozdNoch keine Bewertungen
- Computerized AccountingDokument14 SeitenComputerized Accountinglayyah2013Noch keine Bewertungen
- Strategic Management ModelsDokument4 SeitenStrategic Management ModelsBarno NicholusNoch keine Bewertungen
- Relationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourDokument16 SeitenRelationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourToe ToeNoch keine Bewertungen
- IIBA Academic Membership Info-Sheet 2013Dokument1 SeiteIIBA Academic Membership Info-Sheet 2013civanusNoch keine Bewertungen
- scx4521f SeriesDokument173 Seitenscx4521f SeriesVuleticJovanNoch keine Bewertungen
- Manual Generador KohlerDokument72 SeitenManual Generador KohlerEdrazGonzalezNoch keine Bewertungen
- On Applied EthicsDokument34 SeitenOn Applied Ethicsamanpatel78667% (3)
- Double Inlet Airfoil Fans - AtzafDokument52 SeitenDouble Inlet Airfoil Fans - AtzafDaniel AlonsoNoch keine Bewertungen
- Tajima TME, TMEF User ManualDokument5 SeitenTajima TME, TMEF User Manualgeorge000023Noch keine Bewertungen
- 6mm Superlite 70 40t Clear +16as+6mm ClearDokument1 Seite6mm Superlite 70 40t Clear +16as+6mm ClearNav JavNoch keine Bewertungen
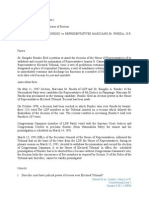
- Bondoc Vs PinedaDokument3 SeitenBondoc Vs PinedaMa Gabriellen Quijada-TabuñagNoch keine Bewertungen
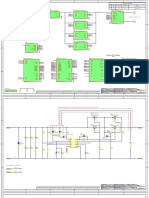
- Scheme Bidirectional DC-DC ConverterDokument16 SeitenScheme Bidirectional DC-DC ConverterNguyễn Quang KhoaNoch keine Bewertungen
- X HM11 S Manual AUpdfDokument228 SeitenX HM11 S Manual AUpdfAntonio José Domínguez CornejoNoch keine Bewertungen
- 1 Ton Per Hour Electrode Production LineDokument7 Seiten1 Ton Per Hour Electrode Production LineMohamed AdelNoch keine Bewertungen
- Review Questions Financial Accounting and Reporting PART 1Dokument3 SeitenReview Questions Financial Accounting and Reporting PART 1Claire BarbaNoch keine Bewertungen
- Comparative Analysis of Mutual Fund SchemesDokument29 SeitenComparative Analysis of Mutual Fund SchemesAvinash JamiNoch keine Bewertungen