Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Basic Wind Speed:: Wind Load Calculation: BuildingDokument7 SeitenBasic Wind Speed:: Wind Load Calculation: BuildingTywapNoch keine Bewertungen
- Experiment4 Final Report SumalinogDokument8 SeitenExperiment4 Final Report SumalinogAlexis Mugiwara GeneralNoch keine Bewertungen
- 4/2 and 4/3 Directional Control Valve, Manually Operated: Size 06 (D03) Q 80 L/min (21 GPM) P 350 Bar (5100 PSI)Dokument2 Seiten4/2 and 4/3 Directional Control Valve, Manually Operated: Size 06 (D03) Q 80 L/min (21 GPM) P 350 Bar (5100 PSI)Vito LaudicinaNoch keine Bewertungen
- UNIT-III-Oil Hydraulic System & Its Componenets Marks 12 PDFDokument18 SeitenUNIT-III-Oil Hydraulic System & Its Componenets Marks 12 PDFChaitanya YengeNoch keine Bewertungen
- Lec 12Dokument15 SeitenLec 12Muhammad SulemanNoch keine Bewertungen
- Pumps - HandoutsDokument30 SeitenPumps - HandoutsPuviyarasan MNoch keine Bewertungen
- Installation Operation & Maintenance Manual: Advanced Differential Pressure Flowmeter TechnologyDokument39 SeitenInstallation Operation & Maintenance Manual: Advanced Differential Pressure Flowmeter Technologydhawk94Noch keine Bewertungen
- Water Push: 3.4 Applying Pascal'S PrincipleDokument10 SeitenWater Push: 3.4 Applying Pascal'S PrincipleChristopher AuNoch keine Bewertungen
- Heat 4e Chap09 LectureDokument33 SeitenHeat 4e Chap09 Lecturemsiembab17Noch keine Bewertungen
- Allowable Velocites - 070307Dokument2 SeitenAllowable Velocites - 070307Sundhar SavariNoch keine Bewertungen
- 2510.practical Aspects of Finite Element Modelling of Polymer Processing by Vahid NassehiDokument282 Seiten2510.practical Aspects of Finite Element Modelling of Polymer Processing by Vahid Nassehihalukg26Noch keine Bewertungen
- 1.fluid and Their PropertiesDokument38 Seiten1.fluid and Their PropertiesIhsan Samoh เพี่อนดีดีNoch keine Bewertungen
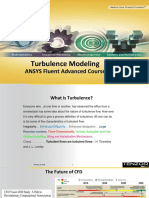
- Turbulence Modeling: ANSYS Fluent Advanced CourseDokument79 SeitenTurbulence Modeling: ANSYS Fluent Advanced Coursejana100% (1)
- AntonPaar White PaperDokument4 SeitenAntonPaar White PaperPablo AntezanaNoch keine Bewertungen
- Total Hydrostatic Pressure On Plane SurfaceDokument6 SeitenTotal Hydrostatic Pressure On Plane SurfaceOchini Chandrasena50% (2)
- Viskometer BrookfieldDokument31 SeitenViskometer Brookfieldechie2008Noch keine Bewertungen
- Cat d6tDokument2 SeitenCat d6tTom Souza100% (2)
- Boundary Layer FlowsDokument28 SeitenBoundary Layer FlowsAmy RamirezNoch keine Bewertungen
- Laboratory ReportDokument3 SeitenLaboratory ReportChristophe DormenvalNoch keine Bewertungen
- Tubo CarcasaDokument20 SeitenTubo CarcasaFranko Edgar Martinez ReateguiNoch keine Bewertungen
- RENR5268-01: D5N and D6N Track-Type Tractor Hydraulic SystemDokument2 SeitenRENR5268-01: D5N and D6N Track-Type Tractor Hydraulic SystemivanNoch keine Bewertungen
- Boiling and Condensation - 2Dokument39 SeitenBoiling and Condensation - 2hasan shuvoNoch keine Bewertungen
- Kelvin-Helmholtz Instability Kelvin-Helmholtz InstabilityDokument17 SeitenKelvin-Helmholtz Instability Kelvin-Helmholtz InstabilityXiongweiRuNoch keine Bewertungen
- Heat and Mass Transfer Data SheetDokument4 SeitenHeat and Mass Transfer Data SheetnadineNoch keine Bewertungen
- Curva KFL10X - 400GPM@115PSI - 3500RPMDokument2 SeitenCurva KFL10X - 400GPM@115PSI - 3500RPMJulio VizacarraNoch keine Bewertungen
- HW#3 - New 01Dokument2 SeitenHW#3 - New 01Gaga852Noch keine Bewertungen
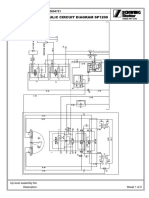
- Hydralic Circit For SP1200 PumpDokument2 SeitenHydralic Circit For SP1200 PumpAhesanShaikhNoch keine Bewertungen
- Wind-Turbine AerodynamicsDokument6 SeitenWind-Turbine AerodynamicscharlesNoch keine Bewertungen
- Hydrodynamic LubricationDokument87 SeitenHydrodynamic LubricationHashem Mohamed HashemNoch keine Bewertungen
- Finite Element Methods For Navier-Stokes Equations: Roland GlowinskiDokument38 SeitenFinite Element Methods For Navier-Stokes Equations: Roland GlowinskinoeldiechterNoch keine Bewertungen