Das könnte Ihnen auch gefallen
- Customer Satisfaction at Ananta GranitesDokument77 SeitenCustomer Satisfaction at Ananta GranitesMordhwaj Singh TomarNoch keine Bewertungen
- Resume: by Pass Road, Jalsar (Dehat) Etah-207302Dokument1 SeiteResume: by Pass Road, Jalsar (Dehat) Etah-207302Mordhwaj Singh TomarNoch keine Bewertungen
- Commerce Project: Submitted byDokument2 SeitenCommerce Project: Submitted byMordhwaj Singh TomarNoch keine Bewertungen
- Acknowledgement: ST. ANDREWS Public SchoolDokument5 SeitenAcknowledgement: ST. ANDREWS Public SchoolMordhwaj Singh TomarNoch keine Bewertungen
- Scanned by CamscannerDokument12 SeitenScanned by CamscannerMordhwaj Singh TomarNoch keine Bewertungen
- Chapter 16Dokument47 SeitenChapter 16Mordhwaj Singh TomarNoch keine Bewertungen
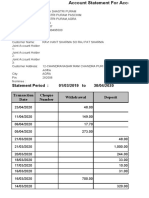
- 0314XXXXXXXXX491304 01 2021Dokument12 Seiten0314XXXXXXXXX491304 01 2021Mordhwaj Singh TomarNoch keine Bewertungen
- Curriculum Vitae: Anup SoniDokument2 SeitenCurriculum Vitae: Anup SoniMordhwaj Singh TomarNoch keine Bewertungen
- Resume: Name Rakesh Agnihgtri Father's Name Date of Birth Gender AddressDokument1 SeiteResume: Name Rakesh Agnihgtri Father's Name Date of Birth Gender AddressMordhwaj Singh TomarNoch keine Bewertungen
- General Insurance: Kotak Fire Secure Policy WordingsDokument12 SeitenGeneral Insurance: Kotak Fire Secure Policy WordingsMordhwaj Singh TomarNoch keine Bewertungen
- LEADERSHIPDokument206 SeitenLEADERSHIPMordhwaj Singh TomarNoch keine Bewertungen
- Alimullah SiddiqueDokument1 SeiteAlimullah SiddiqueMordhwaj Singh TomarNoch keine Bewertungen
- HiDokument1 SeiteHiMordhwaj Singh TomarNoch keine Bewertungen
- Letter Head - For MergeDokument1 SeiteLetter Head - For MergeMordhwaj Singh TomarNoch keine Bewertungen
- Biology 1Dokument15 SeitenBiology 1Mordhwaj Singh TomarNoch keine Bewertungen
- Bachelor of Technology: Concrete Mix Design OF Grade M-35Dokument1 SeiteBachelor of Technology: Concrete Mix Design OF Grade M-35Mordhwaj Singh TomarNoch keine Bewertungen
- Final Project ReportDokument50 SeitenFinal Project ReportMordhwaj Singh TomarNoch keine Bewertungen
- Bamboo Substitute FinalDokument60 SeitenBamboo Substitute FinalMordhwaj Singh TomarNoch keine Bewertungen
- DurgeshDokument1 SeiteDurgeshMordhwaj Singh TomarNoch keine Bewertungen
- Bamboo Substitute FinalDokument2 SeitenBamboo Substitute FinalMordhwaj Singh TomarNoch keine Bewertungen
- Curriculam-Vitae Gajendra Singh: Mob-8126868001,7983361919 Career ObjectiveDokument1 SeiteCurriculam-Vitae Gajendra Singh: Mob-8126868001,7983361919 Career ObjectiveMordhwaj Singh TomarNoch keine Bewertungen
- Resume Shobha Sharma: Career ObjectiveDokument1 SeiteResume Shobha Sharma: Career ObjectiveMordhwaj Singh TomarNoch keine Bewertungen
- Super: Surgmed Pvt. LTDDokument1 SeiteSuper: Surgmed Pvt. LTDMordhwaj Singh TomarNoch keine Bewertungen
- InterviweDokument12 SeitenInterviweMordhwaj Singh TomarNoch keine Bewertungen
- New ReportDokument153 SeitenNew ReportMordhwaj Singh TomarNoch keine Bewertungen
- Topic: Rheumatic Heart Disease: Subject:-Child Health NursingDokument1 SeiteTopic: Rheumatic Heart Disease: Subject:-Child Health NursingMordhwaj Singh TomarNoch keine Bewertungen
- Acme Life TechDokument1 SeiteAcme Life TechMordhwaj Singh TomarNoch keine Bewertungen
- Electronic Mart A Dissertation: Submitted in Partial Fulfillment of The Requirements of The Degree ofDokument8 SeitenElectronic Mart A Dissertation: Submitted in Partial Fulfillment of The Requirements of The Degree ofMordhwaj Singh TomarNoch keine Bewertungen
- Dau Dayal Institute of Vocational EducationDokument1 SeiteDau Dayal Institute of Vocational EducationMordhwaj Singh TomarNoch keine Bewertungen
- College of Business StudiesDokument2 SeitenCollege of Business StudiesMordhwaj Singh TomarNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cotton Trash ProjectDokument30 SeitenCotton Trash Projectapi-318706036Noch keine Bewertungen
- Methodology For Cast in Place Girder CastingDokument10 SeitenMethodology For Cast in Place Girder CastingHasnain Bukhari100% (2)
- 10 Most Common Chrome Plating ProblemsDokument3 Seiten10 Most Common Chrome Plating ProblemsRicardo GaringNoch keine Bewertungen
- Synthesis of 2C-B From Anise OilDokument1 SeiteSynthesis of 2C-B From Anise OilKrazYNinjA2010100% (2)
- Addis Ababa University Walk Up Dormitory Building Project ConstructionDokument21 SeitenAddis Ababa University Walk Up Dormitory Building Project ConstructiontofikkemalNoch keine Bewertungen
- Vinnapas Solid Resins Brochure 2016 - 7409 - ENDokument24 SeitenVinnapas Solid Resins Brochure 2016 - 7409 - ENJohnNoch keine Bewertungen
- Foldable Helmet Project ReportDokument43 SeitenFoldable Helmet Project ReportArnaz Asa Sholeh100% (2)
- Tekapur Cleaner enDokument2 SeitenTekapur Cleaner enEzeval GráficaNoch keine Bewertungen
- Windows Specification SheetDokument10 SeitenWindows Specification Sheetpraveen0907Noch keine Bewertungen
- Teroson RB 3203-EnDokument2 SeitenTeroson RB 3203-EnAlbNoch keine Bewertungen
- Magnelis Brochure enDokument8 SeitenMagnelis Brochure enorkunituNoch keine Bewertungen
- Blood ExaminationDokument5 SeitenBlood ExaminationDr Lalit Chandravanshi (SUSAH Associate Professor)Noch keine Bewertungen
- Plumbing Design and Estimates Fajardo 2nd EditionDokument175 SeitenPlumbing Design and Estimates Fajardo 2nd EditionLinette TolibasNoch keine Bewertungen
- Astm D 7957-17Dokument5 SeitenAstm D 7957-17ibrahim bohilal100% (3)
- Technical Specifications For Construction Tower Support 113-Shc-Ta-001 and 113-Sch-Ta-002 at The Coke Handling SystemDokument12 SeitenTechnical Specifications For Construction Tower Support 113-Shc-Ta-001 and 113-Sch-Ta-002 at The Coke Handling SystemAna RojasNoch keine Bewertungen
- Oils (AutoRecovered)Dokument15 SeitenOils (AutoRecovered)Real NanotechNoch keine Bewertungen
- Performance Series pH/ORP Sensors: Industrial Process Control & MonitoringDokument16 SeitenPerformance Series pH/ORP Sensors: Industrial Process Control & MonitoringalejgonzNoch keine Bewertungen
- Notes On Reinforce 00 in Di RichDokument66 SeitenNotes On Reinforce 00 in Di RichPedro SilvaNoch keine Bewertungen
- Nasco Company Profile PDFDokument1 SeiteNasco Company Profile PDFAayush TekriwalNoch keine Bewertungen
- Textile Dyeing Specialist Job Interview Questions and AnswersDokument7 SeitenTextile Dyeing Specialist Job Interview Questions and AnswersFarhan AriyanNoch keine Bewertungen
- Bronze Ball Valve 600 WOGDokument35 SeitenBronze Ball Valve 600 WOGCarlos Luis Esquerdo MarcanoNoch keine Bewertungen
- Conbextra GP 0419Dokument4 SeitenConbextra GP 0419Rabjan JaniNoch keine Bewertungen
- Zinc Acido MetricDokument35 SeitenZinc Acido MetricAlex AnayaNoch keine Bewertungen
- NO Nama Barang Satuan Jumlah Barang Harga (RP) Satuan JumlahDokument3 SeitenNO Nama Barang Satuan Jumlah Barang Harga (RP) Satuan JumlahMuh Faris HidayatullahNoch keine Bewertungen
- Rejection Analysis - in HouseDokument24 SeitenRejection Analysis - in Housesuresh kumar100% (1)
- Refractory & MaterialsDokument25 SeitenRefractory & MaterialsTaha KhanNoch keine Bewertungen
- Jindal Panther CRS TMT With Advantages Over FBEC TMTDokument8 SeitenJindal Panther CRS TMT With Advantages Over FBEC TMTanon_466684615Noch keine Bewertungen
- Aluminium PhosphateDokument3 SeitenAluminium PhosphateanoopstudieNoch keine Bewertungen
- 1 Sodium ChlorideDokument2 Seiten1 Sodium ChlorideManit ShahNoch keine Bewertungen
- EnduroShield For Solar PanelsDokument1 SeiteEnduroShield For Solar PanelsAli Shan SiddiquiNoch keine Bewertungen