Das könnte Ihnen auch gefallen
- DISCONTINUIDADESDokument184 SeitenDISCONTINUIDADESbarrancabermeja24Noch keine Bewertungen
- BorradorDokument10 SeitenBorradorRodmi Torres PeraltaNoch keine Bewertungen
- Planilla Identificacion de Valvulas PSV - 57481Dokument1 SeitePlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataNoch keine Bewertungen
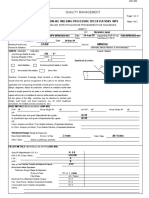
- Wps PQR API 1104Dokument18 SeitenWps PQR API 1104Manuel FARIAS IMANNoch keine Bewertungen
- 01a - Reporte de Analisis de Sales en El Abrasivo Por ConductividadDokument1 Seite01a - Reporte de Analisis de Sales en El Abrasivo Por ConductividadJhordann EspinozaNoch keine Bewertungen
- Emision de Procedimiento de Soldadura Wps para Tuberia de 6"Dokument7 SeitenEmision de Procedimiento de Soldadura Wps para Tuberia de 6"Melissa RodriguezNoch keine Bewertungen
- Msud Msud-501 TrabajofinalDokument3 SeitenMsud Msud-501 TrabajofinalLucy PerezNoch keine Bewertungen
- Sesion 03 - Aws D1.1 - Capitulo 6 - CalificacionDokument31 SeitenSesion 03 - Aws D1.1 - Capitulo 6 - CalificacionAlex Anaya MendozaNoch keine Bewertungen
- Reporte de Doblez INF - Wip-030-18Dokument1 SeiteReporte de Doblez INF - Wip-030-18Danfer De la CruzNoch keine Bewertungen
- Calificación de Procedimiento de SoldaduraDokument4 SeitenCalificación de Procedimiento de SoldaduraJorgeNoch keine Bewertungen
- Tr1 de Normas y Codigos Estructurales - AcostaDokument10 SeitenTr1 de Normas y Codigos Estructurales - AcostabocanegraculquitantealexanderjNoch keine Bewertungen
- SUMITEN780SDokument42 SeitenSUMITEN780SLuis Chiara LoayzaNoch keine Bewertungen
- Soldadura (3F)Dokument3 SeitenSoldadura (3F)Giovanni QC100% (1)
- Avance Del Foro Plasma 2Dokument2 SeitenAvance Del Foro Plasma 2delhuXD xNoch keine Bewertungen
- Wps BlancoDokument2 SeitenWps BlancoChristian GramNoch keine Bewertungen
- 112 Le301Dokument3 Seiten112 Le301david baldiviezoNoch keine Bewertungen
- Pro-Iindt-Utpa-05 Asme B31.1 B31.3 - 2021Dokument17 SeitenPro-Iindt-Utpa-05 Asme B31.1 B31.3 - 2021Carlos Montaño OrtizNoch keine Bewertungen
- WPS-PQR MPM Asme IX AlloyDokument2 SeitenWPS-PQR MPM Asme IX AlloyjvilloutaNoch keine Bewertungen
- SOLDADURAS DE LINEAS DE TUBERIAS A PRESI Ìn Y SISTEMAS DE TUBERIASDokument45 SeitenSOLDADURAS DE LINEAS DE TUBERIAS A PRESI Ìn Y SISTEMAS DE TUBERIASGonzalo Riera SalaNoch keine Bewertungen
- Cuadro Conclusiones SoldaduraDokument8 SeitenCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Calificacion 3GDokument2 SeitenCalificacion 3GAsd100% (1)
- BWPQ Jose SilvaDokument3 SeitenBWPQ Jose Silvajnu6mnju6njNoch keine Bewertungen
- Especificación de Procedimientos de Soldadura, WPS Según D1.1 AWS - 2010Dokument122 SeitenEspecificación de Procedimientos de Soldadura, WPS Según D1.1 AWS - 2010Eddie Palomino100% (1)
- Accesorios de Hierro DúctilDokument59 SeitenAccesorios de Hierro DúctilNorides ChiariNoch keine Bewertungen
- tr1 Esmerilado de TuberiasDokument4 Seitentr1 Esmerilado de Tuberiasjhon aguilar hidalgoNoch keine Bewertungen
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDokument9 Seiten29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosNoch keine Bewertungen
- API 1104 Complementario 5Dokument10 SeitenAPI 1104 Complementario 5petreNoch keine Bewertungen
- PR-OP-006 (Corte y Biselado de Tuberias)Dokument7 SeitenPR-OP-006 (Corte y Biselado de Tuberias)Oswaldo Omar Lamas RiosNoch keine Bewertungen
- Qué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWDokument1 SeiteQué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWRodmi Torres Peralta50% (2)
- Defectos PinturaDokument3 SeitenDefectos PinturaJANO100% (2)
- NPS 12 SCH 80 Liz CarlaDokument1 SeiteNPS 12 SCH 80 Liz CarlaLizmaira Yineth Arenas MonteroNoch keine Bewertungen
- Descripcion de Las NormasDokument8 SeitenDescripcion de Las NormasAlex Dela CruzNoch keine Bewertungen
- Wps 1-2Dokument2 SeitenWps 1-2Christian GramNoch keine Bewertungen
- Criterio de Aceptacion ASME B31 3Dokument1 SeiteCriterio de Aceptacion ASME B31 3japeleNoch keine Bewertungen
- Especificación Del WPSDokument4 SeitenEspecificación Del WPSJuan ChapacaNoch keine Bewertungen
- Cómo Calcular El Consumo de La SoldaduraDokument3 SeitenCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasNoch keine Bewertungen
- Definición de WPS PQR y WPQDokument3 SeitenDefinición de WPS PQR y WPQIvan PiandaNoch keine Bewertungen
- Informe de Inspeccion Interna de Tratador Electroestatico Bateria Cocorna Teca PDFDokument39 SeitenInforme de Inspeccion Interna de Tratador Electroestatico Bateria Cocorna Teca PDFVanessa AlfaroNoch keine Bewertungen
- PQR UnimetDokument7 SeitenPQR UnimetCarlos Lluen AquinoNoch keine Bewertungen
- CURSO VT - 02 SoldadurasDokument16 SeitenCURSO VT - 02 SoldadurasJohana BarreraNoch keine Bewertungen
- 2) Procedimiento de Alineacion y Soldadura para AccesoriosDokument13 Seiten2) Procedimiento de Alineacion y Soldadura para AccesoriosPedrito PerezNoch keine Bewertungen
- Defectologia 1Dokument11 SeitenDefectologia 1Bryan BritoNoch keine Bewertungen
- PQR HojaDokument2 SeitenPQR Hojacarlos caiza100% (1)
- Criterios de Aceptacion API 1104Dokument1 SeiteCriterios de Aceptacion API 1104Anthony PozoNoch keine Bewertungen
- Como Soldar Bridads SliponDokument5 SeitenComo Soldar Bridads SliponAlexandro Jaimes MoralesNoch keine Bewertungen
- Inspeccion de Soldadura Por Liquidos PenetrantesDokument21 SeitenInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasNoch keine Bewertungen
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDokument33 SeitenSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- Aplicación de RecubrimientosDokument30 SeitenAplicación de RecubrimientosCristhian Mamani RuizNoch keine Bewertungen
- Reporte - Macroataque Vasconia-CIB PDFDokument1 SeiteReporte - Macroataque Vasconia-CIB PDFOscar Iván Duque DíazNoch keine Bewertungen
- Examen AsmeDokument12 SeitenExamen AsmeAndrea FPresaNoch keine Bewertungen
- Fcaw TR1Dokument10 SeitenFcaw TR1takeo Ramos chaconNoch keine Bewertungen
- Wps y PQRDokument1 SeiteWps y PQRthiagioINoch keine Bewertungen
- Formato de Calificación de Soldadura Qw-42Dokument2 SeitenFormato de Calificación de Soldadura Qw-42ivanbfNoch keine Bewertungen
- WPS 12mmDokument2 SeitenWPS 12mmTonyRiverosBecerraNoch keine Bewertungen
- Des en SoldaduraDokument184 SeitenDes en Soldadurajuantamayos100% (5)
- Inspección Visual Soldadura Rev. 0Dokument7 SeitenInspección Visual Soldadura Rev. 0yahirrocagalindoNoch keine Bewertungen
- Mrincono Defectos3Dokument87 SeitenMrincono Defectos3PauNoch keine Bewertungen
- Charla Tecnica de SoldaduraDokument92 SeitenCharla Tecnica de SoldaduralucianaNoch keine Bewertungen
- ProbetasDokument9 SeitenProbetasTravis Moon100% (1)
- 9 PresentacionDokument19 Seiten9 PresentacionclnNoch keine Bewertungen
- FODADokument1 SeiteFODAdavidrussovNoch keine Bewertungen
- Videos de Métodos y Tiempos para Guardar en DRIVEDokument1 SeiteVideos de Métodos y Tiempos para Guardar en DRIVEdavidrussovNoch keine Bewertungen
- Ensayo Critico Sobre La Teoria de JuegosDokument4 SeitenEnsayo Critico Sobre La Teoria de JuegosdavidrussovNoch keine Bewertungen
- Anexo2 - Informe de Desempeno LaboralDokument2 SeitenAnexo2 - Informe de Desempeno LaboraldavidrussovNoch keine Bewertungen
- Prueba de Ortografia CamiloDokument1 SeitePrueba de Ortografia CamilodavidrussovNoch keine Bewertungen
- Ejercicio 1Dokument1 SeiteEjercicio 1davidrussovNoch keine Bewertungen
- Diagnóstico Interno CdeDokument51 SeitenDiagnóstico Interno CdedavidrussovNoch keine Bewertungen
- Taller 6.analisis InternoDokument1 SeiteTaller 6.analisis InternodavidrussovNoch keine Bewertungen
- 1.12 Política de Seguridad InformáticaDokument21 Seiten1.12 Política de Seguridad InformáticadavidrussovNoch keine Bewertungen
- 1.9 - Marco Legal Serv Publicos Dom - Syllabus - AjustadoDokument2 Seiten1.9 - Marco Legal Serv Publicos Dom - Syllabus - AjustadodavidrussovNoch keine Bewertungen
- 3.1 Mercado de EnergiaDokument16 Seiten3.1 Mercado de EnergiadavidrussovNoch keine Bewertungen
- 3.36 - Consumo KW GeneralidadesDokument3 Seiten3.36 - Consumo KW GeneralidadesdavidrussovNoch keine Bewertungen
- 3.35 - Recaudo Servicio ElectricoDokument2 Seiten3.35 - Recaudo Servicio ElectricodavidrussovNoch keine Bewertungen
- 1.9 Marco Legal Serv Publicos - Rev - 16-Jul-2017 - AjustadoDokument19 Seiten1.9 Marco Legal Serv Publicos - Rev - 16-Jul-2017 - AjustadodavidrussovNoch keine Bewertungen
- Situación: Cliente Requiere Respuesta A Una Solicitud Presentada Previamente y No Se TieneDokument2 SeitenSituación: Cliente Requiere Respuesta A Una Solicitud Presentada Previamente y No Se TienedavidrussovNoch keine Bewertungen
- ACTIVIDAD No 2 DIAGNOSTICO ORGANIZACIONALDokument5 SeitenACTIVIDAD No 2 DIAGNOSTICO ORGANIZACIONALdavidrussovNoch keine Bewertungen
- Situación: Cliente Solicita Escalamiento de La Llamada.: Estándar de Servicio Atención No Presencial - No. 8Dokument2 SeitenSituación: Cliente Solicita Escalamiento de La Llamada.: Estándar de Servicio Atención No Presencial - No. 8davidrussovNoch keine Bewertungen
- 3.1 - Mercado de La Energia - SyllabusDokument2 Seiten3.1 - Mercado de La Energia - SyllabusdavidrussovNoch keine Bewertungen
- Situación: Desborde de Comentarios Por Redes Sociales: Estándar de Servicio Atención No Presencial - No. 7Dokument3 SeitenSituación: Desborde de Comentarios Por Redes Sociales: Estándar de Servicio Atención No Presencial - No. 7davidrussovNoch keine Bewertungen
- Situación: El Cliente Realiza Un Requerimiento y El Asesor Tiene Dudas Sobre El Trámite, Proceso e Información Que Se Debe DarDokument1 SeiteSituación: El Cliente Realiza Un Requerimiento y El Asesor Tiene Dudas Sobre El Trámite, Proceso e Información Que Se Debe DardavidrussovNoch keine Bewertungen
- ACTIVIDAD No 4 EQUIPOS DE GESTIÓN DE PROYECTOS DE TECNOLOGÍA CEMENTOS ARGOSDokument7 SeitenACTIVIDAD No 4 EQUIPOS DE GESTIÓN DE PROYECTOS DE TECNOLOGÍA CEMENTOS ARGOSdavidrussovNoch keine Bewertungen
- Transformación Digital Grupo NutresaDokument16 SeitenTransformación Digital Grupo NutresadavidrussovNoch keine Bewertungen
- Actividad No 4 Equipos de Gestión de Proyectos de TecnologíaDokument5 SeitenActividad No 4 Equipos de Gestión de Proyectos de TecnologíadavidrussovNoch keine Bewertungen
- Transformación Digital Grupo NutresaDokument16 SeitenTransformación Digital Grupo NutresadavidrussovNoch keine Bewertungen
- ACTIVIDAD No 3 TRABAJO REMOTO EN UN ECOSISTEMA DIGITALDokument4 SeitenACTIVIDAD No 3 TRABAJO REMOTO EN UN ECOSISTEMA DIGITALdavidrussovNoch keine Bewertungen
- Actividad No 3 Trabajo Remoto en Un Ecosistema DigitalDokument4 SeitenActividad No 3 Trabajo Remoto en Un Ecosistema DigitaldavidrussovNoch keine Bewertungen
- ACTIVIDAD No 4 EQUIPOS DE GESTIÓN DE PROYECTOS DE TECNOLOGÍA CEMENTOS ARGOSDokument7 SeitenACTIVIDAD No 4 EQUIPOS DE GESTIÓN DE PROYECTOS DE TECNOLOGÍA CEMENTOS ARGOSdavidrussovNoch keine Bewertungen
- Actividad No 4 Equipos de Gestión de Proyectos de TecnologíaDokument5 SeitenActividad No 4 Equipos de Gestión de Proyectos de TecnologíadavidrussovNoch keine Bewertungen
- Trabajo Contrato Laboral 1 y 2Dokument28 SeitenTrabajo Contrato Laboral 1 y 2davidrussovNoch keine Bewertungen
- Trabajo PracticaDokument32 SeitenTrabajo PracticadavidrussovNoch keine Bewertungen
- Guia Elaion Linea NuevaDokument8 SeitenGuia Elaion Linea NuevaHumicarwash Lavadero-lubricentroNoch keine Bewertungen
- Autofacil 09 2016Dokument180 SeitenAutofacil 09 2016proybandNoch keine Bewertungen
- Clase 1Dokument61 SeitenClase 1Daniela Jibaja MechatoNoch keine Bewertungen
- Estrategia Sanitaria de Salud BucalDokument4 SeitenEstrategia Sanitaria de Salud BucalFrandy M. CastañedaNoch keine Bewertungen
- Dictamen HTTDKDDD (Autoguardado)Dokument7 SeitenDictamen HTTDKDDD (Autoguardado)Michelle LagunaNoch keine Bewertungen
- Aparato Digestivo de Los Vertebrados HerbívorosDokument2 SeitenAparato Digestivo de Los Vertebrados HerbívorosMrHawarnetNoch keine Bewertungen
- "Entremuros, - Las Prisiones en La Transacción Democrática-" de Xavier Cañadas GascónDokument156 Seiten"Entremuros, - Las Prisiones en La Transacción Democrática-" de Xavier Cañadas GascónLibertaria Práxedis GuerreroNoch keine Bewertungen
- Manual-Balanza Estacionaria de Control de PesoDokument9 SeitenManual-Balanza Estacionaria de Control de PesoJosé SandovalNoch keine Bewertungen
- Ricoleto BerocayDokument32 SeitenRicoleto BerocaymaestranattyNoch keine Bewertungen
- Aspectos Generales en Alimentación y Nutrición PDFDokument21 SeitenAspectos Generales en Alimentación y Nutrición PDFGianfranco SalazarNoch keine Bewertungen
- EQ.I.45.COL Instructivo Administracion LabDokument7 SeitenEQ.I.45.COL Instructivo Administracion LabRene ParedesNoch keine Bewertungen
- ?3º ZANY MAYO Plan 21-22Dokument87 Seiten?3º ZANY MAYO Plan 21-22Sandyux GalvezNoch keine Bewertungen
- Mitos y Ritos de VeterinariaDokument14 SeitenMitos y Ritos de VeterinariaViviana MoraNoch keine Bewertungen
- ResumenDokument3 SeitenResumenWidelmy CaracasNoch keine Bewertungen
- SilosDokument3 SeitenSilosrjdgNoch keine Bewertungen
- Ficha Tecnica de Identificacion de Trastornos 6Dokument2 SeitenFicha Tecnica de Identificacion de Trastornos 6Estefany SánchezNoch keine Bewertungen
- Colapso Del Edificio SPACEDokument2 SeitenColapso Del Edificio SPACEjavier becerraNoch keine Bewertungen
- CampanaUT VF60 80 90 INOX 2M Manual 1Dokument2 SeitenCampanaUT VF60 80 90 INOX 2M Manual 1Rodrigo RNoch keine Bewertungen
- Canals VidalDokument7 SeitenCanals VidalDavid AgustínNoch keine Bewertungen
- Practica Laboratorio #5 Condensadores Electricos Parte 2Dokument11 SeitenPractica Laboratorio #5 Condensadores Electricos Parte 2Joel Yupanqui CastroNoch keine Bewertungen
- Drenaje de Suelos y Estructuras Con El Filtro PAVITEX Ver1Dokument57 SeitenDrenaje de Suelos y Estructuras Con El Filtro PAVITEX Ver1ginna_76Noch keine Bewertungen
- Organigrama 2022Dokument1 SeiteOrganigrama 2022Claudio Andres Gonzalez SaldiasNoch keine Bewertungen
- CoB - SANGRE EN LAS CALLESDokument20 SeitenCoB - SANGRE EN LAS CALLESSergio Mesa MedinaNoch keine Bewertungen
- Cadena Agroalimentaria de BananoDokument63 SeitenCadena Agroalimentaria de BananoMargarita Baena50% (2)
- Patologias de La PlacentaDokument5 SeitenPatologias de La PlacentaSol Gonzalez100% (1)
- Perls Hefferline y Goodman - Excitacion y Crecimiento de La Personalidad Humana - CompletoDokument586 SeitenPerls Hefferline y Goodman - Excitacion y Crecimiento de La Personalidad Humana - CompletoVelse Maria Leon100% (8)
- Farmacotecnia Desarrollo Actividad 2Dokument8 SeitenFarmacotecnia Desarrollo Actividad 2dayanaNoch keine Bewertungen
- Eval MS Word 02 - Origenes de Los VolcanesDokument13 SeitenEval MS Word 02 - Origenes de Los VolcanesVelindaHuamanCCalsinaNoch keine Bewertungen
- Necesidad Del Grado de Real Arco para El Maestro MasónDokument5 SeitenNecesidad Del Grado de Real Arco para El Maestro Masóncarneirojimenez67% (3)
- Ansiedad, Depresión y Regulación EmocionalDokument6 SeitenAnsiedad, Depresión y Regulación EmocionalDaniela VillamarNoch keine Bewertungen