Das könnte Ihnen auch gefallen
- Marco TeoricoDokument25 SeitenMarco Teoriconayeli garcia100% (3)
- Actividad 1 Sesión 1Dokument2 SeitenActividad 1 Sesión 1Leticia GarciaNoch keine Bewertungen
- Libro de Produccion-1Dokument148 SeitenLibro de Produccion-1marielaNoch keine Bewertungen
- Contrato de Locacion de Servicios Profesionales ZEUSDokument4 SeitenContrato de Locacion de Servicios Profesionales ZEUSIvan Mamani Merma0% (1)
- La Luna Por Veinte Dólares, Hernán CasciariDokument2 SeitenLa Luna Por Veinte Dólares, Hernán CasciariNatalia Nicoletti100% (1)
- Qué Cambios Promueve La Educación Inclusiva en El Personal DocenteDokument9 SeitenQué Cambios Promueve La Educación Inclusiva en El Personal DocenteAnahi HernandezNoch keine Bewertungen
- Artículo Prod TextosDokument2 SeitenArtículo Prod TextosSebastian SanchezNoch keine Bewertungen
- La Cédula Ampliada Al 150% - Blogs El EspectadorDokument10 SeitenLa Cédula Ampliada Al 150% - Blogs El EspectadorSebastian Sanchez0% (1)
- Taller 2 IND PDFDokument17 SeitenTaller 2 IND PDFSebastian SanchezNoch keine Bewertungen
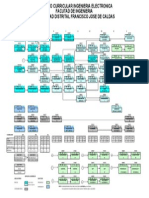
- Pensum 2007-III Horas ElectrónicaDokument1 SeitePensum 2007-III Horas ElectrónicaHugo GonzalezNoch keine Bewertungen
- Apn Android PDFDokument2 SeitenApn Android PDFSebastian SanchezNoch keine Bewertungen
- Guia Laboratorio4 SistEmbI2018IIIDokument3 SeitenGuia Laboratorio4 SistEmbI2018IIISebastian SanchezNoch keine Bewertungen
- El Malestar de La CulturaDokument2 SeitenEl Malestar de La CulturaSebastian SanchezNoch keine Bewertungen
- El Malestar de La CulturaDokument2 SeitenEl Malestar de La CulturaSebastian SanchezNoch keine Bewertungen
- Ensayo Elogio A La LocuraDokument2 SeitenEnsayo Elogio A La LocuraSebastian SanchezNoch keine Bewertungen
- Solucion Parcial 20 1 1Dokument10 SeitenSolucion Parcial 20 1 1Sebastian SanchezNoch keine Bewertungen
- Formas de Ganar Con Gia LiveDokument18 SeitenFormas de Ganar Con Gia LiveVeronica Moncada GuerreroNoch keine Bewertungen
- Actividad Lúdica Proceso Estratégico IIDokument3 SeitenActividad Lúdica Proceso Estratégico IIGust CéspedesNoch keine Bewertungen
- Las Briofitas y Las TraqueofitasDokument4 SeitenLas Briofitas y Las TraqueofitasCasimiro Luengo50% (2)
- Modelo de Gestion MiaffDokument39 SeitenModelo de Gestion Miaffjose saavedraNoch keine Bewertungen
- ETSIAE RMyE 1516 RM P19-P30Dokument8 SeitenETSIAE RMyE 1516 RM P19-P30ShalafichgNoch keine Bewertungen
- Nimbiol 0.1 Ce-Hoja SeguridadDokument4 SeitenNimbiol 0.1 Ce-Hoja SeguridadFarro Torres Helsin100% (1)
- Quiz Oferta y DemandaDokument26 SeitenQuiz Oferta y DemandaJUAN JOSE SALAZAR GRISALESNoch keine Bewertungen
- Taller1 2020-2Dokument7 SeitenTaller1 2020-2Jose DanielNoch keine Bewertungen
- Aca 1 - Contabilidad GubernamentalDokument5 SeitenAca 1 - Contabilidad GubernamentalWilliam Alexander HernandezNoch keine Bewertungen
- Plan Orden y LimpiezaDokument13 SeitenPlan Orden y LimpiezaAngela SalazarNoch keine Bewertungen
- I Unidad Modulo 2Dokument12 SeitenI Unidad Modulo 2Nivardo romero huaytaNoch keine Bewertungen
- Sesion de Matematica Primer GradoDokument6 SeitenSesion de Matematica Primer GradomiluskaNoch keine Bewertungen
- Scamper Helen TorresDokument4 SeitenScamper Helen TorresHELEN DAHIAN TORRES GETIALNoch keine Bewertungen
- Guia de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 2 - Ponencia Avance 1 - Sentidos de La Experiencia y Relación Entre ActoresDokument7 SeitenGuia de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 2 - Ponencia Avance 1 - Sentidos de La Experiencia y Relación Entre ActoresClaudia GarcesNoch keine Bewertungen
- CarbohidratosDokument7 SeitenCarbohidratosAntonio JiménezNoch keine Bewertungen
- Consulta PreviaDokument14 SeitenConsulta PreviaJoséLuisPinaresNoch keine Bewertungen
- Lasko 5620LowProfileHeaterDokument4 SeitenLasko 5620LowProfileHeaterdnaincNoch keine Bewertungen
- Para Mapa MentalDokument4 SeitenPara Mapa MentalTahgNoch keine Bewertungen
- Coeficiente de VariaciónDokument3 SeitenCoeficiente de VariaciónRafael PalaciosNoch keine Bewertungen
- Civil 3D 2012 - BasicoDokument2 SeitenCivil 3D 2012 - BasicoxxaceonexxNoch keine Bewertungen
- Historia de La Construcción A Través de Las Diferentes Etapas de La HumanidadDokument2 SeitenHistoria de La Construcción A Través de Las Diferentes Etapas de La HumanidadPedro M.Noch keine Bewertungen
- Práctica IDokument5 SeitenPráctica Itomas dali villena andradeNoch keine Bewertungen
- Los Muleros. Cometen Estafa o Blanqueo de CapitalesDokument3 SeitenLos Muleros. Cometen Estafa o Blanqueo de CapitalesDaniel RecraNoch keine Bewertungen
- Guia de Usuario - UPSDokument1 SeiteGuia de Usuario - UPSjulito2809Noch keine Bewertungen