Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Shaft/Coupling Alignment Data Sheet: Equipment (Check One) : Main Hoist Drive Aux Hoist Drive OtherDokument2 SeitenShaft/Coupling Alignment Data Sheet: Equipment (Check One) : Main Hoist Drive Aux Hoist Drive OtherBrad BorgesNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- WPS Guides For Plug and Slot WeldsDokument4 SeitenWPS Guides For Plug and Slot WeldsBrad BorgesNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Vibration Mounts - Bumper Technical InformationDokument9 SeitenVibration Mounts - Bumper Technical InformationBrad BorgesNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Structural Steel Det Train ManualDokument100 SeitenStructural Steel Det Train Manualsuperpiojo86% (22)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Louden Catalog Dec 10Dokument1 SeiteLouden Catalog Dec 10Brad BorgesNoch keine Bewertungen
- Nucor Type III Structural FastenersDokument2 SeitenNucor Type III Structural FastenersBrad BorgesNoch keine Bewertungen
- Operation, Service AND Parts Manual: Single and Double Girder Top Running Bridges With Individual Motor Driven TrucksDokument20 SeitenOperation, Service AND Parts Manual: Single and Double Girder Top Running Bridges With Individual Motor Driven TrucksBrad BorgesNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Ansi A-1264-1 2007Dokument31 SeitenAnsi A-1264-1 2007Yimmy Moreno100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- DTI Installation Instructions PDFDokument3 SeitenDTI Installation Instructions PDFBrad BorgesNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- ACCOLIFT - ELECTRIC CHAIN HOIST - CatalogDokument16 SeitenACCOLIFT - ELECTRIC CHAIN HOIST - CatalogBrad BorgesNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Irizar Technical Brochure PDFDokument84 SeitenIrizar Technical Brochure PDFBrad BorgesNoch keine Bewertungen
- Wi Dot-Bridge Manual PDFDokument54 SeitenWi Dot-Bridge Manual PDFBrad BorgesNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Astm A193Dokument12 SeitenAstm A193Brad BorgesNoch keine Bewertungen
- Wampfler-US Load Diagrams Program 0170 Rubber BumpersDokument14 SeitenWampfler-US Load Diagrams Program 0170 Rubber BumpersBrad BorgesNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Falk Couplings Installation and Removal ManualDokument6 SeitenFalk Couplings Installation and Removal ManualBrad BorgesNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Nord Shaft Fixing Kit Bim1002 - UsDokument2 SeitenNord Shaft Fixing Kit Bim1002 - UsBrad BorgesNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- ASME Y14.24-2012 - Types and Applications of Engineering Drawings (2012)Dokument12 SeitenASME Y14.24-2012 - Types and Applications of Engineering Drawings (2012)lakshmichandranath889Noch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Complying With DO-178C and DO-331 Using Model-Based Design - 74250 - Paper Number 12AEAS-0090-FinalwebDokument7 SeitenComplying With DO-178C and DO-331 Using Model-Based Design - 74250 - Paper Number 12AEAS-0090-FinalwebsilenceNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 05 01 00 inDokument24 Seiten05 01 00 inMarco Antonio PrietoNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- JBLADE v17Dokument14 SeitenJBLADE v17Alvin AnthonyNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Data SheetDokument116 SeitenData Sheetno nameejjNoch keine Bewertungen
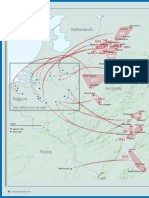
- Defeating Bodenplatte Britain - at - War - 2019-12Dokument11 SeitenDefeating Bodenplatte Britain - at - War - 2019-12Juan Pablo Rossi CabralesNoch keine Bewertungen
- Silo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight CurvaturesDokument2 SeitenSilo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight Curvaturesseeralan_1986Noch keine Bewertungen
- VIDPDokument106 SeitenVIDPHarshpreet Singh SahniNoch keine Bewertungen
- Agk Full PDFDokument346 SeitenAgk Full PDFSabik Rahim100% (1)
- Plano Hidráulico Cargador 988GDokument13 SeitenPlano Hidráulico Cargador 988Ggerardo100% (1)
- Ano91 0007Dokument17 SeitenAno91 0007saviNoch keine Bewertungen
- Vulnerability of Spaceport Construction in Biak IslandDokument7 SeitenVulnerability of Spaceport Construction in Biak IslandInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Engine Leasing and MaintenanceDokument5 SeitenEngine Leasing and MaintenancesmNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Bill Bryson One SummerDokument26 SeitenBill Bryson One SummerRandom House of Canada100% (2)
- Enersys Hawker Maintenance Free Sealed Lead Acid Range June-2012 Version1 en v4 SINGLE PAGES Low ResDokument6 SeitenEnersys Hawker Maintenance Free Sealed Lead Acid Range June-2012 Version1 en v4 SINGLE PAGES Low ResjokotsNoch keine Bewertungen
- CAT35002 TechManual Errata 2.1Dokument40 SeitenCAT35002 TechManual Errata 2.1adlard_matthew100% (2)
- AW139 Training Notes b2Dokument1.958 SeitenAW139 Training Notes b2pbubs94% (34)
- Weld QualificationDokument16 SeitenWeld QualificationAnonymous LFgO4WbIDNoch keine Bewertungen
- 2015 Cor Released713Dokument50 Seiten2015 Cor Released713Jennifer Marie AlmueteNoch keine Bewertungen
- DA42 NG Checklist Edit17 4 A4Dokument33 SeitenDA42 NG Checklist Edit17 4 A4NetRobo Rood100% (1)
- Steel DesignDokument5 SeitenSteel DesignJunar AmaroNoch keine Bewertungen
- Che 321 Lecture Note PDFDokument78 SeitenChe 321 Lecture Note PDFChigozie Francolins UzohNoch keine Bewertungen
- The Basics of Valvetrain TechnologyDokument9 SeitenThe Basics of Valvetrain TechnologyChristina SchultzNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Registro A Reo Nacional - 10.08Dokument6 SeitenRegistro A Reo Nacional - 10.08api-19467757Noch keine Bewertungen
- Nose Wheel Tire, Tube C208Dokument2 SeitenNose Wheel Tire, Tube C208lahiru0615Noch keine Bewertungen
- CATIA - Composite Engineering (CPE)Dokument4 SeitenCATIA - Composite Engineering (CPE)saqibcatiaNoch keine Bewertungen
- HMC-YME-PNG Quotation Template Mapping 200330Dokument6 SeitenHMC-YME-PNG Quotation Template Mapping 200330Hendra SumarjaNoch keine Bewertungen
- Icao Doc 7192 An857 Part d3Dokument116 SeitenIcao Doc 7192 An857 Part d3Santiago HidalgoNoch keine Bewertungen
- Unit 3: Exercise 1Dokument14 SeitenUnit 3: Exercise 1Bơ’s FamNoch keine Bewertungen
- Mach Number and Airspeed Vs AltitudeDokument3 SeitenMach Number and Airspeed Vs AltitudeDurbha RaviNoch keine Bewertungen