Das könnte Ihnen auch gefallen
- Experimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsDokument9 SeitenExperimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsArukana KotoNoch keine Bewertungen
- Formability Analysis For Trapezoidal Cup Forming UDokument7 SeitenFormability Analysis For Trapezoidal Cup Forming UJayesh ChopadeNoch keine Bewertungen
- Optimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsDokument6 SeitenOptimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsRaghu VenkatNoch keine Bewertungen
- Analysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodDokument5 SeitenAnalysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodIzzah HzmhNoch keine Bewertungen
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationDokument9 SeitenDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminNoch keine Bewertungen
- Analysis and Validation of Gravity Die Casting ProcessDokument7 SeitenAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Process Information Model For Sheet Metal OperationsDokument10 SeitenProcess Information Model For Sheet Metal OperationsgcldesignNoch keine Bewertungen
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDokument6 SeitenOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- State of Cold Forging Technology in Global Competition - Net Shape PDFDokument20 SeitenState of Cold Forging Technology in Global Competition - Net Shape PDFMustafa Mert SAMLINoch keine Bewertungen
- A Review Paper On FEA Application For Sheet Metal Forming AnalysisDokument8 SeitenA Review Paper On FEA Application For Sheet Metal Forming AnalysisSagar PajankarNoch keine Bewertungen
- Proc Ese 1233Dokument4 SeitenProc Ese 1233Carlos ArenasNoch keine Bewertungen
- AM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193Dokument8 SeitenAM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193markvanderstaay70Noch keine Bewertungen
- Procast 2009 Steel ExampleDokument11 SeitenProcast 2009 Steel ExampleKimberly KingNoch keine Bewertungen
- Billet Optimization For Steering Knuckle Using Taguchi MethodologyDokument5 SeitenBillet Optimization For Steering Knuckle Using Taguchi MethodologyAnonymous ijGnA6CWEaNoch keine Bewertungen
- Ijmet 06 12 002Dokument9 SeitenIjmet 06 12 002subramanianNoch keine Bewertungen
- NCD IcaestDokument6 SeitenNCD IcaestNaresh DeshpandeNoch keine Bewertungen
- Ijramt 2 4 52Dokument8 SeitenIjramt 2 4 52arjun.recordsNoch keine Bewertungen
- Optimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodDokument6 SeitenOptimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodpunggawaNoch keine Bewertungen
- Productionofnylon - 2Dokument15 SeitenProductionofnylon - 2IAEME PublicationNoch keine Bewertungen
- Sahu 2013Dokument16 SeitenSahu 2013avt01Noch keine Bewertungen
- Effect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8Dokument5 SeitenEffect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8PranowoNoch keine Bewertungen
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmDokument6 SeitenOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicNoch keine Bewertungen
- CNC Machining Optimization of Alloy Steel 4130Dokument10 SeitenCNC Machining Optimization of Alloy Steel 4130H NiceNoch keine Bewertungen
- A Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsDokument11 SeitenA Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsVikram KedambadiNoch keine Bewertungen
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewDokument15 SeitenRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753Noch keine Bewertungen
- Optimizing Surface Roughness in Turning Using Taguchi TechniqueDokument7 SeitenOptimizing Surface Roughness in Turning Using Taguchi Techniquekarpaga raj aNoch keine Bewertungen
- 23 Ijsrr D 2178.f PDFDokument13 Seiten23 Ijsrr D 2178.f PDFPrashanth GanjiNoch keine Bewertungen
- Ijmer 46064551 PDFDokument7 SeitenIjmer 46064551 PDFIJMERNoch keine Bewertungen
- Parameter Optimization For Surface Roughness and Wall Thickness On AA5052 Aluminium Alloy by Incremental Forming Using Response Surface MethodologyDokument10 SeitenParameter Optimization For Surface Roughness and Wall Thickness On AA5052 Aluminium Alloy by Incremental Forming Using Response Surface MethodologyBanuNoch keine Bewertungen
- Aluminium Alloy GDC & ProblemsDokument11 SeitenAluminium Alloy GDC & ProblemsN.B.PNoch keine Bewertungen
- v61 124 PDFDokument5 Seitenv61 124 PDFAnya CooperNoch keine Bewertungen
- 2014-Sreenu-Extraction of Process Parameters From A Sheet Metal Part ModelDokument7 Seiten2014-Sreenu-Extraction of Process Parameters From A Sheet Metal Part ModelsachinkashidNoch keine Bewertungen
- Preliminary Study On Rapid Prototyping TechnologyDokument11 SeitenPreliminary Study On Rapid Prototyping Technology开始关心你Noch keine Bewertungen
- Parametric Process Optimization To Improve The Accuracy of Rapid Prototyped Stereolithography PartsDokument23 SeitenParametric Process Optimization To Improve The Accuracy of Rapid Prototyped Stereolithography Partsasdada1428Noch keine Bewertungen
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDokument14 SeitenDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNoch keine Bewertungen
- Forming Simulation and Die Design in Sheet Metal FormingDokument8 SeitenForming Simulation and Die Design in Sheet Metal FormingALBERTUS DENoch keine Bewertungen
- Graexmple PDFDokument10 SeitenGraexmple PDFMitPatelNoch keine Bewertungen
- Prediction of Delamination in End Milling of GFRP Using ANSYSDokument8 SeitenPrediction of Delamination in End Milling of GFRP Using ANSYSVinicius PetrucciNoch keine Bewertungen
- Optimization of Die Design for Forging Turbocharger and Ring Gear PartsDokument17 SeitenOptimization of Die Design for Forging Turbocharger and Ring Gear PartsAbuabdullahZakiNoch keine Bewertungen
- Catia v5 Sheet Metal DesignDokument6 SeitenCatia v5 Sheet Metal DesignirfaniumNoch keine Bewertungen
- Taguchi MethodDokument7 SeitenTaguchi MethodRITIK YADAVNoch keine Bewertungen
- Optimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueDokument11 SeitenOptimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueIJMERNoch keine Bewertungen
- An experimental investigation on surface quality and dimensional accuracy of FDM componentsDokument7 SeitenAn experimental investigation on surface quality and dimensional accuracy of FDM componentsnewkid2202Noch keine Bewertungen
- Fmea of Sheet Metal ComponentsDokument10 SeitenFmea of Sheet Metal Componentsvkms100% (2)
- 2 MankovaDokument4 Seiten2 MankovaBehailu FelekeNoch keine Bewertungen
- Numerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsDokument7 SeitenNumerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsØussama BoutebelNoch keine Bewertungen
- Clinching Simulation IIIDokument4 SeitenClinching Simulation IIIMatteoNoch keine Bewertungen
- Optimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsDokument7 SeitenOptimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsRishi PrakeshNoch keine Bewertungen
- The Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFDokument6 SeitenThe Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFSantiago EscobarNoch keine Bewertungen
- Surface Roughness Optimization in Al Alloy TurningDokument4 SeitenSurface Roughness Optimization in Al Alloy TurningBaju BawonoNoch keine Bewertungen
- Experimental Investigation and Process Parameter Optimization On En353 With PCBN InsertsDokument7 SeitenExperimental Investigation and Process Parameter Optimization On En353 With PCBN Insertssenthil kumarNoch keine Bewertungen
- Optimized Prediction and Modeling Under End Milling Machining by ANOVA and Artificial Neural NetworkDokument9 SeitenOptimized Prediction and Modeling Under End Milling Machining by ANOVA and Artificial Neural NetworkChoy Hau YanNoch keine Bewertungen
- 3D FEM Analysis of Cutting ProcessesDokument6 Seiten3D FEM Analysis of Cutting ProcessesbbsampleNoch keine Bewertungen
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDokument10 SeitenOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNoch keine Bewertungen
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDokument20 SeitenReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaNoch keine Bewertungen
- Che Do Cat1Dokument7 SeitenChe Do Cat1Giang Hoai VuNoch keine Bewertungen
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementVon EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNoch keine Bewertungen
- Advantages of StudyDokument1 SeiteAdvantages of StudyJayesh ChopadeNoch keine Bewertungen
- Study of Composite Materials at Micro and Macro LevelsDokument1 SeiteStudy of Composite Materials at Micro and Macro LevelsJayesh ChopadeNoch keine Bewertungen
- A Comparison of Recent Damage and Failure Models For Steel Materials in Crashworthiness Application in Ls-DynaDokument39 SeitenA Comparison of Recent Damage and Failure Models For Steel Materials in Crashworthiness Application in Ls-DynaJayesh ChopadeNoch keine Bewertungen
- NOTESDokument1 SeiteNOTESJayesh ChopadeNoch keine Bewertungen
- 53Dokument5 Seiten53UNsha bee komNoch keine Bewertungen
- 2019-11-26 - Divya Marathi E-Paper, Bhusawal, E-Paper, Bhusawal e Paper, e Newspaper Bhusawal, Bhusawal e Paper, Bhusawal EpaperDokument3 Seiten2019-11-26 - Divya Marathi E-Paper, Bhusawal, E-Paper, Bhusawal e Paper, e Newspaper Bhusawal, Bhusawal e Paper, Bhusawal EpaperJayesh ChopadeNoch keine Bewertungen
- Optistruct CompositesDokument36 SeitenOptistruct CompositesJitendra ItankarNoch keine Bewertungen
- Teachnical Analysis of CompositeDokument1 SeiteTeachnical Analysis of CompositeJayesh ChopadeNoch keine Bewertungen
- ANSYS Finite Element Analysis of Fixed-Free Beam Transverse VibrationDokument1 SeiteANSYS Finite Element Analysis of Fixed-Free Beam Transverse VibrationJayesh ChopadeNoch keine Bewertungen
- Computing TechnologiesDokument12 SeitenComputing TechnologiesHernan MarianiNoch keine Bewertungen
- The Guideline Unfortunately DoesnDokument1 SeiteThe Guideline Unfortunately DoesnJayesh ChopadeNoch keine Bewertungen
- Development and Analysis of Side Door Intrusion Beam of Suv: Raghvendra Krishana and Shivangi YadavDokument8 SeitenDevelopment and Analysis of Side Door Intrusion Beam of Suv: Raghvendra Krishana and Shivangi YadavJayesh ChopadeNoch keine Bewertungen
- Cash Flow ProblemsDokument6 SeitenCash Flow Problemsvkbm42Noch keine Bewertungen
- This Presentation Is Only For Educational PurposeDokument1 SeiteThis Presentation Is Only For Educational PurposeJayesh ChopadeNoch keine Bewertungen
- Cost Accounting FundamentalsDokument5 SeitenCost Accounting FundamentalsJayesh ChopadeNoch keine Bewertungen
- Cash Flow ProblemsDokument6 SeitenCash Flow Problemsvkbm42Noch keine Bewertungen
- MaxwelDokument4 SeitenMaxwelJayesh ChopadeNoch keine Bewertungen
- Lec2 PDFDokument3 SeitenLec2 PDFMuhammad Zahid FaridNoch keine Bewertungen
- Books Includes The Magic of Believing, ADokument1 SeiteBooks Includes The Magic of Believing, AJayesh ChopadeNoch keine Bewertungen
- Paper19342 3471 PDFDokument6 SeitenPaper19342 3471 PDFJayesh ChopadeNoch keine Bewertungen
- 9 Sum Pre OpenDokument1 Seite9 Sum Pre OpenJayesh ChopadeNoch keine Bewertungen
- Structure of Design Domain Knowledge BaseDokument4 SeitenStructure of Design Domain Knowledge BaseJayesh ChopadeNoch keine Bewertungen
- Modelling and Analysis of Corrugated Sheet Metal Bending ProcessDokument1 SeiteModelling and Analysis of Corrugated Sheet Metal Bending ProcessJayesh ChopadeNoch keine Bewertungen
- Forging Lecture NotesDokument11 SeitenForging Lecture Notesew6082100% (1)
- Modal and Stress Analysis of Lower Wishbone Arm Along With TopologyDokument7 SeitenModal and Stress Analysis of Lower Wishbone Arm Along With TopologyInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Neu 336873Dokument124 SeitenNeu 336873znabuNoch keine Bewertungen
- Module 7: CNC Programming and Industrial Robotics Lecture 1: CNC Programming: FundamentalsDokument2 SeitenModule 7: CNC Programming and Industrial Robotics Lecture 1: CNC Programming: FundamentalsJayesh ChopadeNoch keine Bewertungen
- Create and Solid EditingDokument2 SeitenCreate and Solid EditingJayesh ChopadeNoch keine Bewertungen
- Defect Prevention On SRS Through ChecklistDokument2 SeitenDefect Prevention On SRS Through Checklistnew account new accountNoch keine Bewertungen
- Bernardo Corporation Statement of Financial Position As of Year 2019 AssetsDokument3 SeitenBernardo Corporation Statement of Financial Position As of Year 2019 AssetsJean Marie DelgadoNoch keine Bewertungen
- Mayor Byron Brown's 2019 State of The City SpeechDokument19 SeitenMayor Byron Brown's 2019 State of The City SpeechMichael McAndrewNoch keine Bewertungen
- Leg Wri FInal ExamDokument15 SeitenLeg Wri FInal ExamGillian CalpitoNoch keine Bewertungen
- Inflatable Packers enDokument51 SeitenInflatable Packers enDavid LuhetoNoch keine Bewertungen
- Teleprotection Terminal InterfaceDokument6 SeitenTeleprotection Terminal InterfaceHemanth Kumar MahadevaNoch keine Bewertungen
- KDL 23S2000Dokument82 SeitenKDL 23S2000Carlos SeguraNoch keine Bewertungen
- Binaural Recording Technology: A Historical Review and Possible Future DevelopmentsDokument22 SeitenBinaural Recording Technology: A Historical Review and Possible Future DevelopmentsNery BorgesNoch keine Bewertungen
- 3) Stages of Group Development - To StudsDokument15 Seiten3) Stages of Group Development - To StudsDhannesh SweetAngelNoch keine Bewertungen
- I. ICT (Information & Communication Technology: LESSON 1: Introduction To ICTDokument2 SeitenI. ICT (Information & Communication Technology: LESSON 1: Introduction To ICTEissa May VillanuevaNoch keine Bewertungen
- 7458-PM Putting The Pieces TogetherDokument11 Seiten7458-PM Putting The Pieces Togethermello06Noch keine Bewertungen
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDokument11 SeitenSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNoch keine Bewertungen
- Conversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFDokument7 SeitenConversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFrizal123Noch keine Bewertungen
- Pig PDFDokument74 SeitenPig PDFNasron NasirNoch keine Bewertungen
- Programme Report Light The SparkDokument17 SeitenProgramme Report Light The SparkAbhishek Mishra100% (1)
- Indian Institute of Management KozhikodeDokument5 SeitenIndian Institute of Management KozhikodepranaliNoch keine Bewertungen
- Oop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Dokument14 SeitenOop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Hashir KhanNoch keine Bewertungen
- ANDRITZ Company Presentation eDokument6 SeitenANDRITZ Company Presentation eAnonymous OuY6oAMggxNoch keine Bewertungen
- Case Study 2 F3005Dokument12 SeitenCase Study 2 F3005Iqmal DaniealNoch keine Bewertungen
- Ieee Research Papers On Software Testing PDFDokument5 SeitenIeee Research Papers On Software Testing PDFfvgjcq6a100% (1)
- QSK45 60 oil change intervalDokument35 SeitenQSK45 60 oil change intervalHingga Setiawan Bin SuhadiNoch keine Bewertungen
- Database Chapter 11 MCQs and True/FalseDokument2 SeitenDatabase Chapter 11 MCQs and True/FalseGauravNoch keine Bewertungen
- Management Pack Guide For Print Server 2012 R2Dokument42 SeitenManagement Pack Guide For Print Server 2012 R2Quang VoNoch keine Bewertungen
- An4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsDokument74 SeitenAn4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsStefano SalaNoch keine Bewertungen
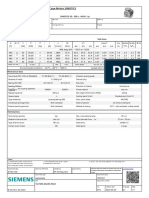
- 1LE1503-2AA43-4AA4 Datasheet enDokument1 Seite1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNoch keine Bewertungen
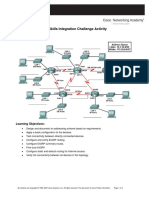
- E2 PTAct 9 7 1 DirectionsDokument4 SeitenE2 PTAct 9 7 1 DirectionsEmzy SorianoNoch keine Bewertungen
- Lista Precio Septiembre 0609Dokument75 SeitenLista Precio Septiembre 0609gNoch keine Bewertungen
- Ayushman BharatDokument20 SeitenAyushman BharatPRAGATI RAINoch keine Bewertungen
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsDokument6 SeitenAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACNoch keine Bewertungen
- Tyron Butson (Order #37627400)Dokument74 SeitenTyron Butson (Order #37627400)tyron100% (2)