Das könnte Ihnen auch gefallen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Ammonia Synthesis Molecular Sieve DriersDokument25 SeitenAmmonia Synthesis Molecular Sieve Driersaehque04Noch keine Bewertungen
- Hydrogen Production Process in RefineryDokument48 SeitenHydrogen Production Process in RefineryAshish100% (2)
- Hydrogen Production TechnologiesVon EverandHydrogen Production TechnologiesMehmet SankirNoch keine Bewertungen
- Description of Various Urea Manufacturing ProcessDokument5 SeitenDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentVon EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNoch keine Bewertungen
- Projeto - ProcessosDokument11 SeitenProjeto - ProcessosRoberta ResendeNoch keine Bewertungen
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsVon EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNoch keine Bewertungen
- Gas PurificationDokument26 SeitenGas PurificationMahmud Rahman BizoyNoch keine Bewertungen
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesVon EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesBewertung: 1 von 5 Sternen1/5 (2)
- Process Description of Ammonia PlantDokument12 SeitenProcess Description of Ammonia PlantSridharNoch keine Bewertungen
- Optimal Design of Synthesis Gas Reformers for Ammonia ProductionDokument9 SeitenOptimal Design of Synthesis Gas Reformers for Ammonia ProductionAlbert PowaNoch keine Bewertungen
- NH3 Syn FlowsheetDokument56 SeitenNH3 Syn Flowsheetpepepopooo100% (1)
- Post Revamp Modifications in Urea Plant K.L.Singh, N.I. Patel, BPS MehtaDokument7 SeitenPost Revamp Modifications in Urea Plant K.L.Singh, N.I. Patel, BPS MehtamfhasnainNoch keine Bewertungen
- Steam Generation System OverviewDokument35 SeitenSteam Generation System OverviewNevermoreNoch keine Bewertungen
- Date of Submission: 5 MAY 2022Dokument11 SeitenDate of Submission: 5 MAY 2022RUANGLADDA LIMPONGSAWATNoch keine Bewertungen
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDokument34 SeitenProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- KRIBHCO SHYAM FERTILISERS LTD AMMONIA PLANT PROCESS OVERVIEWDokument51 SeitenKRIBHCO SHYAM FERTILISERS LTD AMMONIA PLANT PROCESS OVERVIEWSabeeh Faruqui100% (1)
- CMR - Plus - HYSYS (Aspentech)Dokument8 SeitenCMR - Plus - HYSYS (Aspentech)Ian MannNoch keine Bewertungen
- Hydrogen Production by Steam ReformingDokument10 SeitenHydrogen Production by Steam ReformingramiarenasNoch keine Bewertungen
- Yg Mau DitranslateDokument13 SeitenYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018Noch keine Bewertungen
- KRIBHCO SHYAM FERTILISERS LTD AMMONIA PROCESS OVERVIEWDokument51 SeitenKRIBHCO SHYAM FERTILISERS LTD AMMONIA PROCESS OVERVIEWSaad Khan89% (9)
- Tail Gas Treatment Unit Facility Inspection ReportDokument7 SeitenTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNoch keine Bewertungen
- AmmoniaDokument9 SeitenAmmoniaAditya Anugerah Putra100% (1)
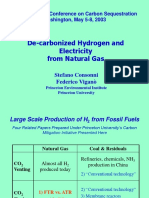
- Second Annual Conference on Carbon Sequestration Focuses on Hydrogen ProductionDokument27 SeitenSecond Annual Conference on Carbon Sequestration Focuses on Hydrogen ProductionBangrivNoch keine Bewertungen
- Improvement Reactor Efficiency of UreaDokument8 SeitenImprovement Reactor Efficiency of UreaManoj KumarNoch keine Bewertungen
- Ammonia Synthesis - 2023Dokument36 SeitenAmmonia Synthesis - 2023Abrar Mahbub NashikNoch keine Bewertungen
- Sinterizacion Del Cu en WGSRDokument5 SeitenSinterizacion Del Cu en WGSRsayonara_3Noch keine Bewertungen
- Fired Heater Optimization ISA ADDokument12 SeitenFired Heater Optimization ISA ADNagaphani Kumar RavuriNoch keine Bewertungen
- Process Design For Hydrogenation of Palm Oil: Bhavika J. Parmar, Prof. S. M. Dutta, Prof. S. B. ThakoreDokument4 SeitenProcess Design For Hydrogenation of Palm Oil: Bhavika J. Parmar, Prof. S. M. Dutta, Prof. S. B. ThakoreAl Musabbir LeeonNoch keine Bewertungen
- Synthesis Gas Production 4Dokument34 SeitenSynthesis Gas Production 4Aravind KumarNoch keine Bewertungen
- Deisel Hydrotreating UnitDokument9 SeitenDeisel Hydrotreating UnitRittu Paul100% (1)
- Trickle Bed Reactor, Process and Mechanical DesignDokument14 SeitenTrickle Bed Reactor, Process and Mechanical DesignkhawarNoch keine Bewertungen
- NFL PPTDokument46 SeitenNFL PPTvipin6kumar-718654Noch keine Bewertungen
- 660 MW Supercritical BoilerDokument89 Seiten660 MW Supercritical BoilerAshvani Shukla100% (5)
- Ammonia Plant Design For 1 MtpaDokument43 SeitenAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Cost Control of Unit Generation by Improvement of Gross Heat Rate in Coal Based Thermal Power PlantDokument15 SeitenCost Control of Unit Generation by Improvement of Gross Heat Rate in Coal Based Thermal Power PlantRitesh MokhadeNoch keine Bewertungen
- Acid Gas Sweetening With DEADokument20 SeitenAcid Gas Sweetening With DEAEfer Cuadros BNoch keine Bewertungen
- What-When-How: The Hydrotreating Process Part 2Dokument11 SeitenWhat-When-How: The Hydrotreating Process Part 2Ahmad Syaiful BahriNoch keine Bewertungen
- Gen-Seal&cool-New - 500 MWDokument98 SeitenGen-Seal&cool-New - 500 MWharisankar100% (2)
- Process Heaters Furnaces and Fired Heaters PDFDokument12 SeitenProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man AuliaNoch keine Bewertungen
- Performance Analysis of 250 MW Lignite Fired Circulating Fluidized Bed Combustion BoilerDokument20 SeitenPerformance Analysis of 250 MW Lignite Fired Circulating Fluidized Bed Combustion BoilerAsad Mohammad RafiqueNoch keine Bewertungen
- Shanghai Boiler Works Co. boiler specificationsDokument221 SeitenShanghai Boiler Works Co. boiler specificationsChandrahas SahuNoch keine Bewertungen
- Hydrotreating Unit Operating VariablesDokument45 SeitenHydrotreating Unit Operating VariablesAn Lê TrườngNoch keine Bewertungen
- Aiche-36-021Equipment Performance of AmmoniaDokument9 SeitenAiche-36-021Equipment Performance of AmmoniaHsein WangNoch keine Bewertungen
- Praxair CO2EmissionsReductionCapture WhitepaperDokument10 SeitenPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNoch keine Bewertungen
- Chee3004: Project 2Dokument43 SeitenChee3004: Project 2faizzi100% (3)
- Ammonia ProductionDokument44 SeitenAmmonia ProductionBalamurali BalamNoch keine Bewertungen
- Skikda Training CDU (Goal Content)Dokument26 SeitenSkikda Training CDU (Goal Content)Mohamed OuichaouiNoch keine Bewertungen
- Thermo Exp Refrigeration Cycle ReportDokument11 SeitenThermo Exp Refrigeration Cycle Reportbaemaejor100% (1)
- Lecture 4Dokument160 SeitenLecture 4Ahmed ShahabiNoch keine Bewertungen
- 660 MW Sipat BoilerDokument88 Seiten660 MW Sipat BoilerTochi Krishna Abhishek100% (4)
- NTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I IDokument88 SeitenNTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I Ihaxxo24100% (1)
- Boiler Design and Operation ParametersDokument88 SeitenBoiler Design and Operation ParametersNavneet SinghNoch keine Bewertungen
- Boiler Design and Operation ParametersDokument88 SeitenBoiler Design and Operation ParametersKrishnan Santhanaraj100% (3)
- Synthesis Section: Urea PlantDokument36 SeitenSynthesis Section: Urea Plantchoclate1974Noch keine Bewertungen
- OTLVol 9 No 3Dokument4 SeitenOTLVol 9 No 3BOBNoch keine Bewertungen
- Research PaperDokument8 SeitenResearch PaperKaleem UllahNoch keine Bewertungen
- Compare Blocks - ResultsDokument19 SeitenCompare Blocks - ResultsBramantika Aji PriambodoNoch keine Bewertungen
- Ultrasonic Weld Examination ProcedureDokument16 SeitenUltrasonic Weld Examination ProcedureramalingamNoch keine Bewertungen
- Proposal Anguria Pasta NewDokument24 SeitenProposal Anguria Pasta NewNOOR IRDINA HAFIZAH BT TAUPISNoch keine Bewertungen
- g4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDokument144 Seiteng4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDevin DickenNoch keine Bewertungen
- Who will buy electric vehicles Segmenting the young Indian buyers using cluster analysisDokument12 SeitenWho will buy electric vehicles Segmenting the young Indian buyers using cluster analysisbhasker sharmaNoch keine Bewertungen
- Awakening The MindDokument21 SeitenAwakening The MindhhhumNoch keine Bewertungen
- A Study On Customer Satisfaction Towards Honda Bikes in CoimbatoreDokument43 SeitenA Study On Customer Satisfaction Towards Honda Bikes in Coimbatorenkputhoor62% (13)
- An Online ECG QRS Detection TechniqueDokument6 SeitenAn Online ECG QRS Detection TechniqueIDESNoch keine Bewertungen
- Pitch Manual SpecializedDokument20 SeitenPitch Manual SpecializedRoberto Gomez100% (1)
- Library Dissertation in Community DentistryDokument9 SeitenLibrary Dissertation in Community DentistryPayForPaperCanada100% (1)
- Flood FillDokument1 SeiteFlood FillshubhamNoch keine Bewertungen
- Elements of ClimateDokument18 SeitenElements of Climateእኔ እስጥፍNoch keine Bewertungen
- Organizing Small Items with Glass Bottle OrganizersDokument70 SeitenOrganizing Small Items with Glass Bottle OrganizersDy SaiNoch keine Bewertungen
- Soil LiquefactionDokument12 SeitenSoil LiquefactionKikin Kikin PelukaNoch keine Bewertungen
- SOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Dokument35 SeitenSOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Audrey Desiderio100% (1)
- DK Children Nature S Deadliest Creatures Visual Encyclopedia PDFDokument210 SeitenDK Children Nature S Deadliest Creatures Visual Encyclopedia PDFThu Hà100% (6)
- Innovative Food Science and Emerging TechnologiesDokument6 SeitenInnovative Food Science and Emerging TechnologiesAnyelo MurilloNoch keine Bewertungen
- ADIET Digital Image Processing Question BankDokument7 SeitenADIET Digital Image Processing Question BankAdarshNoch keine Bewertungen
- 2019 Course CatalogDokument31 Seiten2019 Course CatalogDeepen SharmaNoch keine Bewertungen
- Guidance Notes Blow Out PreventerDokument6 SeitenGuidance Notes Blow Out PreventerasadqhseNoch keine Bewertungen
- 2018-04-12 List Mold TVSDokument5 Seiten2018-04-12 List Mold TVSFerlyn ValentineNoch keine Bewertungen
- SB Z Audio2Dokument2 SeitenSB Z Audio2api-151773256Noch keine Bewertungen
- Man Instructions PDFDokument4 SeitenMan Instructions PDFAleksandar NikolovskiNoch keine Bewertungen
- Maintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFDokument39 SeitenMaintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFSandeepNoch keine Bewertungen
- Laser Surface Treatment ProcessesDokument63 SeitenLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- 9600 DocumentDokument174 Seiten9600 Documentthom38% (13)
- Emerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFDokument26 SeitenEmerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFRicardo Andrés Soto Salinas RassNoch keine Bewertungen
- The Templist Scroll by :dr. Lawiy-Zodok (C) (R) TMDokument144 SeitenThe Templist Scroll by :dr. Lawiy-Zodok (C) (R) TM:Lawiy-Zodok:Shamu:-El100% (5)
- O2 Orthodontic Lab Catalog PDFDokument20 SeitenO2 Orthodontic Lab Catalog PDFplayer osamaNoch keine Bewertungen
- 12 Week Heavy Slow Resistance Progression For Patellar TendinopathyDokument4 Seiten12 Week Heavy Slow Resistance Progression For Patellar TendinopathyHenrique Luís de CarvalhoNoch keine Bewertungen