Das könnte Ihnen auch gefallen
- Calculo de SilletasDokument5 SeitenCalculo de SilletasOmar muñozNoch keine Bewertungen
- Analysis of a rectangular pressure vesselDokument7 SeitenAnalysis of a rectangular pressure vesselPressure VesselNoch keine Bewertungen
- E4.5.1 6 PTB 4 2015 PDFDokument50 SeitenE4.5.1 6 PTB 4 2015 PDFKingston RivingtonNoch keine Bewertungen
- New Storage Tanks Design GuidelinesDokument6 SeitenNew Storage Tanks Design GuidelineschrisevabNoch keine Bewertungen
- Design of lifting lug on spreader beamDokument2 SeitenDesign of lifting lug on spreader beamSabrang LorNoch keine Bewertungen
- Pipping FormulaDokument8 SeitenPipping Formularajeshsabitha80Noch keine Bewertungen
- PV Elite ResultDokument239 SeitenPV Elite ResultChaitanya Sai TNoch keine Bewertungen
- Etank Full ReportDokument108 SeitenEtank Full ReportFaizal SattuNoch keine Bewertungen
- Shell: Working Pressure of Shell (As Per Ibr 270 & 271 New Amendment)Dokument1 SeiteShell: Working Pressure of Shell (As Per Ibr 270 & 271 New Amendment)Karthic KeyanNoch keine Bewertungen
- Sample Vessel Design (Sec - VIII Div.1)Dokument34 SeitenSample Vessel Design (Sec - VIII Div.1)Chano HanokNoch keine Bewertungen
- Output Summary: SI UnitsDokument42 SeitenOutput Summary: SI UnitsAkhil JoseNoch keine Bewertungen
- Final Weld Strength CalnsDokument5 SeitenFinal Weld Strength CalnsamachmouchiNoch keine Bewertungen
- Stress RelievingDokument1 SeiteStress RelievingCruz Gabriel Rosetti100% (1)
- Nozzle Calculations 01Dokument32 SeitenNozzle Calculations 01Rohith V VNoch keine Bewertungen
- Design partition plate for refinery distillation columnDokument5 SeitenDesign partition plate for refinery distillation columnpippo2378793Noch keine Bewertungen
- Tarifas unitarias de soldadura e instalación tuberíaDokument7 SeitenTarifas unitarias de soldadura e instalación tuberíasapNoch keine Bewertungen
- 07 Piping BOQDokument54 Seiten07 Piping BOQHRK65Noch keine Bewertungen
- Bab Iii: Re-Design Dan Hasil Perhitungan Horizontal Pressure VesselDokument36 SeitenBab Iii: Re-Design Dan Hasil Perhitungan Horizontal Pressure VesselTri AgungNoch keine Bewertungen
- Rectangular Tanks:: Rectangle Tank DesignDokument23 SeitenRectangular Tanks:: Rectangle Tank Designshna jabarNoch keine Bewertungen
- Ldo Storage Tank Calculation 170Dokument6 SeitenLdo Storage Tank Calculation 170م.ذكى فضل ذكى100% (1)
- SP-2069 Specification For Pressure VesselsDokument68 SeitenSP-2069 Specification For Pressure Vesselsarjunprasannan7Noch keine Bewertungen
- Foundation Load Table.Dokument1 SeiteFoundation Load Table.Lcm TnlNoch keine Bewertungen
- Horizontal Cylindrical Tank Volume and Level CalculatorDokument5 SeitenHorizontal Cylindrical Tank Volume and Level CalculatorWaleed EmaraNoch keine Bewertungen
- Ccsviiid1 2260Dokument2 SeitenCcsviiid1 2260DieguitoOmarMoralesNoch keine Bewertungen
- Vessel Volume Calculation (Horizontal Vessel) : Head Type Item No. D-1527 Service Hcu Amine Drain Sump DrumDokument4 SeitenVessel Volume Calculation (Horizontal Vessel) : Head Type Item No. D-1527 Service Hcu Amine Drain Sump DrumDongwon ShinNoch keine Bewertungen
- Trunnion 6 TonDokument3 SeitenTrunnion 6 TonEngr Khurram Jaan RamayNoch keine Bewertungen
- IIT Hyderabad Faculty Housing Design CalculationsDokument33 SeitenIIT Hyderabad Faculty Housing Design CalculationssmijusNoch keine Bewertungen
- Pin StressesDokument5 SeitenPin Stressesprajakt_pieNoch keine Bewertungen
- DheerajDokument7 SeitenDheerajSaksham KakarNoch keine Bewertungen
- Tank Venting API 2000Dokument3 SeitenTank Venting API 2000Gusfi CarsurinNoch keine Bewertungen
- Venting CalculationDokument14 SeitenVenting CalculationValen MaselaNoch keine Bewertungen
- Internal Pipe Distributor Design ProcedureDokument5 SeitenInternal Pipe Distributor Design Proceduresenthil kumarNoch keine Bewertungen
- WI06-0260 Calculations For Obround Nozzle ConnectionsDokument4 SeitenWI06-0260 Calculations For Obround Nozzle ConnectionskumarNoch keine Bewertungen
- Slot Expansion CalculationDokument1 SeiteSlot Expansion CalculationSarfaraz KhanNoch keine Bewertungen
- Calculo Plug Hex HeadDokument18 SeitenCalculo Plug Hex HeadDalberto RamirezNoch keine Bewertungen
- THK Design CalculationDokument3 SeitenTHK Design CalculationalexnomitaNoch keine Bewertungen
- 300 - F&D Head Design Tool Ver E4.01Dokument1 Seite300 - F&D Head Design Tool Ver E4.01Mo ZeroNoch keine Bewertungen
- And Dipstick Chart: Scroll Down For InstructionsDokument2 SeitenAnd Dipstick Chart: Scroll Down For Instructionspowder18Noch keine Bewertungen
- Spreaer Beam&Lifting Line Beam p5Dokument2 SeitenSpreaer Beam&Lifting Line Beam p5Sabrang LorNoch keine Bewertungen
- F&D Head Design Tool: Pressure Vessel Engineering LTDDokument1 SeiteF&D Head Design Tool: Pressure Vessel Engineering LTDMauricio KookcNoch keine Bewertungen
- Calculation BS 31.3Dokument1 SeiteCalculation BS 31.3prabhjot123Noch keine Bewertungen
- Calculation Trunion (By Maniacs)Dokument5 SeitenCalculation Trunion (By Maniacs)SyahkullahNoch keine Bewertungen
- Experienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573Dokument10 SeitenExperienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573edgarmerchanNoch keine Bewertungen
- Vessel Data Sheet DetailsDokument1 SeiteVessel Data Sheet DetailsunitedmanticoreNoch keine Bewertungen
- Compress EvaluateDokument23 SeitenCompress EvaluateVishalDhiman100% (1)
- Sample2 DrawingDokument1 SeiteSample2 DrawingSourav HaitNoch keine Bewertungen
- Technical Clarification For SHOP FABRICATING PIPINGDokument3 SeitenTechnical Clarification For SHOP FABRICATING PIPINGChaerul AnwarNoch keine Bewertungen
- API 650 RF Pad Calculation PDFDokument1 SeiteAPI 650 RF Pad Calculation PDFBimal DeyNoch keine Bewertungen
- Mechanical Engineer CV for Oil & Gas rolesDokument4 SeitenMechanical Engineer CV for Oil & Gas rolesKarthik AnandanNoch keine Bewertungen
- Secondary Condensate B API650 Sloshing Impact RoofDokument22 SeitenSecondary Condensate B API650 Sloshing Impact RoofFrancisco OrtuzarNoch keine Bewertungen
- Design Checklist for Section VIII Pressure VesselsDokument2 SeitenDesign Checklist for Section VIII Pressure VesselsnirmalNoch keine Bewertungen
- Manhole. API 650-2021Dokument3 SeitenManhole. API 650-2021jose luisNoch keine Bewertungen
- Air SeparatorsDokument2 SeitenAir SeparatorsНемања КараклајићNoch keine Bewertungen
- M 259 ContentDokument24 SeitenM 259 ContentKing1971Noch keine Bewertungen
- Weldment Strength Excel CalculationsDokument38 SeitenWeldment Strength Excel CalculationsRAMSINGH CHAUHAN100% (4)
- Weldment Strenght CalculationDokument48 SeitenWeldment Strenght CalculationHary adiNoch keine Bewertungen
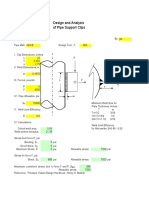
- Design and Analysis of Pipe Support ClipDokument1 SeiteDesign and Analysis of Pipe Support ClipLDM Man. e Mont. Ind. EIRELINoch keine Bewertungen
- Node - 971 - Anc Bolt Strength CheckDokument1 SeiteNode - 971 - Anc Bolt Strength CheckAS DesignanddraftNoch keine Bewertungen
- Lifting Lug CalculationsDokument6 SeitenLifting Lug CalculationsAwais Hameed100% (1)
- LIFTING LUG DESIGN CALCULATIONDokument8 SeitenLIFTING LUG DESIGN CALCULATIONEnrique BarajasNoch keine Bewertungen
- A Deep Dive Into Risk Matrix ReportingDokument9 SeitenA Deep Dive Into Risk Matrix ReportingYl WongNoch keine Bewertungen
- Qualitative and Quantitative Risk AnalysisDokument10 SeitenQualitative and Quantitative Risk AnalysisYl WongNoch keine Bewertungen
- Down Slipping of SPOD MusiDokument21 SeitenDown Slipping of SPOD MusiYl WongNoch keine Bewertungen
- Trade Policy ReviewDokument23 SeitenTrade Policy ReviewYl WongNoch keine Bewertungen
- Tide Table 2021Dokument6 SeitenTide Table 2021Yl WongNoch keine Bewertungen
- Cabotage and Its Impact in IndonesiaDokument2 SeitenCabotage and Its Impact in IndonesiaYl WongNoch keine Bewertungen
- Barge Steel Weight Estimate Based on Dimensions & StructuresDokument14 SeitenBarge Steel Weight Estimate Based on Dimensions & StructuresYl WongNoch keine Bewertungen
- General Requirements for Steel Vessel Construction MaterialsDokument6 SeitenGeneral Requirements for Steel Vessel Construction MaterialsYl WongNoch keine Bewertungen
- Distribution of Hull WeightDokument1 SeiteDistribution of Hull WeightYl WongNoch keine Bewertungen
- Balloon Unslip of ShipsDokument15 SeitenBalloon Unslip of ShipsYl WongNoch keine Bewertungen
- Iacs StandardDokument58 SeitenIacs Standarddhaul0% (1)
- Navigation LightsDokument1 SeiteNavigation LightsYl WongNoch keine Bewertungen
- Sop - Eye Piece For Block LiftingDokument25 SeitenSop - Eye Piece For Block LiftingYl WongNoch keine Bewertungen
- Eyelugs RemovalDokument5 SeitenEyelugs RemovalYl WongNoch keine Bewertungen
- ABS Rules Pertaining To Leak TestDokument2 SeitenABS Rules Pertaining To Leak TestYl WongNoch keine Bewertungen
- JIS (Hull Fittings) 1992 Ships ManholeDokument5 SeitenJIS (Hull Fittings) 1992 Ships ManholeYl Wong100% (1)
- Block Division PDFDokument10 SeitenBlock Division PDFArvandyNoch keine Bewertungen
- Lapping Padeye 50t StandardDokument1 SeiteLapping Padeye 50t StandardYl WongNoch keine Bewertungen
- RulesDokument10 SeitenRulespothirajkalyanNoch keine Bewertungen
- TGN D 03 Accuracy Control in ShipbuildingDokument8 SeitenTGN D 03 Accuracy Control in ShipbuildingImran SitompulNoch keine Bewertungen
- Analysis of Thermal Stresses and Metal Movement During WeldingDokument157 SeitenAnalysis of Thermal Stresses and Metal Movement During WeldingYl WongNoch keine Bewertungen
- A Manual On Planning and Production Control For Shipyard Use PDFDokument129 SeitenA Manual On Planning and Production Control For Shipyard Use PDFCURRITOJIMENEZNoch keine Bewertungen
- Sop - Eye Piece For Block LiftingDokument25 SeitenSop - Eye Piece For Block LiftingYl WongNoch keine Bewertungen
- 1combined Files PDFDokument9 Seiten1combined Files PDFYl WongNoch keine Bewertungen
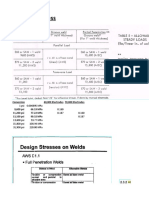
- Allowable Stesses Blodgett of Lincoln ElectricDokument1 SeiteAllowable Stesses Blodgett of Lincoln ElectricYl WongNoch keine Bewertungen
- SS CodeDokument25 SeitenSS CodeYl WongNoch keine Bewertungen
- 1combined Files PDFDokument9 Seiten1combined Files PDFYl WongNoch keine Bewertungen
- Allowable StressDokument11 SeitenAllowable StressYl WongNoch keine Bewertungen
- Imo Sps Code 266Dokument21 SeitenImo Sps Code 266aki81xNoch keine Bewertungen
- InTech-Fluid Structure InteractionDokument23 SeitenInTech-Fluid Structure InteractionDeepak MahapatraNoch keine Bewertungen
- Chapter-1, Simple StressDokument71 SeitenChapter-1, Simple Stresssherlockhisham100% (2)
- Sae As 81819 2001 (En) PDFDokument35 SeitenSae As 81819 2001 (En) PDFWilliam LooNoch keine Bewertungen
- Introduction to Ultrasonic Testing PrinciplesDokument116 SeitenIntroduction to Ultrasonic Testing PrinciplesMuhamad AnwarudinNoch keine Bewertungen
- 1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemDokument2 Seiten1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemGerman E.100% (1)
- W90 WHEEL LOADER Service ManualDokument321 SeitenW90 WHEEL LOADER Service Manualelshind88% (8)
- Adjust Valve Clearance Land Cruiser Prado 1KZ-TE EngineDokument5 SeitenAdjust Valve Clearance Land Cruiser Prado 1KZ-TE EngineGeraldineHuayanay100% (2)
- Starting From Fg. - NR. MLHJC34A 45 Service Manual: 64 KPP 00Dokument20 SeitenStarting From Fg. - NR. MLHJC34A 45 Service Manual: 64 KPP 00Johann Koch100% (1)
- SN043a-EN-EU Design of Fixed Column Base JointsDokument23 SeitenSN043a-EN-EU Design of Fixed Column Base JointsCenascenascenascenasNoch keine Bewertungen
- LAB 2 Free N Force VibrationDokument8 SeitenLAB 2 Free N Force Vibrationmohdanis53yahoocomNoch keine Bewertungen
- Goulds 3171 / CV3171: Vertical Sump and Process PumpsDokument16 SeitenGoulds 3171 / CV3171: Vertical Sump and Process PumpsJavier Fernando Agudelo GómezNoch keine Bewertungen
- Assingment 2Dokument1 SeiteAssingment 2Aliaa TarekNoch keine Bewertungen
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDokument69 SeitenMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNoch keine Bewertungen
- CHAPTER 6 - Design of Knuckle Joint, Sleeve and Cotter JointDokument34 SeitenCHAPTER 6 - Design of Knuckle Joint, Sleeve and Cotter JointVignesan MechNoch keine Bewertungen
- DIY Balancing.: © Tony Foale 2008Dokument6 SeitenDIY Balancing.: © Tony Foale 2008Factory PerformanceNoch keine Bewertungen
- Casing AccessoriesDokument48 SeitenCasing AccessoriesDigger Downhole ToolsNoch keine Bewertungen
- R070T Parts ManualDokument43 SeitenR070T Parts ManualDieselkNoch keine Bewertungen
- Wiring Diagram V7Dokument1 SeiteWiring Diagram V7NadeeshNoch keine Bewertungen
- Codes and Standards: Piping EngineeringDokument23 SeitenCodes and Standards: Piping EngineeringAnnieMalikNoch keine Bewertungen
- Racor Oil Filtration Hydraulic Filter Cart 7768Dokument2 SeitenRacor Oil Filtration Hydraulic Filter Cart 7768sinter-musicNoch keine Bewertungen
- Practice Problems - Breath Section PDFDokument68 SeitenPractice Problems - Breath Section PDFnickNoch keine Bewertungen
- PV-SAE Installation Guide EN Web 1 1Dokument20 SeitenPV-SAE Installation Guide EN Web 1 1Adam KaczmarekNoch keine Bewertungen
- 130210.0286.11A Strength Calculation - Lifting CradlesDokument59 Seiten130210.0286.11A Strength Calculation - Lifting CradlesARYANoch keine Bewertungen
- Owners manual for Maveric GK-32A go kartDokument18 SeitenOwners manual for Maveric GK-32A go kartedgar santanaNoch keine Bewertungen
- DX SPLIT Acum L Cadx l50hzDokument21 SeitenDX SPLIT Acum L Cadx l50hzFARIDNoch keine Bewertungen
- Niigata Welding GaugeDokument2 SeitenNiigata Welding GaugeFriady HalimNoch keine Bewertungen
- Ade 12 Physics Exercise 6 Page 135 144Dokument48 SeitenAde 12 Physics Exercise 6 Page 135 144Hope AlforqueNoch keine Bewertungen
- Shock Wave Standoff Distance of Near Space Hypersonic VehiclesDokument9 SeitenShock Wave Standoff Distance of Near Space Hypersonic VehiclesudhayNoch keine Bewertungen
- PEEKDokument2 SeitenPEEKHugorong WongNoch keine Bewertungen
- 14070733Dokument27 Seiten14070733layaljamal2Noch keine Bewertungen