Das könnte Ihnen auch gefallen
- Cleaning and disinfection of food factories: a practical guideVon EverandCleaning and disinfection of food factories: a practical guideNoch keine Bewertungen
- MentholDokument14 SeitenMentholFajarRachmadiNoch keine Bewertungen
- In-Process Testing of Infusions: Novamed Pharmaceutical Quality Control Department Standard Operating ProcedureDokument5 SeitenIn-Process Testing of Infusions: Novamed Pharmaceutical Quality Control Department Standard Operating Procedurenaeem186Noch keine Bewertungen
- Certificate of Analysis Triclabendazole: Name of The ProductDokument2 SeitenCertificate of Analysis Triclabendazole: Name of The Productbharath kumarNoch keine Bewertungen
- Hama Pharma: Hebei Jiheng (Group) Pharmaceutical Co., LTDDokument1 SeiteHama Pharma: Hebei Jiheng (Group) Pharmaceutical Co., LTDSouheila MniNoch keine Bewertungen
- Annexure - II Product DevelopmentDokument50 SeitenAnnexure - II Product DevelopmentLife PearlNoch keine Bewertungen
- Coa of Purified WaterDokument5 SeitenCoa of Purified WaterRavi YadavNoch keine Bewertungen
- FTS CP SyrupDokument14 SeitenFTS CP SyrupWara RizkyNoch keine Bewertungen
- STP of Ethifen SyrupDokument5 SeitenSTP of Ethifen SyrupBejoy KarimNoch keine Bewertungen
- Stability ReportDokument9 SeitenStability ReportShagorShagorNoch keine Bewertungen
- Spec RB Fish Oil (Grado Industrial)Dokument1 SeiteSpec RB Fish Oil (Grado Industrial)Harold Isai Silvestre GómezNoch keine Bewertungen
- MSDS For Elderberry Extract KHDokument4 SeitenMSDS For Elderberry Extract KHSANoch keine Bewertungen
- Vostem REPORT RegistDokument22 SeitenVostem REPORT RegistFajarRachmadiNoch keine Bewertungen
- STP of Ambeet Syrup NSDokument6 SeitenSTP of Ambeet Syrup NSBejoy KarimNoch keine Bewertungen
- 001 AbbrevationsDokument86 Seiten001 AbbrevationssreeniNoch keine Bewertungen
- SOP of Humidity ChamberDokument3 SeitenSOP of Humidity ChamberSharmin NaharNoch keine Bewertungen
- Validasi Proses MIKONAZOLE KRIMDokument18 SeitenValidasi Proses MIKONAZOLE KRIMfatimahNoch keine Bewertungen
- 08 SOP Tatal Microbial CountDokument5 Seiten08 SOP Tatal Microbial CountNoor JavedNoch keine Bewertungen
- PQ Sample Protocol - Water SyatemDokument45 SeitenPQ Sample Protocol - Water SyatemProcesos Industriales De Transformacion FarmaceuticaNoch keine Bewertungen
- Paracetamol & Ibuprofen SuspensionDokument3 SeitenParacetamol & Ibuprofen SuspensionAmik TuladharNoch keine Bewertungen
- CLEANING, OPERATION & CALIBRATION OF PH METERDokument3 SeitenCLEANING, OPERATION & CALIBRATION OF PH METERraveen tanwar100% (1)
- Labaid Pharmaceuticals Limited: Deviation Control Status Open Closed TotalDokument33 SeitenLabaid Pharmaceuticals Limited: Deviation Control Status Open Closed TotalgolamnobiNoch keine Bewertungen
- GPM Guideline Inspect EngDokument96 SeitenGPM Guideline Inspect EngDilawar BakhtNoch keine Bewertungen
- 01 - Assay Procedure Development Protocol (APDP) of Celozin TabletDokument5 Seiten01 - Assay Procedure Development Protocol (APDP) of Celozin TabletShagorShagorNoch keine Bewertungen
- Yield and ReconDokument1 SeiteYield and ReconPrince MoniNoch keine Bewertungen
- Alusim SuspensionDokument5 SeitenAlusim SuspensionAhmad HussainNoch keine Bewertungen
- VeerDokument19 SeitenVeerRam KprNoch keine Bewertungen
- Cleaning Validation ProcessDokument11 SeitenCleaning Validation Processsamia khanNoch keine Bewertungen
- EmulsionsDokument17 SeitenEmulsionsthereseNoch keine Bewertungen
- Validation of TitrationsDokument28 SeitenValidation of TitrationsFelix MendozaNoch keine Bewertungen
- Sucralfate Oral SuspensionDokument17 SeitenSucralfate Oral SuspensionOm PandeyNoch keine Bewertungen
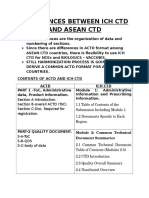
- Differences Between Ich CTD and Asean CTDDokument6 SeitenDifferences Between Ich CTD and Asean CTDSravan KumarNoch keine Bewertungen
- Cleaning Validation NsDokument83 SeitenCleaning Validation Ns董彬彬Noch keine Bewertungen
- Water Treatment System (Sistem Pengolahan Air Spa)Dokument38 SeitenWater Treatment System (Sistem Pengolahan Air Spa)Tjen MolynaNoch keine Bewertungen
- Ethical Drugs LTD.: Siddhirganj, NarayanganjDokument10 SeitenEthical Drugs LTD.: Siddhirganj, NarayanganjBejoy Karim100% (1)
- OOS InvestigationDokument5 SeitenOOS Investigationmarkandey gupta100% (2)
- Coa IronDokument1 SeiteCoa Ironhcbf138Noch keine Bewertungen
- SOP For Karl Fisher Titration-Sophie - RadwanDokument3 SeitenSOP For Karl Fisher Titration-Sophie - RadwanzhobeysNoch keine Bewertungen
- Nystatin Oral Suspension AMVDokument33 SeitenNystatin Oral Suspension AMVOm PandeyNoch keine Bewertungen
- Sanfuliq PVP RegistrasiDokument25 SeitenSanfuliq PVP RegistrasiFajarRachmadiNoch keine Bewertungen
- Consern Pharma Limited, Ludhiana: Focal Point, V.P.O. Tibba, District Ludhiana-141120, (Punjab), India 1 of 7Dokument7 SeitenConsern Pharma Limited, Ludhiana: Focal Point, V.P.O. Tibba, District Ludhiana-141120, (Punjab), India 1 of 7ASHIMA SHARMANoch keine Bewertungen
- ACG Associated Capsules PVT LTD: A Member of ACG WorldwideDokument4 SeitenACG Associated Capsules PVT LTD: A Member of ACG Worldwidepeter mackey mamani mamanchura100% (1)
- Colour Erythrosine supraSTPDokument3 SeitenColour Erythrosine supraSTPshakt londaNoch keine Bewertungen
- STP of Purified WaterDokument9 SeitenSTP of Purified WaterBhawani singhNoch keine Bewertungen
- 2 Leozinc B SyrupDokument2 Seiten2 Leozinc B SyrupShagorShagorNoch keine Bewertungen
- (Shin Etsu) HPMCP (Eng)Dokument12 Seiten(Shin Etsu) HPMCP (Eng)vinay100% (2)
- Potable Water Specification Shree Dhanwantri HerbalsDokument2 SeitenPotable Water Specification Shree Dhanwantri Herbalsreflectprakash3610Noch keine Bewertungen
- Spray Dried Lactose (p.376-378) 405-407 PDFDokument3 SeitenSpray Dried Lactose (p.376-378) 405-407 PDFMarsha Fendria PrastikaNoch keine Bewertungen
- SOP For Calibration of Colony CounterDokument3 SeitenSOP For Calibration of Colony CounterSolomon Gamanuel50% (2)
- Meclizine HCLDokument10 SeitenMeclizine HCLChEng_Noch keine Bewertungen
- SOP For HPLC Column Receipt, Checking and Regeneration - PharmaguidelineDokument3 SeitenSOP For HPLC Column Receipt, Checking and Regeneration - PharmaguidelineMahmoud MahmoudNoch keine Bewertungen
- New Formulation and Evaluation of Domperidone SuspensionDokument18 SeitenNew Formulation and Evaluation of Domperidone SuspensionethylenepluschlorineNoch keine Bewertungen
- List of Raw Material ActiveDokument11 SeitenList of Raw Material ActiveShagorShagor0% (1)
- G. Amphray Laboratories: Paracetamol BPDokument2 SeitenG. Amphray Laboratories: Paracetamol BPAlhamzah Rachmat FadjarNoch keine Bewertungen
- SOP For Analyst ValidationDokument5 SeitenSOP For Analyst ValidationGencay Ergin100% (1)
- WHO Certificate E120 2019Dokument4 SeitenWHO Certificate E120 2019Risen ChemicalsNoch keine Bewertungen
- 04 Cleaning Validation of Empty Capsule Loader 04Dokument2 Seiten04 Cleaning Validation of Empty Capsule Loader 04Ravi YadavNoch keine Bewertungen
- UV IQP ZEMA-0004B Rev310Dokument29 SeitenUV IQP ZEMA-0004B Rev310api-19973846Noch keine Bewertungen
- PE 009-12 GMP Guide (XAnnexes)Dokument18 SeitenPE 009-12 GMP Guide (XAnnexes)fajarrachmadi69_8540Noch keine Bewertungen
- UV OQP ZEMA-2004B Rev310 1600Dokument120 SeitenUV OQP ZEMA-2004B Rev310 1600api-19973846100% (1)
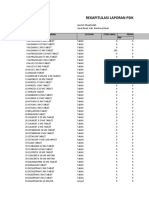
- Rekapitulasi Laporan Psikotropika: NO Nama Satuan Stok Awal Pemasukan PBFDokument8 SeitenRekapitulasi Laporan Psikotropika: NO Nama Satuan Stok Awal Pemasukan PBFFajarRachmadiNoch keine Bewertungen
- Obat Expired Gudang Farmasi Tahun 2020Dokument4 SeitenObat Expired Gudang Farmasi Tahun 2020FajarRachmadiNoch keine Bewertungen
- Pesanan Benang Rsud Cikalongwetan Ke CBR Benang KodeDokument1 SeitePesanan Benang Rsud Cikalongwetan Ke CBR Benang KodeFajarRachmadiNoch keine Bewertungen
- 05 Rekapitulasi Mei 2016Dokument12 Seiten05 Rekapitulasi Mei 2016FajarRachmadiNoch keine Bewertungen
- Sop Cleaning Rev 06 - 2018 Rev Baru (Repaired)Dokument20 SeitenSop Cleaning Rev 06 - 2018 Rev Baru (Repaired)FajarRachmadiNoch keine Bewertungen
- Change Control Form: Giva Olviana YudhistaDokument4 SeitenChange Control Form: Giva Olviana YudhistaFajarRachmadiNoch keine Bewertungen
- Penyampelan Sanvita BDokument2 SeitenPenyampelan Sanvita BFajarRachmadiNoch keine Bewertungen
- Sodium Selenite - Sciencelab PDFDokument6 SeitenSodium Selenite - Sciencelab PDFFajarRachmadiNoch keine Bewertungen
- Sodium Selenite - Sciencelab PDFDokument6 SeitenSodium Selenite - Sciencelab PDFFajarRachmadiNoch keine Bewertungen
- Icra Longterms CareDokument19 SeitenIcra Longterms CareFajarRachmadiNoch keine Bewertungen
- Monthly Record Process Validation: Note: Red Font Is WPS/ACTUAL Date For Previous MonthDokument31 SeitenMonthly Record Process Validation: Note: Red Font Is WPS/ACTUAL Date For Previous MonthFajarRachmadiNoch keine Bewertungen
- Sanfuliq PVP RegistrasiDokument25 SeitenSanfuliq PVP RegistrasiFajarRachmadiNoch keine Bewertungen
- Safety Data Sheet: 1. Identification of The Material and Supplier Magnesium OxideDokument6 SeitenSafety Data Sheet: 1. Identification of The Material and Supplier Magnesium OxideFajarRachmadiNoch keine Bewertungen
- Hyaluronic Acid - Science LabDokument5 SeitenHyaluronic Acid - Science LabFajarRachmadiNoch keine Bewertungen
- Curcuminoid in Curcuma Xanthoriza PDFDokument5 SeitenCurcuminoid in Curcuma Xanthoriza PDFFajarRachmadiNoch keine Bewertungen
- Rhetoflam 2.5% Gel SC9486 SC9484: 2016 - 2 Batch 3Dokument3 SeitenRhetoflam 2.5% Gel SC9486 SC9484: 2016 - 2 Batch 3FajarRachmadiNoch keine Bewertungen
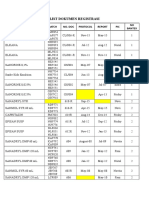
- List Dokumen Registrasi: Product Batch No. Doc Protocol PIC NO BantexDokument3 SeitenList Dokumen Registrasi: Product Batch No. Doc Protocol PIC NO BantexFajarRachmadiNoch keine Bewertungen
- Montly RecordDokument4 SeitenMontly RecordFajarRachmadiNoch keine Bewertungen
- Assessment Report On Glycyrrhiza Glabra L. And/or Fisch, RadixDokument37 SeitenAssessment Report On Glycyrrhiza Glabra L. And/or Fisch, RadixFajarRachmadiNoch keine Bewertungen
- Hindawi Publishing Corporation Journal of Pharmaceutics Volume 2014, Article ID 808167, 8 PagesDokument14 SeitenHindawi Publishing Corporation Journal of Pharmaceutics Volume 2014, Article ID 808167, 8 PagesnanangNoch keine Bewertungen
- Quality Control Review ArticleDokument18 SeitenQuality Control Review ArticleMukesh TiwariNoch keine Bewertungen
- Pacop Violet Module 5 1 Lecture Topic in Bs PharmacyDokument122 SeitenPacop Violet Module 5 1 Lecture Topic in Bs PharmacyJade ManuelNoch keine Bewertungen
- Prosolv G 2: ODT ODTDokument4 SeitenProsolv G 2: ODT ODTMiguel Ángel SCNoch keine Bewertungen
- Lupin-Case Exhibits For DistributionDokument54 SeitenLupin-Case Exhibits For DistributionRakesh Kadarkarai JNoch keine Bewertungen
- Supporting Document For Batch Disposition & Batch Record ReviewDokument16 SeitenSupporting Document For Batch Disposition & Batch Record ReviewMohammad Naufal AliefNoch keine Bewertungen
- Processing Problems of Tablets and Methods To OvercomeDokument35 SeitenProcessing Problems of Tablets and Methods To Overcomeramyasree29Noch keine Bewertungen
- Kerry Bone Essentials Catalog - SingleDokument31 SeitenKerry Bone Essentials Catalog - SingleLukasNoch keine Bewertungen
- Print Drugs PDFDokument22 SeitenPrint Drugs PDFRodrigo ViguerasNoch keine Bewertungen
- Incepta Intern PaperDokument83 SeitenIncepta Intern PaperSoikotNoch keine Bewertungen
- Cordia MyxaDokument12 SeitenCordia MyxaZubair Akram JanjuaNoch keine Bewertungen
- Auto Capsule Filling PDFDokument16 SeitenAuto Capsule Filling PDFDuoc CongnghiepNoch keine Bewertungen
- Drug Absorption: Dr. Chandane R. DDokument54 SeitenDrug Absorption: Dr. Chandane R. DBandameedi RamuNoch keine Bewertungen
- Formulation and Evaluation of Sustained Release Matrix Tablets of Glimepiride Based On Combination of Hydrophilic and Hydrophobic PolymersDokument7 SeitenFormulation and Evaluation of Sustained Release Matrix Tablets of Glimepiride Based On Combination of Hydrophilic and Hydrophobic Polymersdicky fratamaNoch keine Bewertungen
- Unit 55Dokument7 SeitenUnit 55Antara BiswasNoch keine Bewertungen
- Formulation and Evaluation of Domperidone Fast Dissolving TabletsDokument5 SeitenFormulation and Evaluation of Domperidone Fast Dissolving TabletsVasundhara Gummadi0% (1)
- PAT For TabletingDokument8 SeitenPAT For Tabletingmanthan212Noch keine Bewertungen
- Solubility & DissolutionDokument12 SeitenSolubility & DissolutionRajaRamanDNoch keine Bewertungen
- 21 Doxofylline PDFDokument10 Seiten21 Doxofylline PDFBaru Chandrasekhar RaoNoch keine Bewertungen
- Domperidone TabpetDokument11 SeitenDomperidone TabpetYulis AdrianaNoch keine Bewertungen
- FOB Reference Price:: Turbula Food Machine Mixing 500kg Milk 3d Powder Mixer PharmaceuticalDokument6 SeitenFOB Reference Price:: Turbula Food Machine Mixing 500kg Milk 3d Powder Mixer PharmaceuticalSalma FarooqNoch keine Bewertungen
- Quality AssuranceDokument23 SeitenQuality AssuranceJubairNoch keine Bewertungen
- Logistics of Ayurvedic Aushadha Kalpana: Dr. Shubham Bansal and Dr. Rosy GuptaDokument10 SeitenLogistics of Ayurvedic Aushadha Kalpana: Dr. Shubham Bansal and Dr. Rosy GuptaDivya UnkuleNoch keine Bewertungen
- B. Pharm. Third Year Syllabus (DOPS HNBGU Srinagar Garhwal)Dokument8 SeitenB. Pharm. Third Year Syllabus (DOPS HNBGU Srinagar Garhwal)Vineet BarhwalNoch keine Bewertungen
- Moam - Info Assyst RX S 5a2cb0591723dd229f14b69bDokument27 SeitenMoam - Info Assyst RX S 5a2cb0591723dd229f14b69bInes DhNoch keine Bewertungen
- Ak BansalDokument14 SeitenAk Bansalvikasmae100% (2)
- Article Linear Weigh Filler Packaging MachineDokument2 SeitenArticle Linear Weigh Filler Packaging MachineMayank ShekharNoch keine Bewertungen
- Eximpulse PARACETAMOLDokument96 SeitenEximpulse PARACETAMOLShantanu MannaNoch keine Bewertungen
- B2+ UNIT 4 Test StandardDokument7 SeitenB2+ UNIT 4 Test StandardMOSQUITO beatsNoch keine Bewertungen
- Co Dabamal Tablet 9m606001Dokument22 SeitenCo Dabamal Tablet 9m606001joerichladNoch keine Bewertungen